
Fターム[4F207AM32]の内容
プラスチック等の押出成形 (29,461) | 成形装置、成形操作のその他の特徴 (274) | 特有の成形不良の防止技術 (94)
Fターム[4F207AM32]の下位に属するFターム
バリ防止 (1)
ひけ防止 (2)
そり防止 (8)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (7)
Fターム[4F207AM32]に分類される特許
1 - 20 / 76
熱可塑性樹脂フィルムの製造方法
二次加工性に優れた二軸配向ポリエステルフィルム
【課題】 二次加工でのフィルムのたるみが少ないため、それによるトラブルが無く、安定して二次加工が可能となる。特に、フィルムとして幅広ミルロールの端縁部に相当するスリットロールあっても、コーターの条件調整などが不要となる印刷、コーティングなど二次加工性に優れた二軸配向ポリエステルフィルムを提供すること。
【解決手段】 実質的にポリエチレンテレフタレートを主成分とするポリエステル樹脂からなる逐次二軸延伸フィルムであって、該フィルムからなるロールの表層からフィルムを巻き出し、長手方向に測定した際のたるみ率が0.04%以下となることを特徴とする二軸配向ポリエステルフィルム。
たるみ率=(最大値−最小値)÷平均値×100
(もっと読む)
成形機
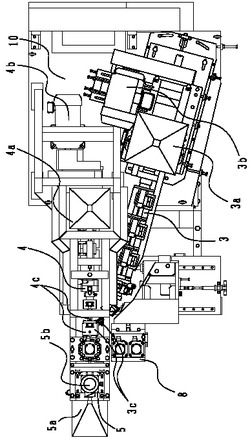
【課題】従来の成形機は、主押出機を成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を主押出機に対し併設していた。そのため副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
(もっと読む)
ポリエステル樹脂の製造方法、太陽電池用保護シート、及び太陽電池モジュール

【課題】待機運転中の真空ブレイクを防ぎ、ベントアップを抑えたポリエステル樹脂の製造方法を提供する。
【解決手段】ポリエステル原料樹脂を溶融混練し、溶融ポリエステル樹脂の押出量Q[kg/h]を、単位押出量Y[kg/hr/rpm]が下記関係式で表される領域を満たす範囲でスクリュ回転数Nを調節し、QminからQ0へ増加させて溶融押出を行なう〔Yunder=3.4×10−6×D3、Yover=6.6×10−6×D3、D:スクリュ径mm、Q0、Qmin:生産運転時又は待機運転時の押出量、a:生産運転時の押出量におけるQ/Nの下限を定める数値〕。・(Y−Yunder)/Q≦(Yover−Yunder)/Q0・(Y−a×Yunder)/(Q−Q0)≧(Yover−Yunder)/Q0
(もっと読む)
バックグラインド用研削テープの製造方法及びバックグラインド用研削テープの製造装置
【課題】金網と金属不織布とを積層構成したフィルタを使用し、フィッシュアイの原因となる溶融樹脂中のゲルを広範囲で且つ効率的に濾過精製することにより、フィッシュアイを格段に低減したバックグラインド用研削テープを製造可能なバックグラインド用研削テープの製造方法及び製造装置を提供する。
【解決手段】2つの金網を有し、2つの金網の内下流側に配置される金網は500メッシュ以上のメッシュサイズに形成された金網フィルタと、金網フィルタの下流側で金網フィルタに積層され、濾過精度が60μm以下の金属不織布から形成された金属不織布フィルタとからフィルタ5を構成する。
(もっと読む)
樹脂フィルムの製造装置および樹脂フィルム
【課題】 欠陥部分の発生を抑制し、品質を向上させることが可能な樹脂フィルムの製造装置および当該製造装置で製造された樹脂フィルムを提供する。
【解決手段】 ゴムロール3は、ロール状の鉄心31と鉄心31の表面に設けられるゴム層32とからなる。さらにゴム層32は2層からなり、鉄心31に近い側に設けられる内層32aと、内層32aの外側に設けられる外層32bとからなる。内層32aを、デュロメータ硬さがA60〜A80のHTVシリコーンゴムまたはRTVシリコーンゴムのいずれかで形成し、外層32bを、デュロメータ硬さがA70〜A80のRTVシリコーンゴムで形成する。
(もっと読む)
多層溶融合成樹脂供給装置
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
雨樋
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋を提供する。
【解決手段】合成樹脂の押出成形品よりなる雨樋である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝が、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続して形成してあると共に、前記溝のピッチが前記溝の深さ以上である。前記溝の側面と該溝間にある凸部の側面とが一傾斜面となって連続することで波状となる。
