
Fターム[4F207AR02]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 力 (282) | 圧力 (207)
Fターム[4F207AR02]の下位に属するFターム
樹脂圧 (27)
Fターム[4F207AR02]に分類される特許
1 - 20 / 180
熱可塑性樹脂フィルムの製造方法
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
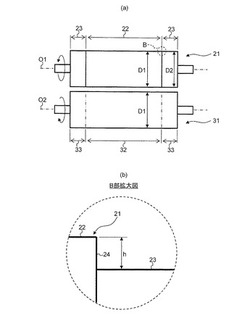
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール21、31間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、各ロール21、31のロール軸方向中央位置に設けられた中央部挟圧ロール面部22、32でフィルム状溶融物の幅方向中央部を押圧して予め設定された第1の圧力を加えると共に、各ロール21、31のロール軸方向両側位置に設けられた両端部挟圧ロール面部23、33でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
フィルム製造方法及び装置

【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール21、31間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、各ロール21、31のロール軸方向中央位置に設けられた中央部挟圧ロール面部22、32でフィルム状溶融物の幅方向中央部を押圧して予め設定された第1の圧力を加えると共に、各ロール21、31のロール軸方向両側位置に設けられた中央部挟圧ロール面部22、32よりも高弾性の両端部挟圧ロール面部23、33でフィルム状溶融物の幅方向両端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物w2を、一対のロール群20、30の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、一対のロール群20、30が有する主ロール21、31の中央部挟圧ロール面部22、32でフィルム状溶融物w2の中央部を押圧して中央部に予め設定された第1の圧力を加えると共に、補助ロール41、51の端部挟圧ロール面部42、52でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
Tダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法
【課題】シート状の樹脂成形体を製造するTダイにおいて、吐出口表面に付着した樹脂塊や樹脂膜等を十分に除去でき、また、維持管理が容易なTダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法を提供する。
【解決手段】本発明に係るTダイ吐出口の清浄装置は、Tダイ吐出口53に沿って水平方向に往復動する移動台1上に、Tダイ吐出口53から流延する樹脂を切断する切断手段20と、その切断後にTダイ吐出口53表面に付着した樹脂を拭き取る拭取手段10が載置され、前記切断手段20は、樹脂を切断するカッター25と、カッター25を上下動させる昇降手段215とを有し、前記拭取手段10は、Tダイ吐出口53にあてがわれる樹脂拭体13と、樹脂拭体13を上下動させる昇降手段135と、樹脂拭体13に付着する拭き取られた樹脂を除去するスクレーパ15とを有する。
(もっと読む)
ホース製造用マンドレル
【課題】ホース引抜性が4−メチル−1−ペンテン系樹脂製のマンドレルと同等であり、且つ安価なホース製造用マンドレルを提供すること。
【解決手段】ポリプロピレン構造を含むオレフィン系熱可塑性エラストマーを含有するホース製造用マンドレル4であり、前記オレフィン系熱可塑性エラストマーが、140℃以上の融点および20〜80J/gの融解エントロピー(ΔH)を有するホース製造用マンドレル4。
(もっと読む)
押出成形方法、および押出成形装置
【課題】押出量を絞っても、成形不良の発生や成形品の表面性を低下させることなく良好な成形品を成形することが可能な押出成形方法、および押出成形装置を提供する。
【解決手段】押出成形装置10は、回転駆動されるスクリュー21をバレル22内に配置した単軸押出機20と、単軸押出機のスクリューのフィードゾーンC1に固形の樹脂材料40を供給するフィーダー30と、単軸押出機から押し出された樹脂材料を成形品60に成形するダイ50と、を有する。フィーダーは、フィードゾーンに供給する樹脂材料の供給量を、飽食フィード時の理論樹脂押出量の4〜79%の範囲で、成形品の成形に必要な生産押出量とスクリューの回転数とから定まる量としている。また、単軸押出機は、スクリューの回転数を、コンプレッションゾーンC2およびメータリングゾーンC3において樹脂材料に作用するせん断応力を少なくとも30kPa以上に維持する回転数としている。
(もっと読む)
太陽電池封止材シートの製造方法、および、太陽電池モジュール
