
Fターム[4F207KK52]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 押出された材料の熱的処理 (1,176) | 押出された材料の冷却 (1,156)
Fターム[4F207KK52]の下位に属するFターム
サイジングダイ等を使用しないもの (112)
冷却面等を有する部材を使用するもの (1,013)
Fターム[4F207KK52]に分類される特許
1 - 20 / 31
ガラス板の保護シート、及び、ガラス板の保護シートの製造方法
【課題】ガラス板への異物の付着を抑制させ得るガラス板の保護シートを提供すること。
【解決手段】ガラス板を衝撃から保護するためのクッション層がポリスチレン系樹脂発泡体で形成されているガラス板の保護シートであって、前記クッション層は、ポリスチレン系樹脂と高分子型帯電防止剤とを含有する樹脂組成物がシート状に押出発泡されて形成されており、前記高分子型帯電防止剤として前記ポリスチレン系樹脂に対して非相溶性を示す高分子型帯電防止剤が用いられ、前記ポリスチレン系樹脂発泡体の気泡膜中には前記高分子型帯電防止剤が粒子状に分散していることを特徴とするガラス板の保護シートなどを提供する。
(もっと読む)
ゴムシート冷却装置

【課題】急冷液槽を不要とし、ゴムシートに付着した冷却液を除去するためのエアブロワを設ける必要がないようにしたゴムシート冷却装置を提供する。
【解決手段】ゴムシート12を押し出す押出機14から押し出されたゴムシート12の下面を支持しつつ回転駆動することでゴムシート12を搬送する複数のローラ34と、複数のローラ34の内の少なくとも1個のローラを内部から冷却する冷却手段(導入管56、導出管58)と、を設ける。
(もっと読む)
網状パイプ材の製造装置および製造方法
【課題】 押出成形機による単位時間当たりのダイからの押出吐出量が一定であっても、パイプ材の胴部に均一な網状部分を高精度に成形することができ、かつ、一つのパイプ材に異なる形状および間隔の矩形開口部を有する複雑なものも簡単に成形することができる網状パイプ材の製造装置および製造方法を提供すること。
【解決手段】 押出成形機1と;金型移動機構2と;引取機構3と;制御コンピュータ4とを具備して構成し、この制御コンピュータ4にはメニュー手段41を備えており、パイプ材の網状部分における矩形開口部Aの形状および間隔についての、異なるパターンに対応する各成形条件を定義した成形条件情報(M1・M2…)からなる成形条件データベースMを記憶して、この成形条件データベースMの中から異なる成形条件を複数組み合わせることによって、異なる矩形開口部Aの形状および間隔を有する網状パイプを成形可能にする。
(もっと読む)
溶融樹脂の処理方法及び処理装置
【課題】紙製または樹脂製または金属製のコア(巻き芯)を使用せずにそのまま廃棄等が可能な溶融樹脂の処理を行う処理方法及び処理装置に関する。
【解決手段】押出加工装置から排出された溶融樹脂を樹脂受けで受けて硬化させることにより巻き芯部分を形成する巻き芯部分形成工程と、形成された巻き芯部分を両端でクランプシャフトにより両端を把持する巻き芯部分固定工程と、形成された巻き芯部分から樹脂受けを外す樹脂受け離脱工程と、固定された巻き芯部分を回転しながら押出加工装置から排出される溶融樹脂を巻き付けることを特徴とする巻き付け工程と、巻き付け終えた溶融樹脂をクランプシャフトから開放する開放工程とからなることを特徴とする溶融樹脂の処理方法及び処理装置を提供する。
(もっと読む)
シームレスベルトの成形金型および製造方法
【課題】樹脂合流部におけるウエルドラインの発生を十分に抑制するシームレスベルトの成形金型および製造方法を提供すること。
