
Fターム[4F207AH04]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 回転要素(ローラ、扇風機羽根、スクリュー) (62)
Fターム[4F207AH04]に分類される特許
1 - 20 / 62
弾性ローラの製造方法及びそれに用いる押出成形装置
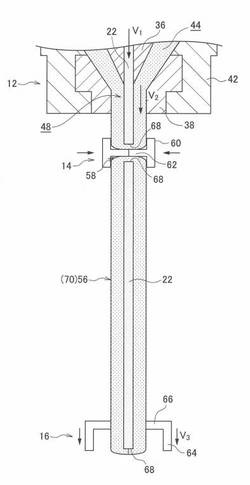
弾性体ローラの製造方法
ゴムロール製造装置およびゴムロール製造方法
【課題】ゴムロールの端部における未加硫のゴム材の変形を抑制するようにしたゴムロール製造装置を提供する。
【解決手段】円筒状に押し出される未加硫のゴム材の中心部に間隔をおいて順次芯金22を送り込み、ゴム材で芯金22の外周面が被覆されたゴムロール部56と、ゴム材で芯金22の間が中空とされた中空部58とを交互に排出する排出機12と、排出機12から排出された中空部58のゴム材により芯金22の端面68の少なくとも周縁部が覆われるように、中空部58のゴム材を内方に押圧する押圧機14とを備えるように構成する。
(もっと読む)
導電性弾性ローラ製造用の装置及び導電性弾性ローラの製造方法

【課題】ウェルドを低減し、周方向電気抵抗のばらつきを低減させた導電性弾性ローラの製造方法及びそれに用いる装置を提供すること。
【解決手段】導電性弾性ローラを製造するためのクロスヘッドダイの環状流路に開口を有する撹拌棒挿入用の横孔を設け、この横孔に撹拌棒を挿入して環状流路内に供給された導電性弾性層形成用の材料に生じたウェルド部を撹拌して芯金の外周面に形成される導電性弾性層でのウェルドの形成を低減する。
(もっと読む)
ゴムロール製造機およびゴムロールの製造方法
【課題】ゴムロールの肉厚ムラを抑制するようにしたゴムロール製造機を提供する。
【解決手段】円筒状を呈する外側ダイ12と、外側ダイ12との間に環状を呈する環状流路14が形成されるように外側ダイ12の内側に配置され、環状流路14を形成する部分において外側ダイ12の内周面12aよりもゴム材18に対する摩擦係数が大きい外周面16aを有し、さらに導電性軸体20を挿通させるための挿通孔16bが中心部に形成される内側ダイ16と、環状流路14から流れてくるゴム材18を挿通孔16bから出てくる導電性軸体20に接触させ、ゴム材18および導電性軸体20を一体化して外部に排出するための排出部22と、を有するように構成する。
(もっと読む)
ゴムローラの押出し成形機
【課題】芯金周囲のゴム材料にバリが生じたとしても、安定してゴムコーラの成形を行うことのできるゴムローラの押出し成形機を提供する。
【解決手段】ゴムローラの押出し成形機100は、芯金1を連続してクロスヘッド3に送り込むとともに、溶融状態のゴム材料2をクロスヘッド送り込み、ゴム形成体7をクロスヘッド3の出口3aから押し出す。押出し成形機3には、ゴム形成体7の外径を測定する外径測定器10と、各芯金1の端部が、外径測定装置10を通過する端部通過期間を測定する芯金位置計算器13と、が設けられている。また、芯金1とゴム材料2との少なくとも一方のクロスヘッド3への送り込み速度の制御を行う制御系は、フィードバック制御を、端部通過期間以外の期間に行う第1のモードと、該第1のモードとは異なる第2のモードと、により行う。端部通過期間以外の期間に端部通過期間に行う第1のモードによる制御を行う。
(もっと読む)
ゴムローラの押出成形装置および製造方法
【課題】ローラ円周方向の電気抵抗値のムラが小さい導電性ゴムローラを提供する。
