
Fターム[4F207AR07]の内容
プラスチック等の押出成形 (29,461) | 調整制御量(制御の対象) (2,807) | 位置(←角度、開度) (220)
Fターム[4F207AR07]に分類される特許
1 - 20 / 220
弾性ローラの製造方法及びそれに用いる押出成形装置
ゴム部材の製造装置及びゴム部材の製造方法
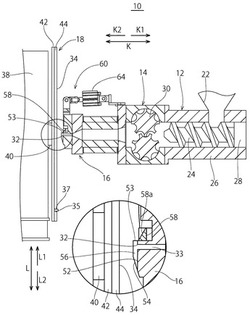
【課題】接合部が他の部分に比べて肉厚にならず、重量バランスを均一にすることができるゴム部材の製造装置とその方法を提供する。
【解決手段】コム材料を混練して送り出す押出機12と、押出機12から供給されたゴム材料を吐出する口金16と、口金16に対向する支持面34を有する支持部材18とを備え、支持面34と口金16とを相対的に移動させて支持面34上に口金16から吐出されたゴム材料を板状のゴム部材Mに成型するゴム部材の製造装置10において、口金16と支持面34との間に形成され、口金16から吐出されたゴム材料が溜まり、口金16に対する支持面34の移動方向前方L1に開口部53を有するゴム溜まり室56と、開口部53を開閉するシャッタ58とを備えることを特徴とする。
(もっと読む)
押出し複合手すり用のすべり層を前処理する方法及び装置

【課題】てすりの押出成形におけるすべり層の前処理及び供給の最適化する方法及び装置を提供する。
【解決手段】押出成形手すり用のすべり層14を前処理する方法および装置10は、すべり層供給源12と、すべり層を滞留時間の間に高温にさらす、すべり層を加熱モジュール18まで送る手段と、すべり層を押出しダイヘッド24まで送る手段とを有する。すべり層がすべり層供給源12から押出しダイヘッド24まで送られる際に、すべり層の部分を実質的に無張力のループとして維持する1つまたは複数の制御送り装置も実施され得る。加熱モジュール18から押出しダイヘッド24までの間における適切な冷却を保証するための冷却区間も含まれ得る。また、押出しダイヘッド24とすべり層14との間の熱伝達を低減する手段も設けられる。
(もっと読む)
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール21、31間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、各ロール21、31のロール軸方向中央位置に設けられた中央部挟圧ロール面部22、32でフィルム状溶融物の幅方向中央部を押圧して予め設定された第1の圧力を加えると共に、各ロール21、31のロール軸方向両側位置に設けられた中央部挟圧ロール面部22、32よりも高弾性の両端部挟圧ロール面部23、33でフィルム状溶融物の幅方向両端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物w2を、一対のロール群20、30の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、一対のロール群20、30が有する主ロール21、31の中央部挟圧ロール面部22、32でフィルム状溶融物w2の中央部を押圧して中央部に予め設定された第1の圧力を加えると共に、補助ロール41、51の端部挟圧ロール面部42、52でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
ゴム成形装置
【課題】熱入れ加工時の発熱を充分に分散して、ゴム温度を均一に保持することにより、均一な形状のゴム部材を安定的に成形することができるゴム成形装置を提供する。
【解決手段】練りゴムをオープンロール11により熱入れした後、所定形状に成形するゴム成形装置であって、オープンロール11を幅方向に、練りゴムの熱入れを行う生産側領域およびゴム替えの準備を行う準備側領域に分割する分割ガイド板12が設けられており、ゴム替えに際して前記準備側領域に投入された練りゴムの押圧力により、分割ガイド板12が生産側領域方向に移動して、準備側領域と生産側領域とが切り替えられるように構成されており、さらに、分割ガイド板の移動範囲が、下記式を満足するように構成されているゴム成形装置。0.5<L1/L≦0.9但し、L :オープンロールの全幅L1:生産側領域のロール幅。
