
Fターム[4F207AH63]の内容
プラスチック等の押出成形 (29,461) | 用途物品 (1,388) | 医療衛生器具(←注射器、輸液バッグ) (28)
Fターム[4F207AH63]の下位に属するFターム
コンドーム
透析システム
Fターム[4F207AH63]に分類される特許
1 - 20 / 28
樹脂組成物の製造方法
【課題】樹脂組成物中に含まれる繊維状充填材の繊維長が制御された樹脂組成物の製造方法の提供を目的とする。
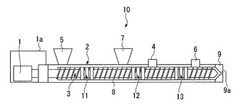
【解決手段】本発明の樹脂組成物の製造方法は、押出機を用いて樹脂(A)と繊維状充填材(B)とを溶融混練して押し出す工程を含む樹脂組成物の製造方法であって、シリンダー2と、シリンダー2に設けられたメインフィード口5と、シリンダー2のメインフィード口5より押出方向後方に設けられたサイドフィード口7と、を備えた押出機10を用い、押出機10のメインフィード口5から、前記樹脂(A)の一部量と、重量平均繊維長が1mm以上の繊維状充填材(B)の一部量と、を供給し、押出機10のサイドフィード口7から、前記樹脂(A)の残量と、前記重量平均繊維長が1mm以上の繊維状充填材(B)の残量と、を供給することを特徴とする。
(もっと読む)
押出成形方法、および押出成形装置

【課題】押出量を絞っても、成形不良の発生や成形品の表面性を低下させることなく良好な成形品を成形することが可能な押出成形方法、および押出成形装置を提供する。
【解決手段】押出成形装置10は、回転駆動されるスクリュー21をバレル22内に配置した単軸押出機20と、単軸押出機のスクリューのフィードゾーンC1に固形の樹脂材料40を供給するフィーダー30と、単軸押出機から押し出された樹脂材料を成形品60に成形するダイ50と、を有する。フィーダーは、フィードゾーンに供給する樹脂材料の供給量を、飽食フィード時の理論樹脂押出量の4〜79%の範囲で、成形品の成形に必要な生産押出量とスクリューの回転数とから定まる量としている。また、単軸押出機は、スクリューの回転数を、コンプレッションゾーンC2およびメータリングゾーンC3において樹脂材料に作用するせん断応力を少なくとも30kPa以上に維持する回転数としている。
(もっと読む)
回転引き取り式押し出し成形方法およびその成形方法を可能とする押出成形装置およびその成形方法で製作したチューブ管壁に螺旋状の独立管腔を設けたチューブ体
【課題】 大径のメインのチューブに対して小径のチューブを螺旋状に設けた形状のチューブを一体として一度の押し出し成形で製作する。
【解決手段】 押出ダイからチューブ管を押し出す押出機120と、押し出されたチューブ管を受け入れて冷却する冷却装置130と、冷却されたチューブ管を所定速度で引き取る引取機140と、チューブ管を所定長さのチューブ体に切断する切断装置150を備えた構造において、引取機140がチューブ管200に対して引取方向の力に加え、チューブ管200に対する回転トルクを与え、チューブ管200を回転させながら引き取る。押出ダイ122が大径のチューブに対応する口金部分と沿うように設けられた小径のチューブに対応する口金部分とを備えている。引取機140の回転体のうち少なくとも1つの回転方向が引取方向に対して傾いており、チューブ管200に対して引き取り方向の力に加えて回転方向の力も与える。
(もっと読む)
極細多孔チューブ及びその製造方法
【課題】外径精度に優れた極細多孔チューブを安定して製造する方法を提供すること。
【解決手段】極細多孔チューブの製造方法であって、該製造方法は以下の(1)〜(2)の工程を有することを特徴とする。
(1)ダイス直下の、40℃以上で樹脂部を形成する樹脂の融点近傍未満に加熱した加熱筒中で押出成形物を引き落とす徐冷工程、(2)次いで、室温付近の空冷ゾーンを少なくとも1段階以上設け、空冷しつつ通過させ樹脂部を室温付近まで冷却するか、又は空冷ゾーンの後、さらに必要に応じて水冷し室温付近まで押出成形物を冷却する冷却工程。