【解決手段】内側マンドレル21、外側マンドレル31、および該内側マンドレルと外側マンドレルとの隙間に溶融樹脂を注入するための樹脂注入口41を備え、内側マンドレルが外周面に、樹脂注入口から注入された溶融樹脂を内側マンドレルと外側マンドレルとの隙間において周方向に拡散させるコートハンガー型樹脂流路51を有し、コートハンガー型樹脂流路51が、内側マンドレル21の軸を中心としたとき樹脂注入口41とは略反対側の位置方向Sのところで、該流路内の樹脂の流れをせき止めるための流れ止め部52を有し、該流れ止め部52の周方向長さt1が内側マンドレルの外周長Lに対して0.050〜0.400%であるシームレスベルトの成形金型、および該金型を用いるシームレスベルトの製造方法。
(もっと読む)
データ解析装置、それを用いた製造装置、データ解析方法、そのコンピュータ・プログラムおよびそのプログラムを記録した記録媒体
【課題】早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能なデータ解析装置を提供すること。
【解決手段】第1要因分析部22は、第1マハラノビス距離計算部21によって計算されたマハラノビスの距離MD1の増加要因となる評価特性データを要因分析によって特定する。第2要因分析部24は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2の増加要因となる製造パラメータデータを要因分析によって特定する。そして、製造パラメータ項目調整部25は、第2マハラノビス計算部23によって計算されたマハラノビスの距離MD2が減少するように、第2要因分析部24によって特定された製造パラメータ項目を調整する。したがって、早期に製品の最終特性を安定化させることができ、不良品の製造を未然に防止することが可能となる。
(もっと読む)
制御された冷却によりリサイクルされたPETを含む組成物を製造する方法
本発明は固体フィラーと熱可塑性バインダとを含む複合材料から造形品を製造する方法に関し、前記方法は以下の順々に続く工程:(a)固体フィラーと熱可塑性バインダとを混錬デバイスに供給する工程と;(b)固体フィラーと熱可塑性バインダとを混錬デバイスにおいて混合させ、複合材料を得るために、固体フィラーと熱可塑性バインダとの混合物にかける圧力が約100kPaないし約1500kPaの範囲にある工程と;(c)工程(b)で得られた複合材料を成形して造形品にする工程と;(d)工程(c)で得られた造形品を冷却する工程であって、造形品を少なくとも約5℃/分ないし約120℃/分の冷却速度で冷却する工程とを含む。造形品は好ましくはスラブであり、これは押出成形およびまたは射出成形技術により床、キッチン作業面、キッチントップ、バスルーム、内装材および外装材ならびに他の二次元形状の装飾において非常に好適に使用できる。 (もっと読む)
プラスチック基礎製品
【課題】簡易な構成を持ちその性質を使用しやすいプラスチック基礎製品とその製造方法を提供する。
【解決手段】所定の断面が互いに境界面で接する少なくとも第一領域P1と第二領域P2とを含む複数の領域に区分され、前記第一領域P1が熱可塑性樹脂組成物製の第一素材ででき、前記第二領域P2が熱可塑性樹脂をひとつの主要成分とする常温でゼリー状の第二素材ででき、前記第一素材と前記第二素材とが前記第一領域と前記第二領域との前記境界面Wで結合している。
(もっと読む)
燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、およびその製造のための方法
この発明は、燻煙および空気乾燥が可能な単層または多層のチューブ状食品包装フィルム、特に燻煙および/または空気乾燥されたソーセージもしくは肉製品用のソーセージケーシングであって、このポリマーベースの食品フィルムは、(共)押出フィルムブロー成形工場で、ブローヘッドのノズルに供給されトリプルバブルプロセスで二軸延伸で(共)押出されたプラスチックにより、均質の溶融プラスチック材料から製造され、均質の溶融プラスチック材料は、PETまたはさまざまなPETの混合物と、PVOHおよび/またはPEBAとでできたプラスチック混合物から作られる。この方法はさらに、食品フィルムの製造のための方法に関する。 (もっと読む)
合成樹脂製擬竹及びその生産方法