【解決手段】芯金23の搬送部、ゴム組成物11の投入口を有するシリンダ、該シリンダ内に配設された、該芯金を移送するための貫通孔52を内部に有するスクリュー、および、該シリンダの先端に該スクリューから排出されたゴム組成物を該貫通孔から排出された該芯金に被覆するためのダイ35、を具備するゴムローラの押出成形装置であって、該スクリューが、該貫通孔52の内壁と該芯金23との摩擦を低減させるための摩擦低減部材を有することを特徴とするゴムローラの押出成形装置。摩擦低減部材の代わりに、貫通孔52の内壁に芯金23との摩擦低減のための表面処理を施した押出成形装置。前記押出成形装置にゴム組成物11及び芯金23を供給し、前記ダイ35において前記貫通孔52から排出された前記芯金23に前記ゴム組成物11を被覆するゴムローラの製造方法。
(もっと読む)
クロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくする効果を高めることが可能なクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と供給口50とが形成された外ダイ22と、外ダイ穴57に設置されたマンドレル21と、を有し、マンドレル21が、マニホールド部と、先端部とを有し、マニホールド部21aが、供給口50に対向した入口と、入口から流入したゴム組成物が流出する2つの出口と、を有する一対の溝と、下面に形成された半円状の溝65とを有し、先端部の外周面と外ダイ穴の内周面との隙間に第1の環状流路60と、第1の環状流路60よりも断面積が小さい第2の環状流路62と、をさらに有する。
(もっと読む)
導電性弾性ローラの製造方法
【課題】本発明は、導電性弾性ローラのクロスヘッドを用いた製造装置において、ウエルドラインに起因する電気抵抗値のムラを解消するための製造方法を提供することにある。
【解決手段】導電性の軸芯体と該軸芯体の周面を被覆する導電性ゴム層とを有する導電性弾性ローラの製造方法であって、クロスヘッドの貫通孔に該軸芯体を供給すると共に、該クロスヘッドに接続する押出機から、中空粒子と電子導電性フィラーとを含む未加硫のゴム混合物を該クロスヘッドに供給し、該軸芯体の周囲に該ゴム混合物の層を形成する工程と、該ゴム混合物の層の表面に加圧と除圧とを繰り返し行なう工程と、該ゴム混合物の層の表面に加圧と除圧とを繰り返し行なう工程を経た該ゴム混合物の層を加硫して導電性ゴムの層を形成する工程を有することを特徴とする導電性弾性ローラの製造方法。
(もっと読む)
導電性弾性ローラの製造方法
【課題】クロスヘッド押出成形における切断工程で生じる弾性層端部の電気抵抗値の周方向のむらの発生を抑制することのできる導電性弾性ローラの製造方法を提供する。
【解決手段】軸芯体202と該軸芯体の周面を被覆している導電性弾性層とを有する電子写真用の導電性弾性ローラを製造する方法であり、クロスヘッドにて直列に連なった複数本の軸芯体の周面を押出機から排出された導電性粒子を含む未加硫ゴム混合物の連続層311で被覆し、該連続層の、直列に連なった2本の軸芯体の継ぎ目部分の外周の1ヶ所から、張力を印加した1本の切断ワイヤ601を該連続層に進入させつつ該連続層の周囲に巻き回して、該切断ワイヤを該連続層の外周面から該軸芯体方向に移動させて該連続層を切断する。
(もっと読む)
合成樹脂製円筒膜の切断方法および装置
【課題】連続的もしくは間欠的に送給される連続円筒膜の内周側に支持体を挿入配置できない場合であっても、その連続円筒膜の、切断刃による切断時の変形、変位等を十分に拘束することで、円筒膜の切断面を、常に平滑かつ平坦なものとして、OA機器の定着ベルト、転写ベルト、中間転写ベルト等としての適用を十分可能とする合成樹脂製円筒膜の切断方法を提供する。
【解決手段】連続的もしくは間欠的に送給される合成樹脂製の連続円筒膜Wを所定の長さに切断するに当り、連続円筒膜Wの外周面を、周方向の複数個所で負圧吸着しつつ、吸着個所の、円筒膜送給方向の前方側もしくは後方側への近接域で、連続円筒膜Wを、連続円筒膜Wの外側に配設した一枚以上の切断刃により、全周にわたって円弧状に切断する。
(もっと読む)
押出成形装置及び押出成形方法
【課題】導電性ゴムローラのクロスヘッドダイを用いた製造装置において、ウエルドラインに起因する電気抵抗値のむらを解消するための製造装置および製造方法を提供する。