【課題】太陽電池封止材シートの加熱収縮を低減する方法を提供する。
【解決手段】少なくとも、以下の(a)〜(c)の3つの工程を、この順番に連続して有することを特徴とする太陽電池封止材シートの製造方法。(a)加熱により溶融した樹脂組成物をシート状に成形し、冷却することで工程シートを得る製膜工程(b)該工程シートの少なくとも一方の表面の最高温度が少なくともこの表面部分を構成する樹脂組成物の融点以上の温度となるように、22〜55秒間、再加熱するアニール処理工程(c)前記この表面部分を構成する樹脂組成物の融点より10℃低い温度からこの表面部分を構成する樹脂組成物の融点より20℃高い温度範囲内に前記工程シートの表面温度を調節した後、エンボスローラー13b’に導入し、該工程シート表面にエンボス模様を付与するエンボス加工工程
(もっと読む)
背圧調整装置付きアダプタ
【課題】押出機に接続されたアダプタ内の流路において、流体速度低下領域を減少させ、滞留樹脂に起因する劣化樹脂を軽減する構成をもつアダプタを提供する。
【解決手段】背圧調整装置付きアダプタ1107において、背圧調整装置のニードルバルブの弁棒1108に対し直交する溶解樹脂流れにおいて、滞留抑止部材1207を、直交する流れから見た弁棒1108の垂直上方及び下方の側面に弁棒1108の側面部と同様な曲面を側面部上で移動自在に当接配置させつつ、その曲面と直角に接する平面を閉塞部材からなる壁面に当接させ配置することにより、アダプタ1107内の流動をスムーズにして、溶解樹脂の滞留樹脂を減らし、それに起因する劣化樹脂を軽減する。
(もっと読む)
背圧調整装置付きアダプタ
【課題】押出機のスクリュから混練して押し出される溶解樹脂が流通する樹脂流路の途中に配設される背圧調整装置付きアダプタであって、ニードルバルブの弁棒近傍を流動する溶解樹脂の流速低下を抑えることで、溶解樹脂の流速差を無くし、溶解樹脂の流動をスムーズにし、背圧調整装置付きアダプタ内の滞留樹脂を減らし、滞留樹脂に起因する劣化樹脂を軽減する。
【解決手段】背圧調整装置付きアダプタにおいて、背圧調整装置のニードルバルブの弁棒の軸方向と直角の断面を楕円形にすることにより、アダプタ内の流動をスムーズにして、溶解樹脂の滞留樹脂を減らし、それに起因する劣化樹脂を軽減する。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】耐熱性の低下を抑制した液晶ポリエステル組成物の製造方法を提供する。
【解決手段】二軸押出機のシリンダーが、液晶ポリエステルを供給する供給部4と、供給部の下流に設けられ繊維状フィラーを除くフィラーを追加する第1追加部61と、繊維状フィラーを追加する第2追加部62と、を有し、スクリューが、第1追加部を挟んで上流側および下流側にそれぞれ混練部81,82を有しており、混練部81直近上流での樹脂温度が下記式(1)を満たし、直近下流での樹脂温度が下記式(2)を満たす。[数1]
(T1:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)[数2]
(T2:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)
(もっと読む)
シート押出成形機およびシート押出製造方法
【課題】シート製造条件の吐出が押出機の仕様範囲外である場合でも安定して押出機を運転しシート製造が可能なシート押出成形機およびシート押出製造方法を提供する。
【解決手段】シート製造条件の吐出が押出機の仕様範囲外である場合に、押出機の安定に必要なポリマー流量確保し、そのポリマー流量をシート製造に必要な分13と排出分14とに分け、吐出することで安定して押出機を運転しシート製造を可能とする。
(もっと読む)
樹脂被覆基板の製造装置および製造方法
【課題】ネックイン抑制効果と膜揺れ抑制効果に優れ、さらに、ネックインの抑制とトレードオフの関係にあるメヤニの抑制効果にも優れた樹脂被覆基板の製造装置および製造方法を提供する。
【解決手段】ダイ1の出口1aから下方に押出された溶融樹脂flを基板BPとともに下方の一対のラミネートロール3B,3C間で挟圧し、基板BPを樹脂被膜FLが被覆してなる樹脂被覆基板を製造する製造装置10であり、出口1aとラミネートロール3B,3Cの間にプレロール3Aを備え、出口1aとプレロール3Aの間の空間Kに流体fdを提供する流体チャンバー5をさらに備え、流体チャンバー5から提供された流体fdは、空間Kおよびプレロール3Aに対向する対向面に沿う流体流路をダイ1側に流れながら、空間K内に存在する溶融樹脂flがプレロール3Aの回転方向に変位して引取られようとするのを押し戻す方向に流体圧pを付与させるようになっている。
(もっと読む)
フイルム表面転写装置
【課題】フイルムの表面に特にナノオーダサイズのパターンを連続的に正確に転写する新規なフイルム表面転写装置を提供する。
