
Fターム[4F207AG05]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | 表面凹凸 (145)
Fターム[4F207AG05]に分類される特許
61 - 80 / 145
気泡シートの製造方法、及び気泡シート
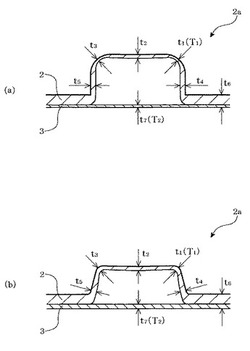
【課題】キャップフィルムに形成された突起の最薄肉部の肉厚に応じてバックフィルムを薄肉化することにより、気泡シートの強度を確保しながらも、材料樹脂の使用量の削減と軽量化を図ることができる気泡シートの製造方法、及びそのような気泡シートを提供する。
【解決手段】気泡シート1が有する個々の気泡を形成する多数の突起2aから任意に一つの突起2aを選び、フィルム送り方向に直交する方向に沿った当該突起2aの中心を通る断面において、当該突起2aの最薄肉部の肉厚をT1、当該突起2aと対向する部位におけるバックフィルム3の最薄肉部の肉厚をT2としたときに、50%以上の突起において、0.9≦T2/T1≦1.1なる関係が成り立つようにして、気泡シート1の強度を確保しながら、バックフィルム3を薄肉化する。
(もっと読む)
低伸縮性樹脂フィルム及びその製造方法並びに製造装置

【課題】太陽電池製造の際の他素材との貼着時などの再加熱によっても実質的に収縮がない低伸縮性樹脂フィルムを得る。
【解決手段】両面エンボス加工の低伸縮性樹脂フィルム100において、一方の面15aを、エンボスの形成された搬送ベルト11上にフィルム状となって押し出された樹脂素材15を搬送ベルト11と共に加熱され、他方の面15bを、エンボスの形成された冷却ローラ21にて加圧して両面エンボス加工した。この低伸縮性樹脂フィルム100は、エンボス加工を施した搬送ベルト11を繰り出し、樹脂素材15を搬送ベルト11上に押し出し、フィルム状樹脂素材15を搬送ベルト11ごと加熱させ、冷却ローラ21にて他方の面15bから加圧しながら一方の面15aとともにエンボス加工を施し、冷却完了後に搬送ベルト11から離間し、両面エンボス加工済みの低伸縮性樹脂フィルム100のみを別途巻き取ることで得られる。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15と、剥離機構24とを備えている。剥離ロール15は、樹脂シート17の幅方向において、樹脂シート17の賦形ベルト14とは反対側の表面の全体にわたって接している。剥離機構は、冷却ロール13と剥離ロール15との間の隙間から搬出された樹脂シート17を賦形ベルト14から剥離させる。剥離ロール15による樹脂シート17の送り速度は、冷却ロール13による賦形ベルト14の送り速度と等しい。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、金属製の加熱ロール11b及び冷却ロール13と、加熱ロール11bと冷却ロール13とに巻き掛けられている金属製の賦形ベルト14と、圧着ロール11aと、剥離ロール15と、加熱ロール11bを加熱するヒーター11b1とを備えている。賦形ベルト14の外側の表面には、樹脂シート17の表面に形成される凹凸に対応した形状の凹凸が形成されている。賦形ベルト14の内側の表面の上には、樹脂コート層が形成されている。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15と、赤外線照射機構19とを備えている。賦形ベルト14の外側の表面には、樹脂シート17の表面に形成される凹凸に対応した形状の凹凸が形成されている。賦形ベルト14の外側の表面の上には、赤外線照射機構19からの赤外線を吸収する赤外線吸収層が形成されている。
(もっと読む)
樹脂シートの製造方法及び製造装置