(もっと読む)
ポリフェニレンエーテル系シート及びその製造方法
【課題】耐熱性を下げることなく、耐衝撃性、及び生産性に優れた、ポリフェニレンエーテル系樹脂層を有するシート及びその製造方法を提供する。
【解決手段】下記条件(A)を満たす特定のポリフェニレンエーテル系樹脂層[(I)層]と特定の高密度ポリエチレン系樹脂層[(II)層]とを、前記(II)層が口金と接する面に存在するように共押出する、積層ポリフェニレンエーテル系シートの製造方法。条件(A):300℃で測定した高化式フローテスターの100sec-1における(I)層と(II)層の見かけ剪断粘度の比[(I)層/(II)層]が、1.0以上10.0以下の範囲である。
(もっと読む)
カートン基材の製造方法および耐水性装飾カートン
【課題】強度やコストの点でオーバースペックにならない板紙からなる基材でブロッキング現象が発生しないカートン基材の製造方法および耐水性装飾カートンの提供が求められていた。
【解決手段】紙基材の少なくとも一方の面に、低密度ポリエチレン層,高密度ポリエチレン層がこの順に積層してなる耐水紙を用意し、前記耐水紙の高密度ポリエチレン層表面に装飾画像を印刷形成し、次いで、プレスコート層となるニスを塗布形成し、印刷インキとニスを同時乾燥する工程を具備することを特徴とするカートン基材の製造方法および耐水性装飾カートンを提供する。
(もっと読む)
雨樋の製造方法
【課題】輸送時に起こる押出成形品よりなる雨樋同士の擦れ、梱包状態からの引き抜き、他の物体との接触により雨樋の表面に傷が付き難い雨樋の製造方法を提供する。
【解決手段】合成樹脂の押出成形による雨樋の製造方法である。表面の一部又は全部に押出成形方向と同方向に連続する深さ5μm〜50μmの溝1を、該表面の押出成形方向と直交する方向に50μm〜500μmのピッチで多数連続し、且つ、前記溝1のピッチが前記溝1の深さ以上となり、且つ、前記溝1の側面と該溝1間にある凸部2の側面とが一傾斜面となって連続することで波状となるように、押出成形する。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】溶融樹脂組成物をストランド状に押し出すための樹脂押出用ダイを用いて押出成形する方法において、樹脂成形品に比較的大きな目やにが異物として混入することを抑制可能な方法を提供する。
【解決手段】押し出された樹脂ストランド91の引き取り速度Vs(m/min)と、樹脂ストランド91の搬送経路における冷却媒体93中に設けられた、樹脂ストランド91をガイドするガイドローラー94A、94Bの外周面の移動速度Vr(m/min)の関係が、0.7≧Vr/Vs≧−0.2の関係を満たすように、引き取り速度Vr、移動速度Vsを決定する。
(もっと読む)
押出成形品の製造方法
【課題】充填材が高充填された熱可塑性樹脂組成物を用いて成形体を成形するに当たり、小型の押出金型を設置した押出機の最大トルクの小さい押出機を用いても、表面平滑性に優れた押出成形品を高速で得る押出成形品の製造方法を提供する。
【解決手段】充填材高充填熱可塑性樹脂組成物を、押出金型平行部の長さが、対象成形体の最大クリアランスの20倍以下であり、同圧縮部の樹脂流路の絞り角が、押出機の押出方向に対して、15度未満の小型押出金型を用いて、押出機の最大トルクの小さい小型押出機から押出した後、多段冷却器を通して引き取りを行なうことで、表面平滑性に優れた押出成形品を高速で得る押出成形品の製造方法。
(もっと読む)
型内装飾用複合材料の製造方法
【課題】型内装飾用複合材料の製造方法の提供。
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
熱可塑性樹脂フィルムの製造装置及び製造方法
【課題】フィルム製造で発生する屑フィルムを再使用すると、塗膜を要因とした物などフィルム内の異物が増え、品質不備が発生したり、頻繁なポリマーフィルターの交換が必要であった。熱可塑性樹脂フィルムの製造工程で発生する屑フィルムの再利用を、品質や生産効率を損なうことなく実現する製造設備と製造方法を提供する。これによりフィルム製造の低コスト化に貢献する。
【解決手段】(1)捕集効率95%での濾過精度が0.6〜15μmであり、(2)金属繊維不織布からなる濾過層を少なくとも1層持ち、(3)該金属繊維不織布からなる濾過層のうち最もファインな濾過層における繊維の交点数が2〜9×109の範囲に有り、(4)該金属繊維不織布からなる濾過層のうち最もファインな濾過層の厚みが200μm以上である、ポリマーフィルターを装備した設備を用いてフィルムを製造する。
