
Fターム[4F207AG05]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 表面凹凸 (145)
Fターム[4F207AG05]に分類される特許
21 - 40 / 145
スピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルム
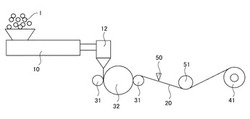
【課題】音響特性と厚さ精度に優れるスピーカ振動板用フィルムの製造方法及びスピーカ振動板用フィルムを提供する。
【解決手段】成形材料1を溶融押出成形機10に投入してダイス12からスピーカ振動板用フィルム20を押出成形し、この押出成形したスピーカ振動板用フィルム20を圧着ロール31と金属ロール32との間に挟んで冷却し、スピーカ振動板用フィルム20を巻取機40の巻取管41に順次巻取る製造方法であり、成形材料1を、ガラス転移点が200℃
以上のPEI樹脂にフッ素樹脂を添加することにより調製し、この成形材料1を一軸伸長粘度が6000Pa・s〜20000Pa・sの範囲内でスピーカ振動板用フィルムを押出成形する。
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成された後、当該3層からなる樹脂シートを2本のロール間に挟んで製膜し、製膜後の樹脂シートを紙質基材上に積層してラミネートされ、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
成形品の製造方法
【課題】成形工程のみで複数の成形品表面特性を担持させることのできる製造方法を提供する。
【解決手段】コア層の少なくとも一部に、少なくとも一層のスキン層を有する成形品の成形方法であって、前記コア層用の合成樹脂のビカット軟化点以上の温度で、コア層を成形すると共に該コア層と二種以上の固体シートを積層する工程を有する成形品の製造方法。
(もっと読む)
エンボステープの製造方法、エンボステープの製造装置、およびエンボステープ

【課題】生産性が高く、高品質のエンボステープを製造することのできるエンボステープの製造方法、エンボステープの製造装置、およびエンボステープを提供する。
【解決手段】エンボステープの製造装置は、樹脂シートを押出成形する押出機と、この押出機により成形された樹脂シートを所定幅にスリットして複数の樹脂シートとするスリッターと、前記樹脂シートまたは前記複数の樹脂シートにエンボス成形を施すエンボス成形機とを備え、前記押出機を出た後の樹脂シートの移動速度と、前記スリッターにおける複数の樹脂シートの移動速度と、前記エンボス成形機における樹脂シートの移動速度とが同じになるように、前記各樹脂シートの移動速度のうち少なくともいずれかを制御する制御装置を備える。
(もっと読む)
樹脂シートの製造装置及び樹脂シートの製造方法
【課題】樹脂シートの片面に、微細な複数の突条と複数の溝とを精度よく形成できる樹脂シートの製造装置を得る。
【解決手段】樹脂シートの製造装置1は、温度調節ロール4と、樹脂シート3の片面に形成される突条3aと溝3bとの形状に対応した溝6aと突条6bとを外周面に有する無端金属帯状体6と、温度調節ロール4の外周面及び無端金属帯状体6の内周面の少なくとも一方に設けられた低比透磁率層5と、樹脂シート3の片面に突条3aと溝3bとの形状を付与するための形状付与装置と、無端金属帯状体6を加熱するための電磁誘導加熱装置8とを備える。無端金属帯状体6の搬送方向に溝6aと突条6bとの長さ方向が延びるように、無端金属帯状体6が外周面に溝6aと突条6bとを有する。
(もっと読む)
雨樋
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋を提供する。
【解決手段】合成樹脂の押出成形品よりなる雨樋である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してあると共に、前記溝のピッチが前記溝の深さ以上である。前記溝の側面と該溝間にある凸部の側面とが一傾斜面となって連続することで波状となる。
(もっと読む)
カートン基材の製造方法および耐水性装飾カートン
【課題】強度やコストの点でオーバースペックにならない板紙からなる基材でブロッキング現象が発生しないカートン基材の製造方法および耐水性装飾カートンの提供が求められていた。
【解決手段】紙基材の少なくとも一方の面に、低密度ポリエチレン層,高密度ポリエチレン層がこの順に積層してなる耐水紙を用意し、前記耐水紙の高密度ポリエチレン層表面に装飾画像を印刷形成し、次いで、プレスコート層となるニスを塗布形成し、印刷インキとニスを同時乾燥する工程を具備することを特徴とするカートン基材の製造方法および耐水性装飾カートンを提供する。
(もっと読む)
雨樋の製造方法
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋の製造方法を提供する。