【課題】樹脂シートの最厚部の位置に基づいて、樹脂シートの裁断を高精度に行うことができる樹脂シートの製造方法及び製造装置を提供する。
【解決手段】ダイ16から押し出される溶融樹脂を、冷却成形ローラー部17において挟圧しながら冷却することで、偏肉形状を有する樹脂シートSを形成する。このとき、冷却成形ローラー部17の型ローラー20に、突起部又は溝部を設けておく。これにより、樹脂シート成形時に、マークが樹脂シートSに賦型される。マークが賦型された樹脂シートSを切断機32により個片化した後、マーク検出センサー70によるマークの検出結果に基づいて樹脂板B(個片化後の樹脂シートS)の位置および傾きを補正した状態で、裁断機72による裁断を行う。これにより、冷却成形ローラー部17において樹脂シートSが収縮や位置ずれを起こす場合でも、最厚部の位置に基づいて樹脂シートSの裁断を高精度に行うことができる。
(もっと読む)
光学シートおよびそれを備えた液晶表示装置
【課題】耐割れ性および耐擦過性に優れ、打ち抜き機による穴あけ加工によってもシートが破損せず、かつ光学シートを単独で重ね合わせた場合であっても、保護シートを必要としない光学シートを提供する。
【解決手段】樹脂を押出成形により、少なくとも一方の面にレンズ形状を賦型した光学シートであって、前記樹脂が、樹脂全体に対して、ポリエステル樹脂および/またはポリアリレート樹脂を70重量%以上含んでなることを特徴とする。
(もっと読む)
形状適合性内部層を有する光学フィルム及びそのフィルムの製造方法
複製フィルムを製造する共押出方法。方法は、少なくとも3つの材料を供給する工程と、ニップロールと構造化ロールとの間にそれらの材料を共押出する工程と、を含む。材料は、裏面層材料、コア層材料、及び複製層材料を含む。構造化ロールは複製層上に複製される表面構造を有し、コア層は複製層に適合する形状適合性内層である。 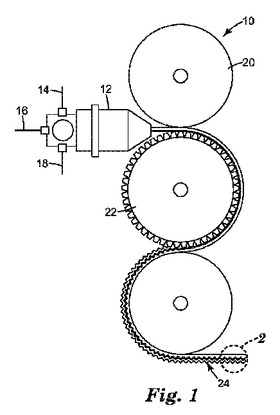 (もっと読む)
(もっと読む)
共押出積層フィルム、及びその製造方法
【課題】 ブロッキング等の障害を防止し、粘着性樹脂表面への異物付着を無くし、より簡便に製造でき、かつ、実装に際し、気泡の残留を防いで容易に液晶表示パネル等へ装着できるアクリル系粘着性柔軟層を有する共押出積層フィルムを提供することを目的とする。
【解決手段】 第1層に少なくとも1種のポリエチレンからなる樹脂層、第2層にアクリル系ブロック共重合体からなる粘着性柔軟層、第3層に少なくとも1種のポリオレフィンからなる樹脂層を順次積層したフィルムを共押出成形し、さらに前記第2層の少なくとも一方の面に、気体の排出流路として機能するエンボスを設けることにより、前記課題を解決する。実装の際には、第3層、続いて第1層を剥離して、第2層を液晶表示パネル等に装着する。
(もっと読む)
光学的平滑ライト・ガイドの製作
ライト・ガイドの製作に関する実施形態を提供する。開示する実施形態の1つでは、 押し出し成型品を形成するために、熱可塑性ポリマーをダイを通じて押し出すステップと、押し出し成型品を1つ以上の固定寸法に加工するステップと、押し出し成型品に圧力を加えている間、押し出し成型品の面を軟化または溶融するために、この押し出し成型品の面を、加熱モールド面と接触状態に維持するステップとを備えている。 (もっと読む)
プライ材料製造方法、およびプライ材料を用いた空気入りタイヤ
【課題】ホーリングを施すことなくコードプライ間の空気溜まりを抑制する。
【解決手段】コード並列体3を未加硫のゴムGでトッピングすることによりプライ材料4を形成するプライ材料製造方法であって、成形口13を有するダイプレート6を前端に設けた押出しヘッド7の前記成形口13に、前記ゴムGとコード並列体3とをコード長さ方向に通すことにより所定断面形状のプライ材料4を得るトッピング・押出し成形工程を含む。前記ダイプレート6は、成形口13の上下の壁面20a、20bに、該壁面20a、20bから小高さで突出しかつコード長さ方向にのびる凸条突起22を1本以上具えることにより、前記トッピング・押出し成形工程は、前記プライ材料4の上下の表面4a、4bに、コード間をコード長さ方向にのびる排気用の凹溝23を1本以上形成した。