(もっと読む)
樹脂発泡体展開補助装置
【課題】 樹脂発泡体を確実にシート状に展開することができ、樹脂発泡体自体の揺れによる幅方向端辺の幅方向での変移を抑えることができる樹脂発泡体展開補助装置の提供。
【解決手段】 連続的に円筒状に形成される樹脂発泡体が送り方向に送られるのに伴い該樹脂発泡体を周方向の一箇所で連続的に切断する切断部と、該切断部で切断されシート状に展開された樹脂発泡体の幅方向各端部側に配置されて幅方向各端辺の幅方向位置を調節する挟持ローラとを備えたシート製造装置における、前記挟持ローラと切断部との間に配置され、該切断部から挟持ローラに至る途中で樹脂発泡体にテンションを付与可能に構成されるとともに、切断された樹脂発泡体の幅方向各端部側をそれぞれ載せて案内する案内部を備え、該各案内部は幅方向外側部が順次下傾斜している樹脂発泡体展開補助装置。
(もっと読む)
ポリアミドフィルムの製造方法
【課題】エアーナイフ法における溶融押出シートのドラフト変形を乱す外乱現象を抑え、高速での生産時にも均一な冷却成形を可能にすることで、優れたフィルム品質を維持しつつ高速でポリアミドフィルムを生産できるようにする。
【解決手段】ダイ1よりシート状に溶融押出成形されたポリアミド樹脂2を冷却ロール3の表面に押出し、エアーナイフから空気流を吹き付けることにより樹脂シート5を冷却ロール3の表面に密着させるシート冷却成形方法である。溶融押出シートが冷却ロールに接する接触線7よりシート5の流れ方向に対して下流側に設けた耳押さえノズル8から空気流を吹き付け、シート5の巾方向の左右両端を冷却ロール3に押さえ付けて冷却する。
(もっと読む)
帯電電極機構
【課題】溶融樹脂の流れが乱れたとしても、溶融樹脂に巻き込まれた放電電極が冷却ロールの表面を傷つけてしまうことがない帯電電極機構を提供すること。
【解決手段】放電電極13が、ダイ4から供給される溶融樹脂の供給方向を横切る幅方向にテンションを保って一対の保持体間にかけ渡され、この放電電極13からの放電で、ダイ4から供給された溶融樹脂5を帯電させて、この溶融樹脂5を冷却ロール4に帯電密着させる機構を前提とし、上記ダイ4から供給される溶融樹脂5の少なくとも幅wの範囲で光を出力する投光部と、投光部の光を検出する光センサ18とを備え、上記投光部から出力される光は、上記放電電極よりも溶融樹脂の供給方向下流側であって放電電極に沿った上記幅方向の走行経路Lを保ち、上記放電電極13が溶融樹脂5の供給方向下流側に振れて上記光の走行経路Lを遮断したとき、光センサ18がその遮断を検出する。
(もっと読む)
樹脂フィルム製造装置、樹脂フィルムの製造方法および樹脂フィルム
【課題】 欠陥部分の発生を抑制し、品質を向上させることが可能な樹脂フィルムの製造装置を提供する。
【解決手段】 樹脂フィルム製造装置100は、ダイ2より押出されたフィルム状樹脂を、ゴムロール3の外周面とマットロール4の外周面とで挟み込むことで、フィルム状樹脂の表面形状を予め定める形状に成形して樹脂フィルムを製造する。この樹脂フィルム製造装置100は、ゴムロール3の外周面を加熱する第1加熱部8および第2加熱部9を有する加熱装置10を備える。第1加熱部8は、ゴムロール3の回転軸およびマットロール4の回転軸を含む仮想平面S0に対してダイ2が配置される側の領域において、ゴムロール3に対向して設けられる。また、第2加熱部9は、前記仮想平面S0に対してダイ2が配置される側とは反対側の領域において、ゴムロール3に対向して設けられる。
(もっと読む)
押出機およびそれを用いた溶融混練方法
【課題】粉体フィラーの搬送効率が高く、粉体フィラーの分散性が良好で、物性の良好な樹脂組成物を得る押出機を提供する。
【解決手段】押出機の最も上流に位置する第一混練ゾーン3が、以下の組み合わせのニーディングブロックa〜dを、上流から、少なくとも1個のaとbをこの順で含むユニットを少なくとも2組、a又はdを少なくとも1個、cを少なくとも1個の順で含む。混練ゾーン3の長さはバレル径の6〜15倍である。a.B/D=0.18〜0.6、α=10〜50度、L/D=0.8〜3.3、b.B/D=0.15〜0.6、α=85〜95度、L/D=0.8〜3.3、c.B/D=0.05〜0.25、α=100〜140度、L/D=0.25〜1.5、d.B/D=0.05〜0.17、α=10〜50度、L/D=0.45〜0.75。ただしB、D、α、Lは羽根の厚み、スクリュ径、隣接する2枚の羽根の間のねじれ角度、長さを示す。
