
Fターム[4F207KJ05]の内容
プラスチック等の押出成形 (29,461) | 予備成形品等の供給 (111) | 挿入物等の供給 (66)
Fターム[4F207KJ05]に分類される特許
1 - 20 / 66
ゴムロール製造装置およびゴムロール製造方法
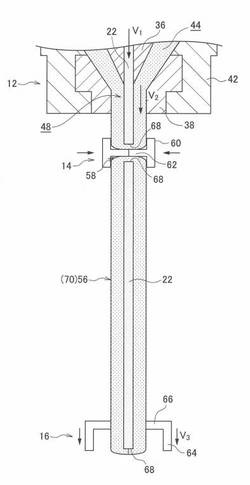
【課題】ゴムロールの端部における未加硫のゴム材の変形を抑制するようにしたゴムロール製造装置を提供する。
【解決手段】円筒状に押し出される未加硫のゴム材の中心部に間隔をおいて順次芯金22を送り込み、ゴム材で芯金22の外周面が被覆されたゴムロール部56と、ゴム材で芯金22の間が中空とされた中空部58とを交互に排出する排出機12と、排出機12から排出された中空部58のゴム材により芯金22の端面68の少なくとも周縁部が覆われるように、中空部58のゴム材を内方に押圧する押圧機14とを備えるように構成する。
(もっと読む)
押出し複合手すり用のすべり層を前処理する方法及び装置

【課題】てすりの押出成形におけるすべり層の前処理及び供給の最適化する方法及び装置を提供する。
【解決手段】押出成形手すり用のすべり層14を前処理する方法および装置10は、すべり層供給源12と、すべり層を滞留時間の間に高温にさらす、すべり層を加熱モジュール18まで送る手段と、すべり層を押出しダイヘッド24まで送る手段とを有する。すべり層がすべり層供給源12から押出しダイヘッド24まで送られる際に、すべり層の部分を実質的に無張力のループとして維持する1つまたは複数の制御送り装置も実施され得る。加熱モジュール18から押出しダイヘッド24までの間における適切な冷却を保証するための冷却区間も含まれ得る。また、押出しダイヘッド24とすべり層14との間の熱伝達を低減する手段も設けられる。
(もっと読む)
可撓性ホース及びその製造方法
【課題】 接続相手部材との接続を容易かつ確実なものとできるような軟質接続部を有するような可撓性ホースを提供する。そのようなホースを高品質で効率的に製造する。
【解決手段】 可撓性ホース壁11と、螺旋状補強体12とを有する可撓性ホース1において、可撓性ホースのホース端部を除いたホース中央部分aにおいては、螺旋状補強体12aがホース壁11からホース外側に突出するよう、第1の断面形状に設けられる一方で、可撓性ホースの少なくとも一方のホース端部bにおいては、螺旋状補強体12bが第2の断面形状に設けられる。第2の断面形状は、第1の断面形状と比べホース半径方向の高さが低く、かつ、螺旋状補強体のホース内周側部分がホース壁と接合される部分の形状が、第1の断面形状と第2の断面形状で実質的に同じとされて、第2の断面形状が、実質的に第1の断面形状からホース外周側の部分を除去した形状とされている。
(もっと読む)
ゴムローラの押出し成形機
【課題】芯金周囲のゴム材料にバリが生じたとしても、安定してゴムコーラの成形を行うことのできるゴムローラの押出し成形機を提供する。
【解決手段】ゴムローラの押出し成形機100は、芯金1を連続してクロスヘッド3に送り込むとともに、溶融状態のゴム材料2をクロスヘッド送り込み、ゴム形成体7をクロスヘッド3の出口3aから押し出す。押出し成形機3には、ゴム形成体7の外径を測定する外径測定器10と、各芯金1の端部が、外径測定装置10を通過する端部通過期間を測定する芯金位置計算器13と、が設けられている。また、芯金1とゴム材料2との少なくとも一方のクロスヘッド3への送り込み速度の制御を行う制御系は、フィードバック制御を、端部通過期間以外の期間に行う第1のモードと、該第1のモードとは異なる第2のモードと、により行う。端部通過期間以外の期間に端部通過期間に行う第1のモードによる制御を行う。
(もっと読む)
同軸ケーブル