(もっと読む)
光学フィルムおよびその製造方法
【課題】巻きズレを抑制しながらも、フィルム同士の貼り付き、巻き緩み、シワおよび折れの発生を十分に抑制する光学フィルムを提供すること。
【解決手段】幅手方向(TD)両端のエンボス領域10はそれぞれ独立して、凸領域2の面積率が20〜80%であり、かつ、以下に示す(I)または(II)の要件を満たす光学フィルム;(I)エンボス領域10が凸領域2を搬送方向で間欠的に形成してなる間欠的凸列1のみを2列以上で有し、巻き込みエアの抜けを阻害するように、各間欠的凸列1の凸領域ユニット2の配置を、搬送方向で隣り合う任意の2つの凸領域ユニット間および幅手方向で隣り合う任意の2列の凸列間について制御する;(II)エンボス領域が凸領域を搬送方向で連続的に形成してなる連続的凸例を1列以上で有する。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】製造装置1は、押出ダイ10と、加熱ロール11bと、加熱ロール11bよりも温度が低い冷却ロール13と、加熱ロール11bと、冷却ロール13とに巻き掛けられている賦形ベルト14と、圧着ロール11aと、剥離ロール15とを備えている。賦形ベルト14の外側の表面14aには、樹脂シート17の表面17aに形成される凹凸17bに対応した形状の凹凸14bが形成されている。圧着ロール11aは、樹脂シート16を加熱ロール11b側に押圧して賦形ベルト14に圧着させることによって賦形ベルト14の表面14aに形成されている凹凸14bを樹脂シート16に転写する。剥離ロール15は、賦形ベルト14の冷却ロール13と接する部分において凹凸が転写された樹脂シート17を賦形ベルト14から剥離する。
(もっと読む)
太陽電池用接着シートの製造方法
【課題】 本発明は、加熱による収縮の小さい太陽電池用接着シートを生産性良く製造することができる太陽電池用接着シートの製造方法を提供する。
【解決手段】 本発明の太陽電池用接着シートの製造方法は、エチレン系共重合体と有機過酸化物とを含有する樹脂組成物を押出機に供給して溶融混練し、上記押出機に取り付けた金型から樹脂シートを押出し、この樹脂シートを上記エチレン系共重合体の融点よりも25〜50℃高い温度にて冷却ロールの表面に載せ、上記樹脂シートを上記冷却ロールの表面に載せた状態で搬送しながら冷却し、上記樹脂シートを上記エチレン系重合体の融点よりも20℃低い温度以上で且つ上記エチレン系重合体の融点よりも15℃高い温度以下に冷却した状態で上記冷却ロールとエンボスロールとの間に供給して上記樹脂シートにエンボスを形成することを特徴とする。
(もっと読む)
樹脂シートの製造装置
【課題】一方の表面に凹凸が形成された樹脂シートを高い形状精度で製造し得る製造装置を提供する。
【解決手段】樹脂シート製造装置1は、押出ダイ10と、加熱ロール11aと、冷却ロール13と、加熱ロール11a及び冷却ロール13に巻き掛けられているベルト14と、樹脂シート16を加熱ロール11a側に押圧する圧着ロール11bと、凹凸18bが表面18aに形成されている賦形シート18と、ベルト14の冷却ロール13と接する部分において樹脂シート17をベルト14から剥離する剥離ロール15とを備えている。樹脂シート製造装置1では、圧着ロール11bによって樹脂シート16が加熱ロール11a側に押圧されることにより、樹脂シート16と賦形シート18とが圧着し、賦形シート18の表面18aに形成されている凹凸18bが樹脂シート16に転写される。
(もっと読む)