(もっと読む)
押出成形装置の引取機
【課題】押出成形装置により製造される成形品の形状の変更に際して無端ベルトの交換作業を容易とし、作業効率の向上を図るとともに、無端ベルトの劣化を低減できる押出成形装置の引取機を提供する。
【解決手段】本発明は、一対の無端ベルト26A,26Bを、その直線走行面を合成樹脂成形品の搬送通路24を挟むように対向配置し、これら無端ベルト26A,26Bを駆動して前記各走行面に形成された保持面により前記成形品の一方の面とその反対側の面とを挟持して該成形品を一方向に引き取る押出成形装置の引取機1において、一対の無端ベルト26A,26Bをこれら無端ベルト26A,26Bの幅方向Wに位置をずらして複数組設置し、これら一対の無端ベルト26A,26B、27A,27Bの各組を選択的に合成樹脂成形品P1の挟持位置へ平行移動させる移動機構11を設けてなることを特徴とする。
(もっと読む)
連続混練機
【課題】 連続混練機において、材料中で伸長流れを起こすものの体積割合を高めて、材料に容易に伸長流れを付与することを可能にする。
【解決手段】本発明の連続混練機1は、2つの円通孔4、4がその内壁面12の一部同士が互いに重なり合うように内部に平行に形成されたバレル3と、それぞれの円通孔4、4の内部に挿通されると共に互いに異なる方向に回転する2軸の混練ロータ2とを備えた連続混練機1であって、混練ロータ2は、混練ロータ2の軸心回りに混練フライト10を少なくとも2条以上有しており、混練ロータ2の回転中心Rが、軸垂直方向の断面において、混練ロータ2が挿入される円通孔4の中心Pからバレル3の中央寄りまたは上方寄りに偏心していることを特徴としている。
(もっと読む)
溶融樹脂のスクリュー式押出機
【課題】ハウジングに十分の強度を確保させる一方、押出機から押し出される樹脂の状態を、樹脂形成品の形成にとって、より最適のものにできるようにする。
【解決手段】溶融樹脂のスクリュー式押出機は、シリンダ形状のハウジング11と、ハウジング11の軸心10上でハウジング11に挿入され、軸心10回りに回転R駆動させられるスクリュー13と、ハウジング11の軸方向の複数箇所に形成され、ハウジング11の内部を視認可能にする複数個の視認窓23とを備える。ハウジング11の軸方向の一端部側内に投入された樹脂2をハウジング11内で熱溶融させると共にスクリュー13の回転Rによりハウジング11の他端部から樹脂成形機5に向けて押し出すようにする。ハウジング11の軸方向で互いに隣り合う二つの視認窓23(A),23(B)のうち、一方の視認窓23(A)と他方の視認窓23(B)とをハウジング11の周方向で互いに偏位させる。
(もっと読む)
回転引き取り式押し出し成形方法およびその成形方法を可能とする押出成形装置およびその成形方法で製作したチューブ管壁に螺旋状の独立管腔を設けたチューブ体
【課題】 大径のメインのチューブに対して小径のチューブを螺旋状に設けた形状のチューブを一体として一度の押し出し成形で製作する。
【解決手段】 押出ダイからチューブ管を押し出す押出機120と、押し出されたチューブ管を受け入れて冷却する冷却装置130と、冷却されたチューブ管を所定速度で引き取る引取機140と、チューブ管を所定長さのチューブ体に切断する切断装置150を備えた構造において、引取機140がチューブ管200に対して引取方向の力に加え、チューブ管200に対する回転トルクを与え、チューブ管200を回転させながら引き取る。押出ダイ122が大径のチューブに対応する口金部分と沿うように設けられた小径のチューブに対応する口金部分とを備えている。引取機140の回転体のうち少なくとも1つの回転方向が引取方向に対して傾いており、チューブ管200に対して引き取り方向の力に加えて回転方向の力も与える。
(もっと読む)
未延伸ポリエステルシートの製造方法、太陽電池用保護シート、及び太陽電池モジュール