(もっと読む)
ロッドの製造方法
【課題】直径及び直線性の点で寸法精度が高いロッド、とりわけそのような円形ロッドの製造を可能にすること。
【解決手段】最外層を形成し、かつ少なくとも50質量%が部分結晶性の熱可塑性樹脂から成る第一のプラスチック成形材料から、プラスチック異形材を押出成形する工程、キャリブレーターの内部で、押出成形されたばかりの異形材を、第二のプラスチック成形材料で充填する工程、及び新たに形成されたロッドをサイジングし、引き取り、冷却する工程を有する、ロッドの製造方法において、前記第一のプラスチック成形材料が、クリスタリット融点Tmが少なくとも170℃であり、結晶化温度Tkが、Tmを最大70K下回り、かつ溶融エンタルピーΔHが、少なくとも20J/gであるという特性値を有することを特徴とする、前記製造方法。
【効果】本発明によるロッドはとりわけ、完成部材の切削製造用半製品として適している。
(もっと読む)
成形品の製造方法、及び、被覆電線の製造方法
【課題】ポリテトラフルオロエチレンからなる成形品の厚みを極めて薄くすることができる成形品の製造方法を提供する。
【解決手段】本発明は、表面エネルギーが16〜20mN/mの有機溶剤(A)をポリテトラフルオロエチレンファインパウダーに添加して成形用組成物を得る工程と、前記成形用組成物を圧縮繊維化成形して成形品を得る工程と、を含むことを特徴とする成形品の製造方法である。
(もっと読む)
医療用チューブの製造装置、製造方法および医療用チューブ
【課題】 一端部の硬さを設定通りにしながら正確な長さの医療用チューブを得ることのできる医療用チューブの製造装置、製造方法および医療用チューブを提供すること。
【解決手段】 硬度が変化する医療用チューブTPを製造するための医療用チューブの製造装置10を、成形機11と、引取機14と、エンコーダ17と、分光器18と、切断機15と、切断用コントローラ19とで構成した。成形機11は、硬度と色が異なる二つの成形材料の配合比を一定周期で変化させて硬度および色が一定周期で変化するチューブ16を成形する。エンコーダ17は、引取機14の駆動ローラ14cの回転に応じたパルスを発生し、分光器18は、チューブ16の色の特性を検出して原点を決定する。切断用コントローラ19は、分光器18が色の特性を検出して決定した原点と、エンコーダ17が発生するパルス数に基づいて切断機15を作動させてチューブ16を切断する。
(もっと読む)
ポリグリコール酸系樹脂チューブの製造方法
【課題】破断伸度およびその維持率が高いポリグリコール酸系樹脂チューブ、ならびに引張荷重や引張強さ、ヤング率を高水準でバランスよく有するポリグリコール酸系樹脂チューブを提供する。
【解決手段】溶融状態のポリグリコール酸系樹脂をチューブ状に成形しながら吐出する吐出工程と、前記吐出工程で得られたポリグリコール酸系樹脂チューブ4を、吐出後3秒以内に30℃以下に冷却する冷却工程とを含み、必要に応じて、前記冷却工程で得られたポリグリコール酸系樹脂チューブ4に所定の条件で延伸処理を施す延伸工程をさらに含むことを特徴とする。
(もっと読む)
押出成形金型、押出成形装置および医療用チューブ
【課題】 一端側部分と他端側部分とが特性の異なる成形材料からなり、その移行部が外層と内層とからなる医療用チューブを成形する際に、異なる成形材料の容積比を滑らかに、かつ急激に変化させることのできる押出成形金型、押出成形装置および医療用チューブを提供すること。
【解決手段】 押出成形金型20を、外周側凹部21aが形成された角ボディー21と、外周側凹部21a内に設置され外周側凹部21aとの間に外周側流路Aを形成するとともに内周側凹部22aが形成された外側マンドレル22と、内周側凹部22a内に設置され内周側凹部22aとの間に内周側流路Bを形成する内側マンドレル23と、外周側流路Aと内周側流路Bとを合流させて医療用チューブ10を成形するチューブ形状形成部とで構成した。そして、外周側流路Aおよび内周側流路Bを、上流側から下流側にいくにしたがって順次分岐させた。