(もっと読む)
フィルムの製造方法
【課題】ブロッキングし難く、およびフィルムのフィッシュアイを低減することができるフィルムの製造方法を提供する。
【解決手段】熱可塑性樹脂を環状ダイからチューブ状に溶融押出しし、チューブ状フィルム3を得、チューブ状フィルム3を安定板4により扁平状に折りたたみ、扁平状折りたたみフィルム5を得、扁平状折りたたみフィルム5の両端の折り目部をトリミングして除去し、二枚の重ねられたフィルムを得、さらに二枚の重ねられたフィルムを一枚ずつに分け、二枚のフィルムのそれぞれについて、複数の加熱ロール7,8を用いて、熱可塑性樹脂の融点より5〜30℃低い温度まで加熱することにより、加熱されたフィルムを得、加熱されたフィルムを、表面が鏡面である加熱ロール9と、表面が非鏡面である弾性ロール10とで挟圧して、挟圧されたフィルムを得、挟圧されたフィルムを冷却して、冷却されたフィルムを得、冷却されたフィルムを巻き取る。
(もっと読む)
熱可塑性樹脂の溶融押出成形用Tダイ及びエッジビード低減方法
【課題】 エッジビード現象を好適に抑制する
【解決手段】 熱可塑性樹脂の溶融押出成形用Tダイ15は、インナーディッケル13の下流側端面13aが、流路16の上流方向に曲折し始める位置をCxとし、インナーディッケル13の流路側端面13bが出口17の端部の方向に曲折し始める位置をCyとし、Cxから出口17の中心方向への延長線と、Cyから流路16の流れ方向Aへの延長線との交点をCとし、ロッド14の幅方向に垂直な流路側端面14aの上流側端部をCRとする場合、線分CCxの長さをLxとし、線分CCyの長さをLyとし、線分CxCRの長さをLRとし、線分CCx、線分CCy及び線分CxCyで囲まれる領域の面積をAとするとき、
A≦14.5(Lx+LR)―400
を満たすことを特徴とする。
(もっと読む)
フィルム又はシートの製造装置及び製造方法
【課題】ダイのリップ口への異物の付着を十分に低減し、優れた品質のフィルム又はシートを製造すること。
【解決手段】本発明の装置は、フィルム又はシートを製造するためのものであり、押出機と、ダイと、押出機とダイとを連通する流路と、流路の途中に設けられ、流路が複数の分岐路に分かれた後、複数の分岐路が再度合流する構成を有し、流路を流れる溶融樹脂の位置を変更する樹脂置換機構とを備える。上記樹脂置換機構は、ダイに向けて溶融樹脂をZ方向に移送する位置に、流路から供給される溶融樹脂をX軸方向に分離させる第1及び第2の分岐路を少なくとも有する。第1及び第2の分岐路は、上流側においてX軸方向に互いに遠ざかり、その後、互いに近づくように延びてX軸方向の位置関係が逆転し、下流側においてX軸方向に互いに近づいて合流している。
(もっと読む)
ベント孔状態検出装置及び押出機
【課題】ベントアップを早期かつ正確に検出することを可能とするベント孔状態検出装置及び押出機を提供。
【解決手段】押出機1に用いられ、シリンダー2の途中に設けられたベント孔5から混練中に発生する副生成物をシリンダー2の外部に排出するときのベント孔5内の副生成物の状態を検出するベント孔状態検出装置10であって、ベント孔5の排出口5b内に向けて赤外線を出射してベント孔5の内部又はスクリュー3までの距離を測定する第1赤外線センサ12と、ベント孔5の排出口5bに沿って赤外線を出射して排出口5bを覆う位置までの距離を測定する第2赤外線センサ13と、第1赤外線センサ12及び第2赤外線センサ13が測定した測定結果に基づいて、ベント孔5の排出口5bにおける副生成物の盛り上がり状態及びベント孔の閉塞状態を検出する状態検出手段14と、検出したベント孔5の状態を出力する状態出力手段15と、を有することを特徴とする。
(もっと読む)
熱可塑性樹脂組成物の脱気を行う方法、押出成形物の製造方法
【課題】成形体にしたときに、成形体にシルバーストリークを発生することがない熱可塑性樹脂組成物を得ることができ、かつ、押出機に備えられたベントポートから熱可塑性樹脂組成物の脱気を行ったときに、シリンダーからベントポートへ、またはベントポートの近辺へ、溶融した熱可塑性樹脂組成物が吸い込まれることを抑制することができる熱可塑性樹脂組成物の脱気を行う方法を提供する。
【解決手段】押出機に備えられたシリンダー5内を移送される熱可塑性樹脂組成物の脱気を行う方法であって、シリンダー5における、内壁面の温度を熱可塑性樹脂組成物に含まれる熱可塑性樹脂の融点未満の温度とした領域に、溶融した熱可塑性樹脂組成物を送り込む工程と、減圧することによって、上記領域に送り込んだ熱可塑性樹脂組成物の脱気を上記領域で行う工程と、を含む、方法である。
(もっと読む)
1 - 20 / 76
[ Back to top ]