【解決手段】導電性ゴム組成物を押出すための押出機と、クロスヘッドダイ310とを有し、該クロスヘッドダイ310は、電気的に互いに絶縁された内側ダイ312および外側ダイ315を有しており、該内側ダイの外周面401と該外側ダイの内周面402とで構成されている、該押出機から押し出される該導電性ゴム組成物を円筒状に形成する環状流路317を有しており、該内側ダイ312は、該環状流路317の中心軸と同じ向きに該導電性基体が装着される貫通孔314を有しており、該環状流路317は、その出口が該貫通孔314に面しており、さらに該内側ダイの外周面401および該外側ダイの内周面402の間に導電性ゴム組成物を介して電圧を印加するための手段を有している。
(もっと読む)
弾性ローラの製造方法
【課題】芯金の下端面の加工の状態によらず、芯金の下端面をより確実に支持することにより、高精度な弾性ローラを低コストで得る方法を提供すること。
【解決手段】押出機に連結されたクロスヘッドに連続的に複数の芯金を供給し、各芯金を鉛直下方に搬送しつつ、各芯金の周囲を原料ゴム組成物で被覆する工程を有する弾性ローラの製造方法であって、該工程は該クロスヘッドから押出されてきた芯金の下端面を芯金支持部材の支持面にて支持しつつ、その芯金を鉛直下方に搬送する工程を含み、
該芯金支持部材の支持面は、該芯金の搬送方向に対して傾斜自在に構成され、該芯金支持部材は、該クロスヘッドから押出されてきた芯金下端面が該芯金支持部材の支持面に対して傾斜しているときに該芯金下端面と該芯金支持部材の支持面とが面で接触した状態にてその芯金を支持可能であることを特徴とする弾性ローラの製造方法。
(もっと読む)
弾性ローラの製造方法
【課題】芯金の周囲をゴム混合物の膜厚を異ならせて被覆する弾性ローラの製造方法においても、正確に弾性ローラの膜厚プロファイルを得ることができる製造方法を提供する。
【解決手段】クロスヘッドの芯金供給孔に、複数本の芯金を直列かつ連続的に供給すると共に、該クロスヘッドに接続した押出機から、溶融したゴム混合物を該クロスヘッドに供給することによって、周囲がゴム混合物の層で被覆された芯金の複数本を製造する工程を含む弾性ローラの製造方法であって、クロスヘッドに送り込まれる芯金の移動量ごとに弾性ローラの外径を測定する。
(もっと読む)
導電性ゴムローラ成形用のクロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくすることが可能な導電性ゴムローラ成形用のクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と、供給口50と、を備えた外ダイ22と、外ダイ穴57に配置され、芯金ガイド穴31と、マニホールド61と、を備えたマンドレル21と、外ダイ穴57における芯金ガイド穴31の下端開口部よりも下側に配置され、ダイス穴56を備えたダイス23と、を有し、マニホールド61に沿った流れ方向および軸方向に沿った流れ方向の各々に対して垂直な切断面における展開部流路51の断面積が、ダイス口54の断面積から芯金13の断面積を差し引いた押出し断面積の4.1倍以上6.9倍以下であり、展開部流路51の長さが、供給口50の上端部における外ダイ穴57の口径の0.5倍以上1倍以下である。
(もっと読む)
円筒部材の製造方法および製造装置
【課題】連続的もしくは間欠的に成形されて送給される薄肉の連続円筒膜の内周側に支持体を挿入配置できない場合であっても、その連続円筒膜の切断時の、切断刃と連続円筒膜との接触面積を十分小さく抑える等して、連続円筒膜の変形、変位等を十分に防止することで、所定の長さに切断分離された円筒膜の切断面を、常に平滑かつ平坦なものとして、OA機器の転写ベルト、中間転写ベルト等としての適用を十分可能とする円筒部材の製造方法を提供する。