(もっと読む)
PTFE混合物成形体及びPTFE多孔体の製造方法
【課題】PTFE粉末に多量の造孔剤を配合した場合であっても、押出成型時や焼成時における裂けやひび割れの発生を防止し、肌理の細かいPTFE多孔体を製造するためのPTFE混合物成形体の製造方法、このPTFE混合物成形体によるPTFE多孔体の製造方法を提供すること。
【解決手段】少なくともPTFE粉末と成形助剤とを混合したPTFE混合物をペースト押出により所定形状に成形するPTFE混合物の製造方法において、上記ペースト押出の際の押出ダイスの温度が、100℃以上であり且つ上記成形助剤の沸点以下であるPTFE混合物成形体の製造方法。上記PTFE混合物が、少なくともPTFE粉末と造孔剤と成形助剤とを混合したものであるPTFE混合物成形体の製造方法。PTFE混合物成型体について、上記造孔剤を除去することによって気孔を形成するPTFE多孔体の製造方法。
(もっと読む)
医療目的の押出コイルチューブを製造するための装置
【課題】リブのピッチを素早く変更可能である医療目的の押出コイルチューブを製造するための装置の提供。
【解決手段】押出コイルチューブTSを製造するための装置10は、スピンドル11から突出する回転軸12、リボンPT及びリブNRを押し出すための少なくとも1つの押出ヘッドを備える。各回転軸12は、互いに実質的に等距離にある一連の支持要素DSCに載せられるとともに主中心軸19によって支持されるそれぞれの可撓軸13につながれる。前記リボンPT及び前記リブNRは、並行して同時に押し出しされ、可撓軸13の外表面によって形成される理想表面上に巻き付けられる。リボンPTをコイル状に巻くことによって回転とともに形成されるチューブ状基本要素ETB上にリブNRが巻き付けられるピッチを変更するために、クランクMNによって操作される少なくとも2本の捻り棒BTを使用して、前記一連の支持要素DSCを所定の角度で回転させる。
(もっと読む)
補強されたチューブを形成する方法
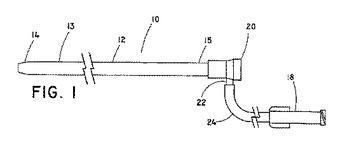
連続工程で補強されたチューブ状の医療装置を形成する方法、及び、該連続形成方法で形成される医療装置を提供する。線状に移動可能な細長いコアを準備する。官能化ポリマーとポリマー製のアウタージャケットの間が結合されるように、コアの移動した部分の周りに官能化ポリマーのコーティングを押出成形し、移動した部分に沿って官能化ポリマーコーティングの外側表面に補強材を形成し、移動した部分に沿って官能化ポリマー及び補強部材を覆うようにポリマー製のアウタージャケットを押出成形することによって、コアの移動した部分の周りに細長いチューブ状部材が形成される。細長いチューブ状部材はチューブ状の医療装置を形成するために所望の長さに切断され、コアが装置から取り除かれる。
 (もっと読む)
(もっと読む)
多層ポリテトラフルオロエチレン物品の製造方法及び得られる物品
【課題】多層延伸ポリテトラフルオロエチレン物品の製造方法及び多孔質物品の提供。
【解決手段】多層延伸ポリテトラフルオロエチレン物品120の製造方法は、少なくとも1層が機能性添加剤を含み、少なくとも1層が加工助剤を含むポリテトラフルオロエチレン微粉末の2以上の層102,106でプリフォーム100を充填し、充填時に各層に構造的健全性を付与するように構成された分離層110を2以上の層の間に配置し、2以上の層を押出して多層押出物を得、加工助剤を除去し、多層押出物を膨張させて多層延伸ポリテトラフルオロエチレン物品を形成する。
(もっと読む)
ステレオコンプレックス核形成剤を用いた医療機器の破壊靭性向上