【課題】 断面円形にして長手方向所定間隔に竹節状微小隆起部を配置して擬竹としての剛性と胴縁への長手方向両端部に対する釘打ちによって割れやクラックの発生がなく且つ合成樹脂使用量を適正化した擬竹を提供する。
【解決手段】 熱可塑性合成樹脂製擬竹Aにあって、その単位長さ当りの標準重量を、擬竹Aの外径寸法との対比で、この外径寸法をミリメートル単位で表示したとき、その数値に対して4.4±0.5倍のグラム単位の数値による重量とし、合成樹脂使用量を該重量に設定して押出成形を行うようにする。外径寸法に応じて該倍率を順次漸増し又は段階的に増加することによって、擬竹Aの剛性と耐衝撃性を確保して、釘打ちによる割れやクラックを可及的確実に防止し且つ合成樹脂使用量を適正化した高品質の擬竹Aとすることができる。
(もっと読む)
樹脂シート製造方法、スタンディングバッグ製造方法、インフレーション成形用ダイ及びスタンディングバッグ
【課題】本発明は、医療用輸液バッグ等の用途に適した自立型のスタンディングバッグに関し、密閉型の菌・塵埃混入の恐れを解消することを目的とする。
【解決手段】ダイ10は同芯二重のリング状吐出口を備えており、二重のリング状吐出口から溶融樹脂が空気圧下で押し出され、外側及び内側の筒状フィルムFa, Fbがインフレーション成形される。インフレーション成形された筒状フィルムFa, Fbは外側及び内側が冷却水により冷却され、シート状に圧潰しつつロールRとして巻き取られる。ロールRからのシートSは真ん中で二つ割りにされ、筒状フィルムFa, Fbは切断線にそって両側に開かれ、二つ割りにされた各々が切断縁にそって筒状フィルムFa, Fb対向面が溶着され、バッグのボトムとなる部位が成形され、シートの長手方向でバッグ幅の間隔毎にサイドシールの二倍幅でシート幅方向に溶着され、二倍幅の中間での裁断により個々のバッグとする。
(もっと読む)
光学フィルムの製造方法、光学フィルム、偏光板および液晶表示装置
【課題】タッチロールからの熱可塑性樹脂フィルムの剥離性を向上させ、横段ムラの無い光学フィルムの製造方法及び該製造方法で製造した光学フィルムを提供することである。
【解決手段】熱可塑性樹脂を含む溶融物を流延ダイから回転支持体の表面にフィルム状に押し出す流延工程と、流延工程で押し出されたフィルム状の溶融物を、回転支持体と挟圧回転体との挟圧部で挟圧する挟圧工程とを備えた光学フィルムの製造方法において、挟圧部の挟圧回転体の回転方向下流側から、挟圧部側に冷却風を当てることを特徴とする。
(もっと読む)
ポリ乳酸樹脂組成物
【目的】 実質的に可塑剤レスでも、所要の柔軟性および透明性を達成することが容易なポリ乳酸樹脂組成物を提供すること。
【構成】 原料樹脂が、実質的に、1)ポリ乳酸と、2)ハードセグメントがアクリル酸エステル単位(例えば、アクリル酸nブチル)を主体とし、ソフトセグメントがメタクリル酸エステル単位(例えば、メタクリル酸メチル)を主体とする、ブロック共重合体であるアクリル系熱可塑性エラストマー(アクリル系TPE)とからなる。樹脂成形品の所要物性に応じて前記ポリ乳酸とアクリル系TPEとの混合比を設定する。
(もっと読む)
固形燃料製造装置、固形燃料の製造方法
【課題】樹脂とバイオマス材料を原料とする固形燃料を製造する技術を提案する。
【解決手段】固形燃料製造装置は、スクリュー12を備えた本体10と、ダイス20とを備える。ダイス20は、貫通孔22の穿たれたダイス板21と、貫通孔22と同径の孔を持ち貫通孔22と同軸でダイス板21に取付けられた細管23とを備える。本体10に投入された樹脂とバイオマス材料を含む原料は、スクリュー12によりダイス20に向けて送られる。ダイス20に到達したとき、原料中の樹脂は溶融している。原料は、貫通孔22から細管23の孔に押し込まれる。原料中の樹脂は、細管23の中で冷えて硬化する。細管23の先端から押出された原料は切断機構30で切断され、ペレット状の固形燃料となる。
(もっと読む)
押出成形チューブの製造方法及びその装置
【課題】押出成形機から押出されたチューブを効率よく冷却することのできる小型の冷却
機を備えた押出成形チューブの製造装置を提供する。
