
Fターム[4F207KK54]の内容
プラスチック等の押出成形 (29,461) | 押出成形の操作 (2,209) | 押出された材料の熱的処理 (1,176) | 押出された材料の冷却 (1,156) | サイジングダイ等を使用しないもの (112) | 液状冷媒中に浸漬するもの (44)
Fターム[4F207KK54]に分類される特許
1 - 20 / 44
樹脂押出用ダイ
【課題】目ヤニの発生の少ない樹脂押出用ダイを提供する。
【解決手段】押出機から供給される溶融樹脂をストランド状に押し出すための樹脂押出用ダイであって、
ダイの先端に突出して設けられた溶融樹脂吐出ノズルと、
吐出ノズルの先端部の周囲に間隙を形成して覆うように設けられ、その間隙から気体を噴出する気体噴出装置とからなり、
溶融樹脂吐出ノズルは略筒状の外形をなし、吐出ノズルの樹脂吐出孔はノズル先端に向かって拡径する逆テーパー状の拡径開孔とされていることを特徴とする樹脂押出用ダイによる。
(もっと読む)
細径脱気チューブ及びその製造方法

【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、引張強度が高く、かつ、生産性の高い速度で連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂と、連続状の抗張力体からなり、該抗張力体を被覆した内環状部と、該内環状部から放射状に延設された複数のリブ部と、該複数のリブ部を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下の細径脱気チューブである。
(もっと読む)
細径脱気チューブ及びその製造方法
【課題】真空減圧による脱気効率が高く、極端な偏平化による被脱気液体の閉塞や、キンクの発生がなく、連続的に製造可能な構成の細径脱気チューブを提供すること。
【解決手段】フッ素樹脂、ポリオレフィン樹脂、ポリイミド樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリスチレン樹脂、及び塩化ビニル樹脂から選択される1種の熱可塑性樹脂からなり、前記熱可塑性樹脂が充実した芯部と、該芯部から放射状に延設された複数のリブ部と、該複数のリブ部の外端間を連結する外環状部と、を備え、該リブ部によって分割され長手方向に連続した複数の中空部(通液部)が形成され、長手方向に直交する断面が略円形、又は略多角形状であって、外環状部の見なし外径平均値が5mm以下である、ことを特徴とする細径脱気チューブ。
(もっと読む)
ゴム部材の冷却装置
【課題】水槽の長さを長くすることなく、押出機から押し出されたゴム部材を効率よく冷却することのできるゴム部材の冷却装置を提供する。
【解決手段】ゴム部材20を冷却する水槽11中に設けられてゴム部材20を搬送する水槽内コンベヤ12を、上昇部12aと下降部12bとが交互に配置されて上下方向に蛇行する搬送路を有するベルトコンベヤとするとともに、搬送路の凸部であるプーリー122,124近傍ではゴム部材20の上面20aが水面上にありかつ下面20bが水面下にあり、凹部であるプーリー123近傍ではゴム部材20の上面20aが水面下にあるように、プーリー121〜125を配置して、水槽内コンベヤ12の搬送路を長くした。
(もっと読む)
ロッドの製造方法
【課題】直径及び直線性の点で寸法精度が高いロッド、とりわけそのような円形ロッドの製造を可能にすること。
【解決手段】最外層を形成し、かつ少なくとも50質量%が部分結晶性の熱可塑性樹脂から成る第一のプラスチック成形材料から、プラスチック異形材を押出成形する工程、キャリブレーターの内部で、押出成形されたばかりの異形材を、第二のプラスチック成形材料で充填する工程、及び新たに形成されたロッドをサイジングし、引き取り、冷却する工程を有する、ロッドの製造方法において、前記第一のプラスチック成形材料が、クリスタリット融点Tmが少なくとも170℃であり、結晶化温度Tkが、Tmを最大70K下回り、かつ溶融エンタルピーΔHが、少なくとも20J/gであるという特性値を有することを特徴とする、前記製造方法。
【効果】本発明によるロッドはとりわけ、完成部材の切削製造用半製品として適している。
(もっと読む)
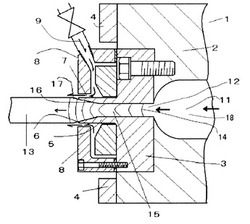
同軸ケーブル用中空コア体の製造装置
【課題】 単一の成形ダイスで中空コア体を製造すること。