【課題】スリーブの挿入性向上を図るとともに冷熱衝撃による減衰量の低下防止を図ることが可能な同軸ケーブルを提供する。
【解決手段】同軸ケーブル1は、内部導体2を被覆する内部絶縁体3と、この内部絶縁体3を覆う金属箔付きフィルム4との間に、これらを融着により略密着状態にする部分を形成してなる。融着により略密着状態にする部分は、内部絶縁体3の軟化点よりも高い温度で押し出されるシース6の熱10を内部絶縁体3に伝えることにより形成される。具体的に、同軸ケーブル1は、シース6の押出成形に係る熱10が内部絶縁体3に伝わると、内部絶縁体3と金属箔付きフィルム4の樹脂フィルム部9との間に融着部7が形成される。
(もっと読む)
積層シート及びその製造方法
【課題】 本発明は、人の手によって容易に切断することができ且つ切断面にフラットヤーンクロスを構成しているフラットヤーンの切断端部が殆ど突出することがない積層シートを提供する。
【解決手段】 本発明の積層シートAは、ポリエチレン系樹脂を含むフラットヤーン1aを並設してなる第一フラットヤーン列1Aと、上記第一フラットヤーン列1Aのフラットヤーン1aに交差するようにポリエチレン系樹脂を含むフラットヤーンを並設してなる第二フラットヤーン列1Bとを含み、フラットヤーン1a、1bとの交差部を一体化することにより形成されたフラットヤーンクロス1と、このフラットヤーンクロス1の両面に積層一体化されたポリエチレン系樹脂を含む表面層とからなり、第一フラットヤーン列1Aを構成しているフラットヤーン1aが熱劣化により人手によって破断可能に形成されていることを特徴とする。
(もっと読む)
押出方法及びこれを適用した発泡絶縁体押出方法
【課題】内部導体がクロスヘッド心金の中心に対して偏芯することを防止する押出方法を提供する。
【解決手段】内部導体の外周に内部層が形成された被覆電線を、クロスヘッド心金を有するクロスヘッドに送り、クロスヘッドで被覆電線の外周に外部層用材料を押出被覆して外部層を形成する押出方法において、被覆電線の外周に外部層用材料を押出被覆する際、被覆電線の径とクロスヘッド心金の径を同じくなるように押し出し、クロスヘッド心金の内周部に内部層の材料である内部層用材料を滞留させ、内部導体をクロスヘッド心金の中心に固定する方法である。
(もっと読む)
クロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくする効果を高めることが可能なクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と供給口50とが形成された外ダイ22と、外ダイ穴57に設置されたマンドレル21と、を有し、マンドレル21が、マニホールド部と、先端部とを有し、マニホールド部21aが、供給口50に対向した入口と、入口から流入したゴム組成物が流出する2つの出口と、を有する一対の溝と、下面に形成された半円状の溝65とを有し、先端部の外周面と外ダイ穴の内周面との隙間に第1の環状流路60と、第1の環状流路60よりも断面積が小さい第2の環状流路62と、をさらに有する。
(もっと読む)
車両用ウエストモールディングおよびその製造方法
【課題】 取付け時のばらつきや、取付け時の外力などによって、緩衝リップが捲くれたり、巻き込まれることがなく、緩衝および隙間の隠蔽などの緩衝リップの機能を十分発揮でき、優れた外観を有する車両用ウエストモールディングおよび製造方法を提供する。
【解決手段】 モールディング本体11の外壁部11cの下端部から、ドアパネル2に弾接するように突出する緩衝リップ16として、組付時にドアパネル2に弾接するように、外壁部の下端部から突出するシールリップ部16aの先端部から係止リップ部16bが伸び、その先端に形成された係止部16cが、外壁部11cの下端部に形成された折返し部11eに係止された状態で、折返し部11eとシールリップ部16aおよび係止リップ部16bとの間に中空部8が形成される車両用ウエストモールディング1。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法