【解決手段】表面にナノサイズの微細なパターンが加工されている成形ロール1と、溶融合成樹脂材料を供給投入するTダイ2と、該Tダイ直後に位置して該成形ロール1に圧接離反する方向に調整可能とした加熱ロール3と、該加熱ロール3から成形ロール1の回転方向後方に離れた位置に位置して、成形ロール1に圧接離反する方向に調整可能とした金属ロール4と、該加熱ロール3と該金属ロール4を囲むように捲回して設けた第一加熱金属ベルト6を介して、成形ロール1に押圧するゴムロール10とから構成され、Tダイ2から供給フイルムを加熱ロール3と成形ロール4のギャップで厚さ調整し、成形ロール1の回転力で移動し、ゴムロール10の押圧力により成形ロール表面の微細なパターンを合成樹脂フイルムに転写することを特徴とする。
(もっと読む)
フィルム製造装置および製造方法
【課題】ネックイン抑制効果と膜揺れ抑制効果に優れ、さらに、ネックインの抑制とトレードオフの関係にあるメヤニの抑制効果にも優れたフィルム製造装置および製造方法を提供する。
【解決手段】ダイ1の下端面1bに開設された出口1aから下方に押出された溶融樹脂flを下方の一対の冷却ロール3B,3C間で挟圧し、冷却固化してフィルムFLを製造するフィルム製造装置10であり、出口1aと冷却ロール3B,3Cの間にプレロール3Aを備え、出口1aとプレロール3Aの間の空間Kに流体fdを提供する流体チャンバー5をさらに備え、流体チャンバー5から提供された流体fdは、空間Kおよびプレロール3Aに対向する対向面に沿う流体流路をダイ1側に流れながら、空間K内に存在する溶融樹脂flがプレロール3Aの回転方向に変位して引取られようとするのを押し戻す方向に流体圧pを付与させるようになっている。
(もっと読む)
押出成形金型、押出成形装置、医療用チューブ、及び、医療用チューブの製造方法
【課題】軸断面における内層と外層の断面積比を連続的に変化する部分を含んだチューブを製造する際に用いられ、その断面積比を短期間で切り替えることができる押出成形金型を提供する。
【解決手段】押出成形金型50は、第2内層マンドレル54を内層形成樹脂の供給量の変化に応じて軸方向に移動させ、内層樹脂流路62aの流路体積を変化させるものである。
(もっと読む)
被覆線の製造装置
【課題】架橋筒で蒸気架橋されている被覆線の外径を、架橋筒内で容易に測定することが可能な被覆線の製造装置を提供する。
【解決手段】導体22上に樹脂を押出被覆して、導体22の外周に押出被覆層を被覆した押出被覆線24を形成する押出機2と、押出被覆線24が挿通され、蒸気により押出被覆層24を架橋して被覆線21を形成する架橋筒3と、架橋筒3の側面に設けられ内部が架橋筒3と連通する空洞となっている蒸気供給部13と蒸気供給部13の架橋筒3と反対側に設けられた検査窓5と検査窓5を介して架橋筒3内を挿通する押出被覆線24の外径を測定する測定器6とを有する外径測定手段4と、蒸気供給部13内を架橋筒3内の圧力よりも高い圧力の蒸気で連続的にパージする蒸気供給装置7と、を備えたものである。
(もっと読む)
粘弾性樹脂成形品の連続成形装置および連続成形方法
【課題】製造ラインの占有面積が比較的小さくて済み、製造ラインの製造能力を高める際にも、占有面積を余り大型化する必要のない粘弾性樹脂成形品の成形装置および成形方法を提供する。
【解決手段】粘弾性樹脂材料Aを所定の断面形状に押出し成形するダイス部7と、装入された粘弾性樹脂材料Aをダイス部7に向けて一定速度で送り出す定量搬送装置5と、定量搬送装置5によって送り出された粘弾性樹脂材料Aを温度調整しつつダイス部7に搬送する温調搬送部6とを備え、温調搬送部6が、内部で搬送される粘弾性樹脂材料Aを外周に配置された加熱手段14によって加熱する加熱温調部6Aと、加熱された粘弾性樹脂材料Aを放冷するべく加熱温調部6Aの下流側に配置された放冷温調部6Bとを有する構成とした。
(もっと読む)
ポリエステルフィルムの製造方法及び太陽電池部材用ポリエステルフィルム
【課題】極限粘度が高い原料樹脂を用いても、溶融押出時の熱分解と未溶融樹脂の発生を抑えつつ、高い耐加水分解性を有するポリエステルフィルムを高い生産性で製造する方法を提供する。
【解決手段】供給口12から極限粘度IVが0.7〜0.9である原料樹脂を供給し、二軸押出機出口14側の内壁がポリエステル樹脂の融点Tm(℃)以下の冷却部となるように制御しながらバレル内で加熱溶融して出口から押出した後、10〜20分の平均滞留時間を経て式(1)を満たす条件下で(Dはスクリュ径(mm)、Nはスクリュ回転数(rpm)、Qは押出量(kg/hr))フィルム状に溶融押出しを行うことにより、原料の末端COOH量AVmと溶融押出して成形されたフィルムの末端COOH量AVfとの差ΔAV=AVf−AVmが3eq/t以下のポリエステルフィルムを製造する。
6.0×10−6×D3≦Q/N≦1.1×10−5×D3 (1)
(もっと読む)
パイプ用ポリマー組成物
【課題】少なくとも9.0MPaの設計応力を有すると共に、加工性、衝撃強さ、弾性率、急激な亀裂伝播、遅い亀裂成長に対する耐性にも優れたポリマーパイプを提供する。
【解決手段】遅い亀裂成長に対する耐性のあるカーボンブラックを1〜8重量%と、92〜99重量%のバイモーダルエチレンポリマーとからなる、0.15〜0.40g/10分の範囲のMFRおよび955〜965kg/m3の範囲の密度を有する特定のポリエチレン組成物を使用する。
(もっと読む)
1 - 20 / 180
[ Back to top ]