【解決手段】製造装置は、成形ダイス20と冷却装置とを備え、冷却装置は、風例筒42と水冷却装置46とを有している。成形ダイス20は、フランジと先端凸部とを有し、凸部には、内部導体の挿通用中心孔が設けられている。中心孔の外周には、内環状孔が設置され、内環状孔の外周から、当角度間隔で外方に向けて放射状に延びる直線状孔が設けられている。直線状孔の外端間には、これらを連結する外環状孔が設けられている。このようなダイス20を用い、中心孔内に内部導体を挿通させながら、内,外環状孔、直線状孔から溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却装置で冷却固化させると、中空コア体が得られる。
(もっと読む)
押出成形用乾燥装置
【課題】パルプ及び澱粉を主成分とし水分を含む成形材料を押出成形して良質な成形品を得ることができる押出成形用乾燥装置を提供すること。
【解決手段】パルプ及び澱粉を主成分とし水分を含む成形材料を、金型1を通過させて押出成形する際に用いる押出成形用乾燥装置であって、前記金型1の成形材料導出口2の近傍に設けられ、前記成形材料導出口2から導出された前記成形材料が通過する流路3を有し、また、この流路3を加熱する加熱部4が設けられ、更に、前記流路3には下流側程拡開する拡開部5が設けられている押出成形用乾燥装置。
(もっと読む)
医療用チューブの製造装置、製造方法および医療用チューブ
【課題】 一端部の硬さを設定通りにしながら正確な長さの医療用チューブを得ることのできる医療用チューブの製造装置、製造方法および医療用チューブを提供すること。
【解決手段】 硬度が変化する医療用チューブTPを製造するための医療用チューブの製造装置10を、成形機11と、引取機14と、エンコーダ17と、分光器18と、切断機15と、切断用コントローラ19とで構成した。成形機11は、硬度と色が異なる二つの成形材料の配合比を一定周期で変化させて硬度および色が一定周期で変化するチューブ16を成形する。エンコーダ17は、引取機14の駆動ローラ14cの回転に応じたパルスを発生し、分光器18は、チューブ16の色の特性を検出して原点を決定する。切断用コントローラ19は、分光器18が色の特性を検出して決定した原点と、エンコーダ17が発生するパルス数に基づいて切断機15を作動させてチューブ16を切断する。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】溶融樹脂組成物をストランド状に押し出すための樹脂押出用ダイを用いて押出成形する方法において、樹脂成形品に比較的大きな目やにが異物として混入することを抑制可能な方法を提供する。
【解決手段】押し出された樹脂ストランド91の引き取り速度Vs(m/min)と、樹脂ストランド91の搬送経路における冷却媒体93中に設けられた、樹脂ストランド91をガイドするガイドローラー94A、94Bの外周面の移動速度Vr(m/min)の関係が、0.7≧Vr/Vs≧−0.2の関係を満たすように、引き取り速度Vr、移動速度Vsを決定する。
(もっと読む)
ポリグリコール酸系樹脂チューブの製造方法
【課題】破断伸度およびその維持率が高いポリグリコール酸系樹脂チューブ、ならびに引張荷重や引張強さ、ヤング率を高水準でバランスよく有するポリグリコール酸系樹脂チューブを提供する。
【解決手段】溶融状態のポリグリコール酸系樹脂をチューブ状に成形しながら吐出する吐出工程と、前記吐出工程で得られたポリグリコール酸系樹脂チューブ4を、吐出後3秒以内に30℃以下に冷却する冷却工程とを含み、必要に応じて、前記冷却工程で得られたポリグリコール酸系樹脂チューブ4に所定の条件で延伸処理を施す延伸工程をさらに含むことを特徴とする。
(もっと読む)
樹脂成形品の製造方法
【課題】ハイサイクルに樹脂成形品を冷却できる有効な射出成形製造方法を提供する。
【解決手段】冷却溶媒がパーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)を持つ常温において液体である冷却溶媒を使用する。(a)沸点が100℃未満であり、凝固点が−50℃以下、(b)25℃における蒸気圧が5〜28KPa、(C)25℃における密度が1050kg/m3以上、(d)25℃における表面張力が20mN/m以下を用いてハイサイクルを実現できる事を特徴とする射出成形品の製造方法。
(もっと読む)
被覆廃材加工方法
【課題】被覆廃材の加工において、被覆廃材の品質劣化を低減でき、さらに、作業環境の悪化を回避できるとともに、被覆廃材が生じる色替え工程に対して独立したタイミングで実施できること。
【解決手段】加熱されることにより軟化した被覆用材料は、被覆用材料押出部により線状の被覆廃材1として押し出され、被覆廃材1は、冷却用容器20によって線状のまま水冷され、冷却された線状の被覆廃材1は、ストランドカッターによって常温でペレット状に切断される。