【課題】外周に突起が形成された樹脂被覆線材の樹脂の使用量を抑える。
【解決手段】本発明の樹脂被覆装置1は、上流側から下流側へ向かって走行する金属線材の全周囲に対して溶融された樹脂を金属線材の長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で樹脂の被覆層が形成された樹脂被覆線材の周囲の一部に対して樹脂を長手方向に沿って断続する複数の樹脂突起6を形成する突起形成手段7と、金属線材を走行させる走行状態と金属線材の走行を一時的に停止した停止状態とで切り換え自在に金属線材を引き取る引取手段とを備えており、被覆手段4は引取手段が停止状態にある際に溶融した樹脂を突起形成手段に供給可能とされ、突起形成手段7は引取手段が停止状態である際に被覆手段4から溶融した樹脂が供給されて樹脂突起を形成する金型を有しているとともに引取手段が走行状態である際に樹脂突起を金型外へ取出可能とする金型開閉部を有している。
(もっと読む)
成形品の製造方法
【課題】成形工程のみで複数の成形品表面特性を担持させることのできる製造方法を提供する。
【解決手段】コア層の少なくとも一部に、少なくとも一層のスキン層を有する成形品の成形方法であって、前記コア層用の合成樹脂のビカット軟化点以上の温度で、コア層を成形すると共に該コア層と二種以上の固体シートを積層する工程を有する成形品の製造方法。
(もっと読む)
弾性ローラの製造方法
【課題】芯金の下端面の加工の状態によらず、芯金の下端面をより確実に支持することにより、高精度な弾性ローラを低コストで得る方法を提供すること。
【解決手段】押出機に連結されたクロスヘッドに連続的に複数の芯金を供給し、各芯金を鉛直下方に搬送しつつ、各芯金の周囲を原料ゴム組成物で被覆する工程を有する弾性ローラの製造方法であって、該工程は該クロスヘッドから押出されてきた芯金の下端面を芯金支持部材の支持面にて支持しつつ、その芯金を鉛直下方に搬送する工程を含み、
該芯金支持部材の支持面は、該芯金の搬送方向に対して傾斜自在に構成され、該芯金支持部材は、該クロスヘッドから押出されてきた芯金下端面が該芯金支持部材の支持面に対して傾斜しているときに該芯金下端面と該芯金支持部材の支持面とが面で接触した状態にてその芯金を支持可能であることを特徴とする弾性ローラの製造方法。
(もっと読む)
押出被覆装置
【課題】引取機の入口側に出口側の張力変動が伝搬しないように制御された押出被覆装置と押出被覆方法を提供する。
【解決手段】線条体の外周に押出成形機12により押出被覆を施し、被覆後の線条体11を引取機13で引取り、次いで巻取機16で被覆後の線条体を巻取る押出被覆装置10と方法であって、引取機13の入口側張力をT1、引取機13の出口側張力をT2とし、引取機以降の外乱による急激に生じる外乱張力をα、引取機13に負荷する補助張力をβとしたとき、T1+β > T2+αとなるように、引取機に前記の補助張力用の張力負荷装置17が設置される。なお、張力負荷装置17は、引取機13の回転駆動を抑制するブレーキで形成することができる。
(もっと読む)
電線の製造方法
【課題】効率良く、高品質な電線を製造することが可能な電線の製造方法を提供する。
【解決手段】本発明の電線の製造方法は、設定長に至るまでの残余長の線材の被覆に要する量の樹脂が押出機に供給されたことを検知して押出機への樹脂の供給を停止する材料供給停止処理(ステップS02)と、押出機への樹脂の供給停止後に、線材の線速を定常線速よりも低くかつ下限線速以上の低線速として線材に樹脂を被覆する下限線速被覆運転へ移行させる線速切り替え処理(ステップS03)と、押出機への樹脂の供給停止後に、押出機からの樹脂の押出流量に応じて電線の外径制御の応答速度を速くする外径制御応答変更処理(ステップS04)と、電線が設定長押し出された時点で外径制御を停止する外径制御停止処理(ステップS07)と、を含む。