【解決手段】冷却機20の冷却槽22内に第1〜第3のローラ23A〜23Cを設け、か
つ、上流側の第1のローラ23Aと下流側の第3のローラ23Cの水面からの深さを同じ
とし、その中間にある第2のローラ23Bを上記第1及び第3のローラ23A,23Cよ
りも下側に配置して、押出成形機10から押出されるチューブ1を各ローラ23A〜23
Cの上,下を交互に通して屈曲させながら冷却するとともに、上記上流側の第1のローラ
23Aをチューブ1を当該冷却槽22に導入するチューブ導入口22cから所定距離L以
上離れた位置に配置して、屈曲開始までの一定区間を直進させて、チューブ1が固化温度
である80℃以下に冷却された後に屈曲させるようにした。
(もっと読む)
押出機のための位置合わせ可能な冷却プラグ
パイプの製造のための成形装置は、再循環成形ブロックに対する押出ヘッドのミスアライメントを補正するために、押出ヘッドに調整可能に固定された冷却プラグを有利に使用する。これによって、成形パイプの壁の厚み変動を補正するための成形装置を調整するための簡略な調整がもたらされる。この装置を、既存の位置合わせシステムと組み合わせて使用することができる。 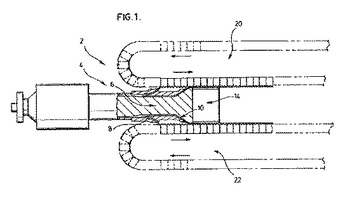 (もっと読む)
(もっと読む)
アクリル系樹脂フィルムおよびその製造方法
【課題】フィルムの取扱い性が良く、表面硬度が高く、且つ、表面欠点がほとんどない高い表面平滑性を有する、アクリル系樹脂フィルムを提供する。
【解決手段】重量平均分子量が40000以上のメタクリル系樹脂〔A〕と、数平均重合度が200〜4000のポリビニルアルコール樹脂を(共)アセタール化して得られたアセタール化度が55〜83mol%のポリビニルアセタール樹脂〔B〕とを、質量比(〔A〕/〔B〕)99/1〜51/49で溶融混練して、前記メタクリル系樹脂(A)単独でのガラス転移温度TgAと前記ポリビニルアセタール樹脂(B)単独でのガラス転移温度TgBとの間にメタクリル系樹脂(A)に起因するガラス転移温度TgAPを有する樹脂組成物を得、該樹脂組成物をTダイから溶融状態で押し出し、その両面を鏡面ロール表面または鏡面ベルト表面に接触させて、アクリル系樹脂フィルムを得る。
(もっと読む)
可塑化混合物とその硬化方法
可塑化セラミックス成形用混合物及びこの混合物の硬化方法であり、この混合物は、無機粉末と、少なくとも1種の可塑化有機バインダーと、放射線硬化性モノマーと光開始剤と、水とからなり、硬化方法は、押し出し成形された混合物の表面に、押し出しに引き続いて電磁エネルギーを印加することによってその表面を硬化させるものである。  (もっと読む)
(もっと読む)
生分解性樹脂製管状成形体
【課題】生分解性を必要とするパイプや管継ぎ手などの管状成形体であって、生分解性を維持するとともに、耐衝撃性と、パイプ同士、又はパイプと管継ぎ手との接着性をも十分に確保した管状成形体を得る。
【解決手段】D−乳酸からなる構成単位とL−乳酸からなる構成単位とで構成され、D−乳酸からなる構成単位が占める割合が5質量%以下又は95質量%以上で、結晶性が高い乳酸重合体を主成分とする樹脂組成物を含有する特定の一つの成形用材料のみを成形し、両外表面部の結晶化を抑制するように冷却することで相対結晶化度が比較的低い部分を外表面部に有し、結晶化度が比較的高い部分を管壁内部に有する、厚みが1mm以上15mm以下の生分解性樹脂製管状成形体を製造する。
(もっと読む)
押出機−ギアポンプ−組合せ体
【課題】ラッピング技術等に利用される、押出機またはギアポンプの“詰まり”を解消する押出機−ギアポンプ−組合せ体を提供する。
【解決手段】押出機および/またはギアポンプ10が冷却装置50の一部として冷却通路18を備え、冷却通路18内の冷媒の温度を高いほうの温度から低い方の温度に切換えることができる冷却装置50の切換装置を備えることを特徴とするギアポンプが接続された押出機を有する押出機−ギアポンプ−組合せ体とする。
(もっと読む)
1 - 20 / 31
[ Back to top ]