
Fターム[4F207KA01]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (6,098) | 主成形材料を溶融させて押出すもの (3,123)
Fターム[4F207KA01]に分類される特許
3,121 - 3,123 / 3,123
熱可塑性高分子シート及びその製造方法
【課題】 厚み精度に優れ、ダイラインがなく、シートの反りが少ない熱可塑性高分子シートを得る。
【解決手段】 熱可塑性高分子をTダイ又はコートハンガーダイよりシート状に溶融押し出しし、該溶融シートの表側と裏側との表面温度差を15℃以内に保持しつつ移動させ、ついで該溶融シートを冷却工程に付して固化し熱可塑性高分子シートを製造する。このシートは、ガラス転移点150℃以上の熱可塑性高分子からなり、シート厚み150〜1000μm、シートの面内厚み公差(Rmax)20μm以下、シート表面の粗さ0.1μm以下であり、かつシートの平面リタデーション20nm以下である。
(もっと読む)
繊維強化熱可塑性樹脂押出成形体の製造方法
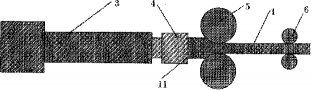
【課題】ガラス繊維を含有するにもかかわらず高強度で軽い繊維強化熱可塑性樹脂押出成形体を製造する。
【解決手段】繊維強化熱可塑性樹脂材料からなる押出し成形体の少なくとも一部に空隙を形成し、該空隙が該繊維強化熱可塑性樹脂からなる部分の5〜90容量%である繊維強化熱可塑性樹脂押出成形体の製造方法において、(a)該繊維強化熱可塑性樹脂を溶融混練する工程、(b)該溶融混練された繊維強化熱可塑性樹脂を所定の最終成形体の断面積よりも大きくなるように押出す工程、(c)押出された該繊維強化熱可塑性樹脂を最終成形体形状になるまで圧縮する工程、(d)圧縮された該繊維強化熱可塑性樹脂を冷却する工程を含む繊維強化熱可塑性樹脂押出成形体の製造方法。
(もっと読む)
熱変位式自動Tダイの制御方法

【課題】 温度制御ループと厚さフィードバック制御ループとからなる熱変位式自動Tダイのカスケード制御方法において、温度制御ループを過去のヒータ制御出力値とこれに基づく周囲への放熱温度とから、ダイボルトの温度すなわちヒータ制御出力値を予測する仮想温度制御ループとして構成し、簡便かつ適正にプラスチックシート等のプロファイル制御を行うことができる熱変位式自動Tダイの制御方法を提供する。
【解決手段】 成形品の厚さデータをプロファイル処理して目標プロファイルを修正して適正なリップ間隙を得るダイボルトの温度設定および変更を行う演算処理を行う厚さフィードバック制御ループに対し、ダイボルトに取付けたヒータの制御出力値とこれに基づく周囲への放熱温度とから適正なダイボルトの温度となるヒータ制御出力値を予測演算する仮想温度制御ループを設けるとともに、その仮想温度制御ループに任意の連続したダイボルトグループ区分毎に設けたダイボルト温度出力を補正演算して出力した後、カスケード制御する。
(もっと読む)
3,121 - 3,123 / 3,123
[ Back to top ]