
Fターム[4F207KB21]の内容
プラスチック等の押出成形 (29,461) | 押出成形の区分 (1,090) | 多種材料物品の成形 (595)
Fターム[4F207KB21]の下位に属するFターム
多層化成形(←多層物品押出し) (554)
多色(異色)物品の製造 (32)
Fターム[4F207KB21]に分類される特許
1 - 9 / 9
空気入りタイヤの製造方法及び製造装置

【課題】空気入りタイヤのサイドウォール部の装飾又は文字情報表示や、トレッド部のトレッドウエアインジケータとして用いられるカラーゴム材の色の汚染を、タイヤ重量の増加を抑制して効果的に防止することのできる空気入りタイヤの製造方法を提供する。
【解決手段】本発明の空気入りタイヤの製造方法は、カーボンブラックによる黒色のゴム材とは異なる色を有するカラーゴム材1aとこのカラーゴム材1aを被覆する被覆ゴム材1bとを含む2種類以上のゴム材よりなる複合ゴム材1を形成する工程を含む。
(もっと読む)
静電気防止粘着積層体

【課題】 ブリードアウトがなく、被着体への汚染を防ぐことができ、かつ、湿度に依存せずに安定し、持続性のある静電気防止性能を付与した静電気防止粘着積層体を得ること。
【解決手段】 基材層及び静電気防止粘着層からなる静電気防止粘着積層体において、静電気防止粘着積層体が、多層共押出成形法で製造され、静電気防止粘着層が、メタロセン触媒の存在下で製造された密度が0.91g/cm3以下のエチレン−α−オレフィン共重合体42〜89質量%と、スチレン系熱可塑性エラストマー1〜8質量%及びポリエーテル系帯電防止剤10〜50質量%からなる静電気防止粘着積層体とする。
(もっと読む)
押出成形用金型と押出成形方法
【課題】樹脂積層体を構成する樹脂間の界面形状を大きく歪めることなく、また端部の樹脂層の幅を連続的に変更可能であり、異物等の混入の問題が少ない、リサイクル性や利便性に富んだ樹脂膜の押出成形を実施するための金型及び押出成形方法を提供する。
【解決手段】樹脂導入部31,32を金型10の同一端部側に設け、各樹脂導入部から供給される樹脂がマニホールド部12内で前記端部側からリップ開口部14側まで連続して流れ、各樹脂が樹脂の流れ方向に直交する方向に、樹脂毎の領域が形成されることを特徴とする押出成形用金型により、樹脂積層体を構成する樹脂間の界面形状を大きく歪めることなく、また端部の樹脂層の幅を連続的に変更可能であり、異物等の混入の問題が少ない、リサイクル性や利便性に富んだ樹脂フィルム又は樹脂シートの押出成形を提供する。
(もっと読む)
グラスランおよびその製造方法
【課題】断面略チャンネル状のベース部の材料として比較的安価な熱可塑性樹脂を用いてコストダウンを図りつつ、ドアサッシュ部への組付作業性を改善したグラスランを提供する。
【解決手段】断面略チャンネル状のベース部4をポリプロピレンの発泡体によって形成する一方、そのベース部4から突設されたシールリップ5をオレフィン系熱可塑性エラストマーによって形成する。このように、ベース部4の材料として比較的安価なポリプロピレンを採用しつつも、そのポリプロピレンを発泡体とすることで湾曲容易性を具備させてドアサッシュ部への組付作業性を向上させる。
(もっと読む)
ポリ乳酸を含んでなる重合体状組成物並びにそれらの製造および使用方法
生分解性重合体を含んでなる第一成分、並びにポリオレフィンおよび反応性改質剤を含んでなる第二成分を含んでなる多成分製品。第一および第二フィルム層を共押し出しすることを含んでなる多層フィルムの製造方法であって、ここで第一層がポリ乳酸を含んでなりそして第二層がポリオレフィンおよびエポキシ−官能化されたポリオレフィンを含んでなる方法。芯成分および鞘成分を共押し出しすることを含んでなる多成分繊維の製造方法であって、ここで芯成分がポリオレフィンおよびエポキシ−官能化されたポリオレフィンを含んでなりそして鞘成分がポリ乳酸を含んでなる方法。 (もっと読む)
押出しストリップ
本発明は、特に自動車のための、塗装された押出しストリップに関する。当該押出しストリップは、塗装された可視面を有する本体(12)と、当該本体(12)上に押出し成形された少なくとも一つのシール体(14)と、を有し、前記少なくとも一つのシール体(14)上に、当該シール体(14)の少なくとも一つのシール面をカバーするとともに、塗装後に剥がせる保護フィルム(44)が押出し成形されている。 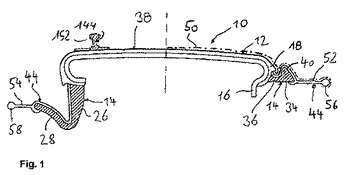 (もっと読む)
(もっと読む)
ラケット糸押出成型方法とその製品
【課題】ラケット糸押出成型方法とその製品の提供。
【解決手段】本発明は一種のラケット糸押出成型方法とその製品に関わるものである。一つの機械において、押出と捩り加工を順番に行うことにより、2種以上材質の若干数の芯線を押し出した後、軸心方向に絡めながら捩り加工し、1本の完全な線体を該機械において完成する。前記の生産方法より得られた製品の断面は、2種以上材質より構成し、若干数の芯線を有する。各該芯線はもう1種の材質によって内部に覆い、1本の完全な線体を形成する。前記の生産工程により、一つの機械において、押出と捩り加工を1回加工でラケット糸体を成型するため、生産工程に化学酸洗加工プロセスが不要となり、環境保護の要求に合致し、生産フローを確実に簡素化でき、材料と生産設備投資及び生産コストを軽減できる。
(もっと読む)
複合押出機の押出制御方法
【課題】 運転開始時に少ないスクラップ量で単位重量が一定で所定幅も確保した高品質のトップトレッドを効率良く押出成形できる複合押出機の押出制御方法を供する。
【解決手段】 複数本の押出機により搬送される互いに異なる未加硫ゴムを共通のヘッドに集合し同ヘッド15に取り付けられた1つの口金16から押し出してトップトレッドTを成形する複合押出機10の押出制御方法において、トップトレッドTの一構成部材であるベースゴム1に使用されるベースゴム押出機11を定常の押出運転の直前に所定時間定常運転より高速運転させる複合押出機の押出制御方法。
(もっと読む)
ソケット付き二重壁管を連続的に製造する方法と、二重壁管と、その方法を実施し、その二重壁管を製造するための装置
二重壁管(10)は、内側管(39’)と外側管(37’)を備えて成る。外側管(37’)は、凸部(38)と溝(40)とを有して、波型をつけられる。二重壁管(10)は、さらに、ソケット(41)を設けられる。二重壁管の方を向く移行部(61)とソケット(41)とにおいて、少なくとも一つのオーバーフロー経路(59)が設備され、当該経路は、移行部(61)と隣接する凸部(38)との付近で、外側管(37’)と内側管(39’)との間の間隔と相互に接続される。 (もっと読む)
1 - 9 / 9
[ Back to top ]