同時押出機械的ファスナの製造方法
【課題】様々な用途に適合する多様な特性を有する機械的ファスナなどのステム付きウエブを提供する。
【解決手段】ウエブ(10)は、ウエブの少なくとも一方の面から延出する複数のステム(12)を有する。ウエブは、第1面および第2面を有する材料の第1層(14)と、材料の第2層(16)とを有する。材料の第2層は、第1層の第1面に直面する第1面と、複数のステムがそれから延出する第2面とを有する。ウエブを製造する方法は、材料の第1層に第1材料を選択することと、材料の第二層に第2材料を選択することとを含む。材料の第1および第2層が溶融形成される。次に、材料の第1および第2層が、それらの層が溶融状態にある間に接合されて多層シートを形成する。さらに、複数のステムは、材料の少なくとも第2層上に形成される。溶融形成は、同時押出によるなど、材料の第1および第2層を同時に溶融形成することを含めることができる。
(もっと読む)
樹脂シートの製造方法
【課題】切り粉やバリを発生させずに、厚手のシートを連続的に加工できる樹脂シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程112と、押し出した樹脂シート14に対して、少なくとも一方に凸形状が形成された型ローラ16およびニップローラ18を用い、樹脂シート14を型ローラ16とニップローラ18で挟み、凸形状15を転写し切断溝26を形成し、冷却固化することによりシートを成形するシート成形工程114と、樹脂シート14を型ローラ16から剥離する剥離工程115と、切断溝26を、搬送方向に沿って超音波カッター174で切断する切断工程124と、を有し、樹脂シート14の切断部分の温度が、樹脂のガラス転移温度をTgとしたとき、(Tg−50)℃以上(Tg+100)℃以下であることを特徴とする樹脂シートの製造方法である。
(もっと読む)
ゴム様弾性体製品
【課題】 水性塗料や水性接着剤を確実にむらなく塗布することのできる、ゴムや樹脂で形成されたゴム様弾性体製品を提供する。
【解決手段】 水性塗料や水性接着剤を確実にむらなく塗布(付着)させることのできるゴム様弾性体で形成した製品であり、製品本体2の塗装面S1または接着面S2に、中心線平均粗さRaが5μm〜1000μmの連続する凹凸模様3を形成する。また、凹凸模様3を、シボ3aまたは多数のスリット3bで形成する。これにより、ぬれ性を高め、水性塗料や水性接着剤をむらなく塗布する。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写した表面形状転写樹脂シートの製造方法を提供する。
【解決手段】樹脂2を連続的に押し出して連続樹脂シート4を得るダイ3と、押圧ロール5と、連続樹脂シート4を押圧ロール5の間に挟み込むことにより表面形状を連続樹脂シートに転写する転写型6とを備えた、転写型6が、回転ロール7に巻き付けられた有機材料製フィルムであることを特徴とする製造装置10により製造される。
(もっと読む)
エンボス装置、バックアップロール、および、加工品の製造方法
【課題】原反に凹凸柄を形成するエンボス装置であって、とりわけ、高い稼働率で効率的に原反に凹凸柄を形成することができるエンボス装置を提供する。
【解決手段】エンボス装置10は、原反に形成すべき凹凸柄55に対応した凹凸形状を有するエンボス型面25を、有するエンボスロール20と、エンボスロールに対向して配置され、エンボスロールとの間で原反を圧するようになるバックアップロール30と、を備える。バックアップロールは、心部材32と、心部材上に設けられ、エンボスロールのエンボス型面と対面する表層部34と、を有する。表層部は、複数の金属粒子35と、金属粒子間に設けられた樹脂バインダー36と、を含む。
(もっと読む)
61 - 80 / 145
[ Back to top ]