【解決手段】連続的もしくは間欠的に送給される合成樹脂製の連続円筒膜1から所定の長さの円筒膜を切断分離させるに当り、連続円筒膜1を、中心軸線と直交する方向に偏平な形状に保持した状態で、前記中心軸線を隔てて配置されて、それぞれの偏平面1aに対向して位置する二枚の切断刃4のそれぞれを、前記中心軸線と直交する方向へ、順次に、往動切断変位および復動切断変位させて、所定の長さの円筒膜を切断分離させる。
(もっと読む)
トナー供給ローラ及びその製造方法
【課題】長期に亘って一定量のトナー供給を維持することができ、画像不良の発生を抑制することができるトナー供給ローラを提供する。
【解決手段】導電性軸体の外周上に2層以上の導電性発泡ゴム層を有するトナー供給ローラであって、該導電性発泡ゴム層の最外層の発泡ゴム平均セル径が100μm以上800μm以下であり、該導電性発泡ゴム層の内層の発泡ゴム平均セル径が300μm以上800μm以下であり、該最外層と該内層の界面にはスキン層が存在し、該スキン層の厚さが10μm以上200μm以下であることを特徴とするトナー供給ローラ。
(もっと読む)
押出し装置及びゴムローラの製造方法
【課題】電子写真装置などに用いるゴムローラ等の押出し物の外形を精度良く制御するためのゴム用押出し装置と、該ゴム用押出し装置を用いたゴムローラの製造方法を提供する。
【解決手段】温調可能なクロスヘッドと、温調が可能なダイスと、ダイス保持部材を少なくとも備える、原料組成物を芯金の周囲に円筒状に形成するゴム用の押出し装置であって、該ダイスは樹脂で形成され、該ダイス保持部材は金属で形成され、該ダイスの内周は円筒形状を有し、その内周の一部に内周面と同軸をなすテーパー面を備え、該テーパー面最小内径箇所の外側にある円筒の外周面とダイス保持部材との間に隙間を全面に設け、かつ該ダイスの材料流入側の端面はクロスヘッドと面で合わさる構造で、ダイス保持部材の内径にH7の基準穴とし、ダイスの外周をf8の軸の公差域を適用した場合の最大隙間の1/2の隙間を少なくとも設ける。
(もっと読む)
導電性ゴムロール、プロセスカートリッジおよび画像形成装置
【課題】従来に比べ押出成型後の表面性が向上した導電性ゴムロールを提供する。
【解決手段】導電性ゴムロールは、芯金と芯金の外周に設けられた導電性弾性層と有し、導電性弾性層は、エピクロルヒドリンゴムとアクリロニトリル−ブタジエン共重合ゴムとの混合物からなる原料ゴムと、原料ゴム100質量部に対して20〜60質量部の平均粒径40〜80nmの炭酸カルシウムを含有した未加硫ゴムを加硫化することで得られ、未加硫ゴムは、剪断速度が10-7〜103rad/secで温度が70〜120℃における動的粘弾性の貯蔵弾性率G’の曲線と損失弾性率G”の曲線との交点が2.0×103〜4.0×104Pa、剪断速度が2.0×10-3〜10-1rad/secで応力緩和試験のMSR値が0.4以上、加硫化後の導電性弾性層のゴム硬度が60以下である。
(もっと読む)
電子写真装置用導電性ローラ、帯電ローラ及び電子写真装置用導電性ローラの製造方法
【課題】導電性弾性体層が低硬度であり耐圧縮永久歪性に優れかつ導電性弾性体層からのブリードによる汚染や導電性変化が抑制された電子写真装置用導電性ゴムローラを提供する。
【解決手段】芯金外周上に導電性弾性層と導電性機能層を有する電子写真装置用導電性ローラにおいて、該導電性弾性層がエチレン−プロピレン−ジエン共重合ゴム(A)100質量部に対して、液状エチレン−プロピレン共重合体(B)20〜100質量部、硫黄0.1〜4質量部、カーボンブラック10〜100質量部を含有するゴム組成物を加硫してなることを特徴とする。
(A)エチレン含量=60〜73モル%、Mw/Mn<4、135℃デカリン中での極限粘度[η]=2.7〜5.0dl/g、ヨウ素価=10〜40
(B)ジエン成分を含まず、エチレン含量=50〜78モル%、135℃デカリン中での極限粘度[η]=0.2〜0.4dl/g
(もっと読む)
1 - 20 / 62
[ Back to top ]