
Fターム[4F207AG13]の内容
プラスチック等の押出成形 (29,461) | 一般形状、構造物品(用途物品優先) (3,480) | リング状物 (6)
Fターム[4F207AG13]に分類される特許
1 - 6 / 6
ゴム部材の製造装置及びゴム部材の製造方法
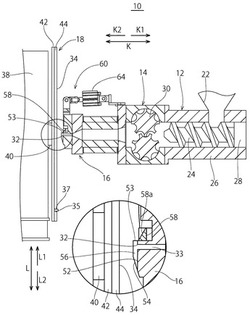
【課題】接合部が他の部分に比べて肉厚にならず、重量バランスを均一にすることができるゴム部材の製造装置とその方法を提供する。
【解決手段】コム材料を混練して送り出す押出機12と、押出機12から供給されたゴム材料を吐出する口金16と、口金16に対向する支持面34を有する支持部材18とを備え、支持面34と口金16とを相対的に移動させて支持面34上に口金16から吐出されたゴム材料を板状のゴム部材Mに成型するゴム部材の製造装置10において、口金16と支持面34との間に形成され、口金16から吐出されたゴム材料が溜まり、口金16に対する支持面34の移動方向前方L1に開口部53を有するゴム溜まり室56と、開口部53を開閉するシャッタ58とを備えることを特徴とする。
(もっと読む)
シームレスベルトの成形金型および製造方法

【課題】樹脂合流部におけるウエルドラインの発生を十分に抑制するシームレスベルトの成形金型および製造方法を提供すること。
【解決手段】内側マンドレル21、外側マンドレル31、および該内側マンドレルと外側マンドレルとの隙間に溶融樹脂を注入するための樹脂注入口41を備え、内側マンドレルが外周面に、樹脂注入口から注入された溶融樹脂を内側マンドレルと外側マンドレルとの隙間において周方向に拡散させるコートハンガー型樹脂流路51を有し、コートハンガー型樹脂流路51が、内側マンドレル21の軸を中心としたとき樹脂注入口41とは略反対側の位置方向Sのところで、該流路内の樹脂の流れをせき止めるための流れ止め部52を有し、該流れ止め部52の周方向長さt1が内側マンドレルの外周長Lに対して0.050〜0.400%であるシームレスベルトの成形金型、および該金型を用いるシームレスベルトの製造方法。
(もっと読む)
シームレスベルトの製造方法および製造装置
【課題】熱可塑性樹脂を主成分とし、高品位かつ低コストのシームレスベルトの製造方法を提供する。
【解決手段】第1の円筒と第2の円筒とを、第1の円筒及び第2の円筒の互いに対向する端部が間隙を有するように配置し、間隙に環状ダイから熔融体を押し出す第1の工程と、間隙に押し出された熔融体を、第1及び第2の円筒の互いに対向する端部で挟持する第2の工程と、熔融体を挟持した状態で第1及び第2の円筒と、環状ダイとを軸方向に相対移動させて第1の円筒または第2の円筒の内壁に熔融体を塗布して熔融体の筒状の層を形成する第3の工程と、押圧部材を用いて第1の円筒または第2の円筒の内壁に筒状の層を押し付ける第4の工程と、筒状の層を固化させる第5の工程と、を有する。
(もっと読む)
多層樹脂ベルトの製造方法およびそれにより得られる多層樹脂ベルト
【課題】複数樹脂層の積層により構成されるベルトを、押出形成を用いて、異物による表面の凹凸を低減しつつ高い厚み精度で得ることができる多層樹脂ベルトの製造方法、およびそれにより得られる多層樹脂ベルトを提供する。
【解決手段】2層以上の樹脂層からなる積層構造を有する多層樹脂ベルトの製造方法であって、各樹脂層を構成する2種以上の溶融樹脂材料を、成形ダイ10内にマンドレル1と、中間ダイリング2と、外側ダイリング3とによりそれぞれ独立して設けられた2以上の環状通路4A,4Bを経て、合流させた後にダイスリット6から押出すことにより、積層構造を形成する。環状通路内の溶融樹脂材料のうち1種以上に円周方向の外力を及ぼして、1種以上の溶融樹脂材料を環状通路4B内で強制流動させ、かつ、2種以上の溶融樹脂材料の合流部5では、合流する溶融樹脂材料に円周方向の外力を及ぼさない。
(もっと読む)
樹脂ベルトの製造方法および製造装置
【課題】工程増を伴うことなく、経時変化によるセット跡の発生を防止することが可能なコスト性に優れた樹脂ベルトの製造方法および製造装置を提供する。
【解決手段】押出機から、環状ダイス11を介して押出した熱可塑性樹脂を含む組成物を、冷却固化させてチューブ状に成形する樹脂ベルトの製造方法である。環状ダイス11から押出されたチューブ状の組成物1を、第1マンドレル12の外周に担持させて冷却し、次いで、第1マンドレル12の直径以下の直径を有する第2マンドレル13に担持させた状態で、熱可塑性樹脂のガラス転移温度以上融点以下の所定温度にて熱処理した後、連続的に引き取る。
(もっと読む)
発泡シリコーンゴム成形体
【課題】中空部を有する形状でありながらも、設計で意図した形状に成形が可能であり、使用時にも形状が崩れることのない発泡シリコーンゴム成形体を提供すること。
【解決手段】中空部2を有する筒形状の発泡シリコーンゴム成形体1であって、上記中空部2には、長手方向に連続した隔壁3が存在していることを特徴とする発泡シリコーンゴム成形体1。上記隔壁3が、上記中空部2の略中央部分に位置していることを特徴とする発泡シリコーンゴム成形体1。
(もっと読む)
1 - 6 / 6
[ Back to top ]