破壊靭性を向上させたステント等のポリマー製埋込型機器をPLLA/PDLAブレンドから作製する方法を開示している。ブレンドを溶融加工して、結晶成長のための核形成部位であるステレオコンプレックス結晶子を形成できるようにする。溶融加工したブレンドからポリマー構造物を形成し、ポリマー構造物から機器を形成する。ステレオコンプレックス結晶子は、核形成密度の増大及び結晶サイズの縮小をもたらし、それによって、形成された機器の破壊靭性が増大される。 (もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
樹脂中空管の製造方法
【課題】従来の押出成形法で中空管を製造した場合の様々な欠点を解消するための、樹脂中空管の製造方法を提供する。
【解決手段】本発明の樹脂中空間の製造方法は、ストランド供給部、引取り部、および供給部と引取り部との間に配置した赤外線集光加熱部を有する加熱延伸装置内で、熱可塑性樹脂からなるストランドを、該熱可塑性樹脂に吸収される波長を含む赤外線を該ストランドに向けて複数方向から集光することにより、該ストランドの延伸方向の中心部の粘度が、外周部の粘度よりも低くなるように加熱しながら延伸することにより、該ストランドの延伸方向に中空部を連続的に形成する工程Yを有する樹脂中空管の製造方法。
(もっと読む)
樹脂多重管の押出成形装置
【課題】押出成形装置をコンパクトにして、その占有空間を小さくできるようにする。
【解決手段】多重管の押出成形装置は、樹脂3〜5を熱溶融させて押し出す複数のスクリュー式押出機6〜8と、これら各押出機6〜8から押し出された各樹脂3〜5を前方に向かい通過させて多重管2を成形するダイ15と、各押出機6〜8とダイ15との間に介設されて各押出機6〜8から押し出された各樹脂3〜5をそれぞれ導入する一方、これら各樹脂3〜5をダイ15に送り込むよう吐出する容積式ポンプ28〜30とを備える。各ポンプ28〜30をダイ15の左、右側面31,32、および上、下面33,34のうち、いずれか一つの面の外方近傍に集中配置する。
(もっと読む)
創傷閉鎖材料
配向をまったく有さないか、または多方向配向を有する物品が提供される。そのような物品は、フィルム、リボン、シート、および/またはテープの形態とすることができ、外科用ステープリング器具を伴ったバットレス、または縫合線のための補強手段として利用することができる。本開示の態様によれば、グリコール酸、乳酸、グリコリド、ラクチド、ジオキサノン、トリメチレンカーボネート、カプロラクトン、およびこれらの組合せからなる群から選択されるポリマー材料を得るステップと、このポリマー材料を、単一方向に配向を有さない物品に形成するステップと、この物品を回収するステップとを含む方法が提供される。 (もっと読む)
医療用チューブの押出成形用金型および押出成形方法
【課題】 軟質の熱可塑性樹脂を用いて複雑な形状の医療用チューブの成形が行える医療用チューブの押出成形用金型および押出成形方法を提供すること。
【解決手段】 軟質の熱可塑性樹脂からなり内部に軸部を挟んで流路13a,13b,13c,13dが形成された医療用チューブ10を成形するための押出成形用金型20を、金型本体21と、ランド部23を備えたピン22とで構成した。そして、金型本体21の凹部26a,27aの内周面とピン22の外周面との間に成形用材料を通過させる円筒状の後部側成形空間部を形成し、金型本体21の凹部28aの内周面とランド部23との間に医療用チューブ10を形成するための断面形状を備えた先端側成形空間部を形成した。さらに、先端側成形空間部の断面形状のうちの後部側部分の断面形状を、先端側成形空間部の先端部の断面形状と後部側成形空間部の先端部の断面形状との中間の形状にした。
(もっと読む)
押出成形された材料に単軸又は多軸方向の剛性を付与する方法及び同方法により得られる製品
材料の単数又は複数の表面に溝又は断面形状を付与することにより、材料の剛性を改質する方法が記載されている。本方法によって作られる材料、並びに鼻腔拡張器、包装材、建築用材料、及び医療装置の様な、同材料を使って作られる製品も記載されている。 (もっと読む)
1 - 20 / 28
[ Back to top ]