
Fターム[4F207KB11]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (1,090) | 予め形成された挿入物等との一体化形成 (495)
Fターム[4F207KB11]の下位に属するFターム
表面材との一体化(←押出しコート) (177)
芯材被覆(←電線被覆) (247)
複数の挿入物等の一体化(←不連続芯材) (17)
Fターム[4F207KB11]に分類される特許
1 - 20 / 54
ゴムロール製造機およびゴムロールの製造方法
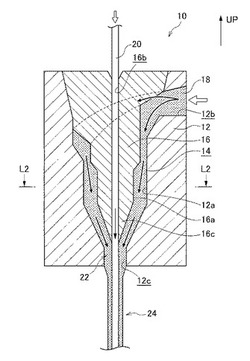
【課題】ゴムロールの肉厚ムラを抑制するようにしたゴムロール製造機を提供する。
【解決手段】円筒状を呈する外側ダイ12と、外側ダイ12との間に環状を呈する環状流路14が形成されるように外側ダイ12の内側に配置され、環状流路14を形成する部分において外側ダイ12の内周面12aよりもゴム材18に対する摩擦係数が大きい外周面16aを有し、さらに導電性軸体20を挿通させるための挿通孔16bが中心部に形成される内側ダイ16と、環状流路14から流れてくるゴム材18を挿通孔16bから出てくる導電性軸体20に接触させ、ゴム材18および導電性軸体20を一体化して外部に排出するための排出部22と、を有するように構成する。
(もっと読む)
積層体製造装置

【課題】凹凸模様を形成するロールの設備コストが低減でき、凹凸模様を形成するロールの交換が容易で、短時間で交換可能な積層体製造装置を提供する。
【解決手段】基材1が通過する方向にバックアップロール10とニップロール11とチルロール12がこの順に配置され、押出機を経てTダイ13より溶融した熱可塑性樹脂を垂下させて形成した樹脂膜2と基材1とをバックアップロール10とニップロール11との間乃至はニップロール11とチルロール12との間に通過させて積層体を製造する装置であって、前記バックアップロール10の外周面に凹凸模様10aが形成され、且つ、前記バックアップロール10の直径が前記チルロール12の直径より小さく着脱可能に設けられていることを特徴とする積層体製造装置である。
(もっと読む)
発泡同軸ケーブル及びその製造方法
【課題】中心導体の偏芯や高周波伝送時の損失を低減し、且つインピーダンス不整合を防止できる発泡同軸ケーブルを提供する。
【解決手段】中心導体2の外周に発泡層3を設けた発泡同軸ケーブル1において、発泡層内部及び外表面の周方向及び長手方向に、引き伸ばされた気泡5を等間隔に形成した発泡同軸ケーブルである。また、中心導体の外周に発泡押出機で発泡層を被覆した後、これをサイジングダイに通して前記発泡層を冷却する発泡同軸ケーブルの製造方法において、前記サイジングダイの周方向に等間隔に水路を設けて前記サイジングダイの周方向に冷却速度分布を与え、前記サイジングダイを通して前記発泡層を冷却し、前記発泡層の外表面の周方向に、引き伸ばされた気泡を等間隔に形成する発泡同軸ケーブルの製造方法である。
(もっと読む)
自動車用オープニングシール及びその製造方法
【課題】特にコーナー部に組付けた状態で中空シール部に発生する伸縮状態を大きく軽減させることのできる自動車用オープニングシール及びその製造方法を提供する。
【解決手段】自動車用オープニングシール10に埋設されたワイヤー芯材20の車外側の非熱溶融糸221を、略U字形状に折り曲げられたワイヤー本体21の車外側肩口21aを形成する折り曲げ開始位置21cから、中空シール部12の内方側の付け根12aにおけるドア内周側の点51を垂下した位置52までの範囲R1に配置し、車内側の非熱溶融糸222を、ワイヤー本体21の車内側肩口21bを形成する折り曲げ開始位置21eから、爪部13の付け根における車内側側壁11bの開放端部側の点53をワイヤー本体21に対して垂下した位置54までの範囲F1に配置した。
(もっと読む)
型内装飾用複合材料の製造方法
【課題】型内装飾用複合材料の製造方法の提供。