(もっと読む)
発泡電線用押出機
【課題】シリンダ内の発泡性ガスの停滞を抑制すると共にシリンダ内の押出材料の樹脂圧を適正に保ち、これにより発泡性ガス注入ノズルからの発泡性ガスの注入を適正且つ容易に行うことができる発泡電線用押出機を提供する。
【解決手段】ペレット状の押出材料5を混練すると共にシリンダ1の先端部に向けて移送し、その移送過程でシリンダ1内に発泡性ガス11を注入して、材料5と発泡性ガス11とを混練し、これにより形成されたペースト状の材料5をシリンダ1の先端部のクロスヘッド12に導き、クロスヘッド12を通して走行する芯線13上に材料5を押出被覆する発泡電線用押出機であって、発泡性ガス11の注入位置と押出機のクロスヘッド12間の異物除去用ブレーカープレート14の使用を廃止し、且つ、発泡性ガス11の注入位置と押出機のクロスヘッド12の芯線走行位置間の移送距離をブレーカープレート14を使用した場合よりも短くする。
(もっと読む)
積層成形体の製造方法
【課題】金型と芯材の接触面積を小さくして、連続押出成形の安定性を容易にコントロールすることが可能にする積層成形体の製造方法を提供する。
【解決手段】金型12を型締めして形成された芯材通路10に熱可塑性樹脂シートの芯材1を一方向Tに送りながら、金型12に形成された供給口7から芯材1の一面1aに熱可塑性樹脂2を供給して積層させることにより積層成形体3を製造する方法において、芯材通路10を形成し、芯材1の他面1bが接触して芯材1を滑動させる金型12の滑動面11aを凹凸状にする。
(もっと読む)
熱可塑性フィルムで包装された高粘着性製品の連続ストリップを製造する方法及び装置
基材をコーティングするための方法および装置
ニップル及び光ファイバケーブル製造方法
【課題】外周が丸形状で、シースと押さえテープ間に隙間がないCスロット型光ファイバケーブルを製造することができ、Cスロット型光ファイバケーブルの押出成型時にCスロットコアの回転を抑制することができるニップルを提供する。
【解決手段】Cスロットコア22に設けられた1つのスロット21に光ファイバ心線30を収納し、スロット21に光ファイバ心線30を収納するために開口された開口部21a周辺の厚さが、開口部21aと対向する側であるCスロットコア22の底部21b周辺の厚さよりも厚くなるように、Cスロットコア22の外周にシース26を被覆させる押出工程における押出機を構成するニップル10において、押出工程における押し出される側の断面形状が、開口部21a周辺に該当する箇所は平面部10aであり、開口部21a周辺以外に該当する箇所は湾曲部10bであるニップル。
(もっと読む)
採光断熱材の製造装置及び製造方法
【課題】直線状の樹脂製スペーサを確実に形成することができ、高い良品率で製造可能な採光断熱材の製造装置及び製造方法を提供する。
【解決手段】製造装置1は、相互に平行に形成されている複数の樹脂製スペーサ2bを介して積層された複数の透光性シート2aを備える採光断熱材2の製造装置である。製造装置1は、透光性シート2aを供給するシート供給機構31と、透光性シート2aが固定されるテーブル10と、透光性シート2aに対して溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、除電機構39とを備えている。除電機構39は、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電する機構である。
(もっと読む)
1 - 20 / 66
[ Back to top ]