【解決手段】合成樹脂の押出成形による雨樋の製造方法である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1を、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続し、且つ、前記溝1のピッチが前記溝1の深さ以上となり、且つ、前記溝1の側面と該溝1間にある凸部2の側面とが一傾斜面となって連続することで波状となるように、押出成形する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に転写型を精度よく転写することができ、しかも形状ロールにおけるトラレ現象の発生を防止することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】樹脂を加熱溶融状態でダイ58から連続的に押し出して樹脂シート53を形成し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。中間ロール64と下ロール65とで挟み込む際に、下ロール65に形成された凹版転写型69を樹脂シート53の表面76に転写する。そして、下ロール65として、JIS K 6768に準拠して測定される濡れ張力が35mN/m以下の表面を有する凹版転写型69を有する形状ロールを用いる。
(もっと読む)
フッ素樹脂フィルムの製造方法、および農業ハウス用フィルムならびに太陽電池パネル用表皮材フィルム
【課題】所定の傾斜角の傾斜面を有する凹凸(プリズム形状等。)が表面に形成されたフッ素樹脂フィルムを生産性よく、かつ低コストで製造できる方法;および光透過量の入射角度依存性が小さいフッ素樹脂フィルムでありながら、低コストである農業ハウス用フィルムならびに太陽電池パネル用表皮材フィルムを提供する。
【解決手段】傾斜角が20〜75度の傾斜面を有する凸部および/または凹部が表面に複数形成された型ロール16と、バックアップロール18との間に、ダイス14から押し出されたフッ素樹脂を通過させ、該フッ素樹脂をフィルムに成形すると同時に、該フィルムの表面に前記凸部および/または凹部を転写するフッ素樹脂フィルム20の製造方法。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に凹版転写型69を装着し、中間ロール64と下ロール65とのギャップBを、上ロール63と中間ロール64とのギャップAよりも狭くする。そして、中間ロール64と下ロール65とで挟み込む際に、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】 シートの表面平滑性および厚さ均一性を保持しつつ、樹脂シートの表面に転写型を精度よく転写することができる表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】 樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送する。この工程において、中間ロール64に凹版転写型69を装着し、上ロール63と中間ロール64とのギャップAの1.1倍以下の高さhを有するメルトバンク73を、ギャップAの入口に形成する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の溝部の先端にまで樹脂を良好に入り込ませることができ、光学設計により最適化された転写型の形状を、樹脂シートとして良好に再現することが可能な表面形状転写樹脂シートの製造方法を提供すること。
【解決手段】樹脂を加熱溶融状態でダイ58から押し出して樹脂シート53を作製し、当該樹脂シート53を上ロール63と中間ロール64とで挟み込み、次いで、樹脂シート53を中間ロール64に密着させたまま搬送し、搬送された樹脂シート53を中間ロール64と下ロール65とで挟み込む。この工程において、下ロール65に、曲率半径が100μm以下の底面を有する凹溝70を有する凹版転写型69を装着し、中間ロール64と下ロール65とで挟み込む際に、下ロール65の表面温度T(R3)を、樹脂のTgに対して、Tg−10℃≦T(R3)に保持しながら、凹版転写型69を樹脂シート53に転写する。
(もっと読む)
光学シートの製造方法、光学シートの成形型、光学シート
【課題】正面輝度を維持しながら、サイドローブやニュートンリング等の発生を低減でき、視野角が広く、傷つきにくく傷がついた場合にもその傷が見えにくい光学シートの製造方法、これに用いる光学シートの成形型、これにより製造される光学シートを提供する。
【解決手段】複数配列された凸形状の単位光学形状151と、単位光学形状151間に設けられ、その表面の表面粗さの値が単位光学形状151よりも大きい谷底部152とを有する光学形状部を有する光学シートの製造方法であり、樹脂をシート状に押し出す押し出し工程と、シート状の樹脂の片面を、型形状を有する成形ロールである第2ロール54に押し当てて光学形状部を賦形する賦形工程と、光学形状部が賦形されたシート状の樹脂Rを第2ロール54から剥離する剥離工程とを備え、賦形工程において、型形状541の表面に不規則かつ微細な凹凸形状を有する第2ロール54を用いるものとした。
(もっと読む)
樹脂シートの製造装置及び製造方法
【課題】様々な熱可塑性樹脂を用いて表面に微細な凹凸を確実に形成することを可能とする樹脂シートの製造装置を得る。