【解決手段】複合材料を提供するのに用いられ、該複合材料は生物材料層(1)及び該生物材料層(1)の表面に付着した保護層(4)で構成される型内装飾用複合材料の製造方法において、該生物材料層(1)を所定の運行経路上で輸送する該生物材料層(1)の提供工程と、熱溶状態の保護層(4)を熱押出して熱押出した保護層(4)を該生物材料層(1)の運行経路上で該生物材料層(1)と接触させる熱押出工程と、熱押出された保護層(4)を冷却して該生物材料層(1)に付着させて該複合材料を形成する冷却工程と、を包含する。これにより、保護層(4)を熱溶状態で生物材料層(1)と接合でき、並びに生物材料層(1)に冷却付着させ、該複合材料を形成し、両者の間の気泡の発生を減らす。
(もっと読む)
インサート、その製造方法及びそのインサートを有する長尺成形品の製造方法
【課題】単位長さ当たりの重量が軽く、短冊部に確実に分離可能なインサートとその製造方法、そのインサートを使用した長尺成形品を提供する。
【解決手段】インサート30は、多数の短冊部31と、圧延と引張により形成された連結部を備えた梯子状の形状である。短冊部31の間にはスリットを形成し、スリットは、長手方向における幅の広い第1スリット34と、第1スリット34よりも幅の狭い第2スリット35が交互に形成される。連結部は、幅方向における幅の狭い第1連結部32と、第1連結部よりも幅方向の幅の広い第2連結部33とが交互に形成される。短冊部31と、第1スリット34と、第2スリット35の長手方向における幅の比は、100:(65〜104):(24〜53)であり、第1連結部32と第2連結部33の幅方向における幅の比は、20:(28〜33)で形成されたインサートである。
(もっと読む)
採光断熱材の製造装置及び製造方法
【課題】直線状の樹脂製スペーサを確実に形成することができ、高い良品率で製造可能な採光断熱材の製造装置及び製造方法を提供する。
【解決手段】製造装置1は、相互に平行に形成されている複数の樹脂製スペーサ2bを介して積層された複数の透光性シート2aを備える採光断熱材2の製造装置である。製造装置1は、透光性シート2aを供給するシート供給機構31と、透光性シート2aが固定されるテーブル10と、透光性シート2aに対して溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、除電機構39とを備えている。除電機構39は、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電する機構である。
(もっと読む)
シート構造体の製造装置及び製造方法
【課題】美観性に優れたシート構造体を容易に製造し得るシート構造体の製造方法を提供する。
【解決手段】製造装置1は、シート2a上に溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、樹脂製スペーサ2bが形成されたシート2a上に別のシート2aを積層する積層機構31と、温度差低減機構45とを備えている。温度差低減機構45は、吐出機構33から吐出された溶融樹脂33cがシート2aに接触する前に、シート2aの加熱及び溶融樹脂33cの冷却のうちの少なくとも一方を行うことにより溶融樹脂33cと溶融樹脂33cが吐出されるシート2aとの間の温度差を低減する機構である。
(もっと読む)
樹脂被覆鋼管の製造方法および製造装置
【課題】鋼管の溶接余盛部におけるPE被膜の低下を抑制して、鋼管の溶接余盛部においても所定の膜厚を有するPE被覆鋼管を製造コストの上昇を抑制しながら製造する。
【解決手段】溶接余盛部6を有する第1の鋼管P1、および、溶接余盛部7を有し、第1の鋼管P1に続く第2の鋼管P2を、軸方向へ送りながら、第1の鋼管P1および第2の鋼管P2の外面にPEシート8を供給することによってPE被覆鋼管を製造する際に、(a)第2の鋼管P2へのPEシート8の供給が開始される時から、第1の鋼管P1へのPEシート8の供給が終了する時までの期間を少なくとも含む第1の期間には、第1の鋼管P1および第2の鋼管P2の周速度を制御し、(b)第1の期間を除いた第1の鋼管P1のみまたは第2の鋼管P2のみにPEシート8が供給される第2の期間には、第1の鋼管P1または第2の鋼管P2に供給されるPEシート8の張力を制御する。