【課題】製造過程での冷却ムラを抑えて結晶化を防ぎ、耐加水分解性に優れ、長期耐久性を具えた未延伸ポリエステルシートの製造方法を提供する。
【解決手段】ポリエステル樹脂を押出ダイからシート状に溶融押出を行い、押出されたポリエステル樹脂がキャスティングドラム12に到達するまでの間にポリエステル樹脂に振動を与えた後、キャスティングドラム12に密着させることで冷却しシート状に成形する工程と、キャスティングドラム12の曲面に沿って二次元配置された複数の噴霧ノズルから霧状の水を、噴霧ノズルを挟むように配設された少なくとも2つの整流ノズルから霧状の水を挟み込むようにエアをあてて整流すると共にキャスティングドラム12に密着されたポリエステル樹脂に対して噴霧し、ポリエステル樹脂を冷却する工程とを有する。
(もっと読む)
背圧調整装置付きアダプタ
【課題】押出機のスクリュから混練して押し出される溶解樹脂が流通する樹脂流路の途中に配設される背圧調整装置付きアダプタであって、ニードルバルブの弁棒近傍を流動する溶解樹脂の流速低下を抑えることで、溶解樹脂の流速差を無くし、溶解樹脂の流動をスムーズにし、背圧調整装置付きアダプタ内の滞留樹脂を減らし、滞留樹脂に起因する劣化樹脂を軽減する。
【解決手段】背圧調整装置付きアダプタにおいて、背圧調整装置のニードルバルブの弁棒の軸方向と直角の断面を楕円形にすることにより、アダプタ内の流動をスムーズにして、溶解樹脂の滞留樹脂を減らし、それに起因する劣化樹脂を軽減する。
(もっと読む)
シート状ゴム成形装置及び方法
【課題】金型構成を複雑化させることなく、かつ、成形時間も短縮化可能なシート状ゴム成形装置を提供する。
【解決手段】ダイヘッド3からシート状のゴムを押し出して、所定の幅および高さを有するタイヤ構成部材を成形するシート状ゴム成形装置Aであって、所定断面形状の開口部32を有するダイボディ30と、ダイボディ30の前方側に配置され、開口部32の高さ寸法を変更可能な可変ダイリップ31と、を備え、可変ダイリップ31は、高さ方向の一方に位置する第1可動体310と、他方に位置する第2可動体311とにより構成され、ダイヘッド制御部60は、成形開始時に第1・第2可動体310,311を閉じた状態から、第1可動体310を開方向へ駆動し、所定の高さに到達した後、第1・第2可動体310,311の位置を保持し、成形終了時に第2可動体311を閉方向へ駆動するように、可変ダイリップ31を制御する。
(もっと読む)
グラスランの断面形状評価方法
【課題】グラスランにおける断面形状の各部の寸法の評価をインラインにて定量的に行える断面形状評価方法を提供する。
【解決手段】押出成形後に所定長さに裁断された断面略チャンネル状のグラスラン1の切断面をCCDカメラ28で撮像し、断面形状の良否を画像解析装置33により評価する。撮像する工程のほか、側壁部とリップのそれぞれの長さと側壁部に対するリップ先端までの距離を計測してその良否判定を行う工程と、底壁部の幅寸法を計測してその良否判定を行う工程と、各側壁部と底壁部との相対位置関係として底壁部と各側壁部とのなす角度を計測してその良否判定を行う工程と、を含んでいる。
(もっと読む)
フイルム表面転写装置
【課題】フイルムの表面に特にナノオーダサイズのパターンを連続的に正確に転写する新規なフイルム表面転写装置を提供する。
【解決手段】表面にナノサイズの微細なパターンが加工されている成形ロール1と、溶融合成樹脂材料を供給投入するTダイ2と、該Tダイ直後に位置して該成形ロール1に圧接離反する方向に調整可能とした加熱ロール3と、該加熱ロール3から成形ロール1の回転方向後方に離れた位置に位置して、成形ロール1に圧接離反する方向に調整可能とした金属ロール4と、該加熱ロール3と該金属ロール4を囲むように捲回して設けた第一加熱金属ベルト6を介して、成形ロール1に押圧するゴムロール10とから構成され、Tダイ2から供給フイルムを加熱ロール3と成形ロール4のギャップで厚さ調整し、成形ロール1の回転力で移動し、ゴムロール10の押圧力により成形ロール表面の微細なパターンを合成樹脂フイルムに転写することを特徴とする。
(もっと読む)
1 - 20 / 220
[ Back to top ]