【解決手段】金属からなる温度調節ロール4と、温度調節ロール4と隔てられた回転ロール7と、外周面に、樹脂シート表面に形成すべき凹凸に対応した形状の凹凸が形成されており、かつ温度調節ロール4と回転ロール7との間に掛け渡された無端金属帯状体8と、前記温度調節ロール4に無端金属帯状体8及び熱可塑性樹脂よりなる熱可塑性樹脂シート3を圧接する圧着ロール5とを備え、熱可塑性樹脂シート3を無端金属帯状体8の外周面に点Bで接触させ、温度調節ロール4が回転している内に熱可塑性樹脂シート3の一方面に凹凸を付与する製造装置1であって、無端金属帯状体8の点Bに向かう搬送方向と、温度調節ロール4の中心Oと点Bとを結ぶ直線Aとのなす角度θが60度以上、90度未満となるように無端金属帯状体8が点Bに向かって搬送される、樹脂シートの製造装置1。
(もっと読む)
光学的機能を備えたプラスチックシートを加工するためのロール金型、該ロール金型を用いた光学シートの製造方法、該製造方法により得られる光学シート、該光学シートを用いた液晶表示装置のバックライトユニット、および液晶表示装置。
【課題】エッジライト型バックライト、あるいは直下型バックライトを用いた液晶表示装置において、光学シートの使用枚数の削減下でも、正面輝度が高く、輝度ムラが低減でき、高輝度視野角範囲が個別に調整可能な光学シートを効率よく得るための加工用成形ロール金型、光学シート、該シートの製造法、該シートを用いたバックライトおよび表示装置の提供。
【解決手段】シリンダ基材上に金属からなる加工層4を備え、該加工層4には互いに交差する2つ以上の方向に延在する畝状に反復配列した凹溝群を有し、うち1つの凹溝群の深さが他の凹溝群の深さよりも深く、しかもその延在方向が該シリンダの回転方向に対して−60〜60°の角度をなすプラスチックシート加工用成形ロール金型1、該ロール金型1を用いた光学シートの製造方法、該製造方法により得られる光学シート、該光学シートを用いた液晶表示装置用バックライト、および表示装置である。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの表面に凹凸形状を高い転写率で転写できる表面形状転写樹脂シートの製造方法を提供する。
【解決手段】本発明の製造方法は、樹脂をダイ8から連続的に押し出して連続樹脂シート2を得る押出工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程とを含み、第二押圧ロール12の表面に転写型を備え、該転写型は複数の凹溝を有し、凹溝のピッチ間隔が30〜500μmであり、凹溝の溝深さが3〜500μmであり、第一押圧工程において、第一押圧ロール11と第二押圧ロール12との間に樹脂のメルトバンク3を形成し、該バンクの高さEを、連続樹脂シートの厚さFの3倍以上に設定し、第二押圧ロール12の温度を、樹脂のガラス転移温度Tg(℃)に対して10℃〜50℃高い温度に設定することを特徴とする。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】樹脂シートの転写ロールへのトラレ現象を抑制し、樹脂シートの表面に凹凸形状を高い転写率で転写できる表面形状転写樹脂シートの製造方法を提供する。
【解決手段】本発明の製造方法は、樹脂を加熱溶融状態でダイ8から連続的に押し出して連続樹脂シート2を得る押し出し工程と、連続樹脂シート2を第一押圧ロール11と第二押圧ロール12とで挟み込む第一押圧工程と、第一押圧工程の後に、連続樹脂シートを第二押圧ロール12に密着させた状態で搬送する第一搬送工程とを含み、第二押圧ロール12は、その表面に転写型22を備え、該転写型22は複数の凹溝を有し、第一搬送工程において、搬送中の連続樹脂シートにおける第二押圧ロール12に密着している領域の少なくとも一部を冷却することを特徴とする。
(もっと読む)
立体模様シートの製造方法、製造装置、及びパターンシート
【課題】押出成形法において高い精度でパターンロール14のパターンを転写させることのできるパターンシート製造方法及び製造装置を提供する。
【解決手段】シート状溶融樹脂S1を吐出するTダイ13、パターンを転写するためのパターンロール14と円弧状の窪み21を有する押さえロール15からなる成形機、成形後のパターンシートを搬送する複数のガイドロール、そしてパターンシートを巻き取る巻取り機からなる。エアーギャップGが短いことで高い流動性を有する押出シートS1に高線圧、および長線圧長を与えることで完全にパターンロール14のパターンを転写させる。
(もっと読む)
光学シートの製造方法
【課題】冷却速度を制御することにより、熱可塑性樹脂シートを製造する際のシートのたわみを少なくし、転写性の低下も同時に防ぐことができる。またプリズムシート裏面に硬度が必要な場合保護フィルム、ハードコート層を設ける工程を省くことができる。
【解決手段】加圧ロール16、パターンロール15と温調ロール群17を備えた押出成形装置を用い、Tダイ13からシート状に溶融樹脂を吐出し、吐出した樹脂シート14をパターン形状を成形するためのパターンロール15と加圧ロール16により加圧し、パターンを成膜する。次にシートを搬送および冷却速度を調整する温調ロール群17により搬送し冷却速度を調整する。ここで温調ロール群17とは下流程低温に設定されており、各部でシートの冷却速度を調整できるように温度を調整可能な温度調整機構を有した複数の搬送ロールで構成されている。
(もっと読む)
21 - 40 / 145
[ Back to top ]