(もっと読む)
共押出フィルムおよび複合材料の製造方法
【課題】ロール上に巻き付けて貯蔵することができ、容易に取り扱うことができ、かつ多くの用途で用いることができる、弾性層を備える共押出フィルムを提示すること。
【解決手段】本発明は、内部の層の境目(1)で、一方としての支持フィルム(3)と、他方としての熱可塑性エラストマーから成る単層の弾性フィルム(2)または熱可塑性エラストマーから成る層(2’)を備えた伸長可能なフィルム(7)とに分離することができる共押出フィルムに関する。支持フィルム(3)は、内部の層の境目(1)に剥離層(4)を備える。内部の層の境目(1)で互いに接しているフィルム層の極性を異なるように調整することによって剥離可能性が達成され、このために剥離層(4)は、非弾性の極性ポリマーから形成される。複合材料の製造方法も本発明の対象である。
(もっと読む)
流動性材料を塗布する方法
【課題】製造物の部品に溶融流動性材料を塗布する方法を開示する。
【解決手段】本件に開示される方法および装置は、適切な流動性材料の作成,流動性材料が塗布される方法に対する制御,流動性材料の塗布前の製品処理などに関する。さらに、本装置および方法は、自動車,航空宇宙および海洋輸送手段における表面と部品とに流動性材料を塗布するのに特に適する。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の押出成形後の冷却に伴う長手方向の収縮によりモール本体部12の長さが装飾カバー部11の長さよりも短くなることで、装飾カバー部11の端末に装飾カバー部11の内部空間内にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
複合押出成形品及びその製造方法
【課題】装飾カバー部とモール本体部とを一体化したベルトモールディングの湾曲や反りを防止しながら端末に加工や処理を容易に施すことができるようにする。
【解決手段】ベルトモールディング10は、モール本体部12の外面形状のうちの装飾カバー部11の内面に対向する部分が装飾カバー部11の内面形状の相似的縮小形に形成されて、装飾カバー部11の内部空間内にモール本体部12の一部が非接着状態で嵌め込まれていて、装飾カバー部11とモール本体部12がそれぞれ相手部材に対して長手方向には移動が許容されて長手方向と交差する方向には移動が阻止されている。更に、モール本体部12の長手方向の一方の端末を所定の長さだけ切断してモール本体部12の長さを装飾カバー部11の長さよりも短くすることで、装飾カバー部11の端末にモール本体部12が存在しない端末段差部が形成されている。
(もっと読む)
自動車部材及びその製造方法
【課題】接合強度に優れ、接着力のバラツキを小さくすることができ、使用環境に長時間曝されても界面剥離を生じることのない自動車部材及びその製造方法を提供すること。
【解決手段】金属芯材2と、金属芯材2上に形成された接着剤層3と、接着剤層3を介して金属芯材2に積層されたポリオレフィン樹脂組成物層4とからなる。接着剤層3は、無水マレイン酸で変性したポリプロピレン樹脂を70〜99質量%と、スチレン−イソプレン−ブタジエンブロック共重合体及び/又はスチレン−αオレフィン共重合体を1〜30質量%とを混合してなる。接着剤層3の厚みは0.1〜10μmである。ポリオレフィン樹脂組成物層4は、TPO(熱可塑性ポリオレフィン)または、結晶性PP(結晶性ポリプロピレン)からなることが好ましい。
(もっと読む)
熱可塑性樹脂組成物とゴム組成物の積層ホース
【課題】熱可塑性樹脂組成物とジエン系ゴム組成物との接着に溶剤系接着剤を使用しないで製造される熱可塑性樹脂組成物とジエン系ゴム組成物との積層ホースを提供する。
【解決手段】熱可塑性樹脂組成物(a)からなる樹脂層2と液状ポリマー組成物(b)からなる接着層3とジエン系ゴム組成物(c)からなるゴム層4とが、ならびに所望により補強層5および被覆層6が、この順に積層してなる積層ホースであって、該液状ポリマー組成物(b)が該熱可塑性樹脂組成物(a)中の熱可塑性樹脂が有する官能基(A)と親和性または反応性を有する官能基(B)を有し、かつ、ブタジエン単位中の1,2−結合単位含量が25mol%以上である変性液状ポリブタジエンを30質量%以上含有し、ならびに該液状ポリマー組成物(b)および/または該ジエン系ゴム組成物(c)が架橋剤を含む、ことを特徴とする積層ホース。
(もっと読む)
押出装置
【課題】考えられるスレッド破損の場合に、補強材供給装置の再装填の可能性が強化されるように、スレッドの破損の場合さえ管理改善を可能にする、押出性化合物または材料、特に天然または人工ゴム材料を運ぶための押出機スクリュー70及び、ノズル12の方向に補強材を供給する補強材供給装置60を更に含む押出装置10を得る。
【解決手段】補強材供給装置60によって、押出性材料と補強材が押出装置10から放出される。この装置において、ノズル12は互いに置換または移動可能である2つのノズル金型を含む。
(もっと読む)
異形押出成形品
【課題】 表面に柾目模様が付された異形押出成形品を提供することを課題とする。
【解決手段】溶融温度170〜200℃のアクリロニトリル−スチレン−アクリル酸共重合樹脂(以下、ASA樹脂という)ペレット100質量部に対し、溶融温度200〜230℃のアクリロニトリル−ブタジエン−スチレン共重合樹脂(以下、ABS樹脂という)ペレット1.5〜3.5質量部を混合したペレット混合物を、温度180〜200℃で押出成型して得られる異形押出成形品である。ここで、ABS樹脂ペレットの粒子径は、1.5〜3.5mmであることが好ましく、ASA樹脂ペレットが、その100質量部に対して無機顔料を1.0〜6.0質量部含有したものであることが好ましい。
(もっと読む)
芯材の製造方法及びトリム材の製造方法並びに芯材
【課題】トリム材に埋設される芯材に補強用変形部を効率良く形成できるようにすると共に、補強用変形部による芯材の剛性を十分に確保できるようにする。
【解決手段】スリッタローラ30で帯状金属板28の幅方向に延びるスリットを長手方向に所定間隔で形成して芯材片部を形成するスリット形成工程を実行した後、圧延ローラ31で帯状金属板28のうちのスリットが形成されていない部分を圧延してスリットを長手方向に拡大して空間部を形成する圧延工程を実行して、芯材片部と空間部とを有する一次芯材14Aを形成する。この後、変形部形成ローラ33で一次芯材14Aの幅方向に延びる補強用の凸状変形部と凹状変形部を長手方向に交互に繰り返し形成する変形部形成工程を実行する。この際、凸状変形部と凹状変形部を一次芯材14Aの長手方向に沿う断面が連続的にS字状(空間部を介して連続するS字状)になるように形成する。
(もっと読む)
多層ポリマー物品およびその製造方法
ポリマー物品は、第1の層およびこの第1の層と直接接触する第2の層を含み得る。第1の層は、低表面エネルギーポリマーを含み得、少なくとも5%の接触指数を有し得る。第2の層は、エラストマーを含み得る。  (もっと読む)
(もっと読む)
複合構造用接着剤の押出し成形
【課題】労働コスト、プロセス時間を削減し、充填材を取り付ける前に予め製造する必要をなくすことが可能な接着充填材を成形する方法が必要である。
【解決手段】充填材を押し出すことによってプロセス時間と労働コストを削減する、充填材を製造する方法及び装置が提供されている。構造充填材は、流動性の充填材の材料を押出し、押出された充填材を複合構造部材の一つの上にセットし、複合部材を作製することによって、少なくとも第1及び第2複合部材の間の隙間に取り付けられる。
(もっと読む)
1 - 20 / 54
[ Back to top ]