(もっと読む)
蓄熱成型体
繊維様またはフィルム様成型体が、可塑化混合物から作製され、前記混合物は、その重量に対して60〜10質量%のキャリア成分および40〜90質量%の相変化物質から成り、前記キャリア成分は、前記可塑化混合物に対して5〜20質量%の、LDPE(低密度ポリエチレン)、HDPE(高密度ポリエチレン)、PMMA(ポリメチルメタクリレート)、ポリカーボネート、およびこれらの混合物を含む群から選択されるポリマーまたはポリマーブレンド、5〜20質量%のスチレンブロックコポリマー、ならびに、0〜20質量%の1種または2種以上の添加剤、を含有し、前記相変化物質は、天然および合成パラフィン、ポリエチレングリコール(=ポリエチレンオキシド)、ならびにこれらの混合物を含む群から選択され、前記可塑化混合物は、130〜220℃の温度にて、スピナレットまたはスリットダイスを通して押出され、延伸される。 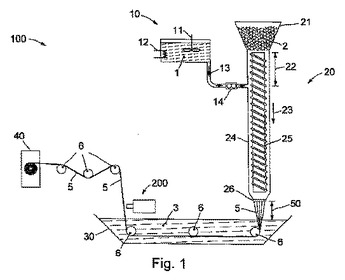 (もっと読む)
(もっと読む)
樹脂丸棒成形方法及び成形用装置
【課題】構造が均整で真円度に優れた樹脂丸棒を得る製造方法を提供しようとする。
【課題を解決するための手段】熱可塑性樹脂を溶融状態で円形の吐出口を有するノズルから鉛直下方に押し出して液槽に貯留された冷却用液に突入させ、該冷却用液中で把持手段で把持して定速で鉛直下方に引き取る樹脂丸棒成形方法であって、引き取り速度が、引き取り中の樹脂丸棒の径が前記吐出口の径より大であるような速度である樹脂丸棒成形方法であり、前記吐出口と前記冷却用液とは接触せずかつ間隔が30mm以下である前記樹脂丸棒成形方法であり、冷却用液の温度が(Tg−20℃)以上、Tg未満(Tgは前記熱可塑性樹脂のガラス転移温度)である前記樹脂丸棒成形方法であり、前記熱可塑性樹脂がポリ乳酸のような生体吸収性樹脂である前記樹脂丸棒成形方法である。
(もっと読む)
ポリ塩化ビニリデン系樹脂ラップフィルムの製造方法
【課題】安全性に優れる天然物抗菌剤を用いた食品包装用ラップフィルムにおいて積年の課題であった抗菌性が長期に渡って持続し、且つ、製造時のパリソン開口性やフィルムの密着性に優れるラップフィルムの製造方法を提供する。
【解決手段】溶融押出しにより得られた、冷却前のポリ塩化ビニリデン系樹脂の管状押出物4の内壁面に、天然物抗菌剤と沸点が200℃以上の多価アルコールとの混合液5を接触させるとともに、外壁面に冷媒を接触させて冷却固化させ、固化させた管状押出物をインフレーション製膜することによって、前記混合液の不揮発成分を前記管状押出物の内壁に付着させる工程を備える、ポリ塩化ビニリデン系樹脂ラップフィルムの製造方法。
(もっと読む)
重合物、それを作製する方法、およびダイ
ダイ(300、600、1000)が提供され、ダイ(300、600、1000)はダイ(300、600、1000)を通って押圧される材料を配向するための第1の部分および配向された材料を所望の形態に成形するための第2の部分を有する。1つの実施形態では、配向された材料を所望の形態に成形するための表面積が限定される。また、重合物およびそれを作製するための方法が提供される。1つの実施形態では、方法は、ダイ(300、600、1000)を採用する。 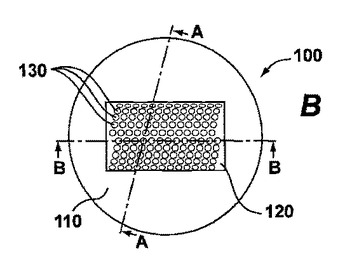 (もっと読む)
(もっと読む)
中空押出成形物の水冷装置
【課題】成形物の径変化や真円度の低下を防止でき、成形物の歪みも生じにくく、高い寸法精度の中空押出成形品が得られる水冷装置の提供。
【解決手段】押出機Eから押し出される中空押出成形物Mを水W中に通過させて冷却する減圧水冷槽1と、下位に配置した調整水槽2と、調整水槽2内の水Wを給水ポンプP1を介して減圧水冷槽1内へ底部側から供給する給水管路L1と、調整水槽2内の水Wを冷却する冷水器3とを備える。減圧水冷槽1と調整水槽2の間に、減圧水冷槽1の水Wをオーバーフローさせて調整水槽2に流下させる溢流管路L2と、減圧水冷槽1内の水Wをその底部側から調整水槽2へ自然流下させる自然流下管路L3とが接続され、給水手段による給水量が自然流下管路L3による調整水槽への排水量より多く、その差に相当する水Wが溢流管路L2より調整水槽2に流下する。
(もっと読む)
中空押出成形物の水冷装置
【課題】中空押出成形物が水冷槽の水中を進行して十分に冷却硬化するまでに不規則な径変化や真円度の低下、曲がり等を生じるのを防止でき、高い寸法精度の中空押出成形品が得られる水冷装置を提供する。
【解決手段】押出機Eから押し出される中空押出成形物Mを水中に通過させる減圧水冷槽1の成形物入口部にアウトサイジングユニット2が嵌装され、減圧水冷槽1に対する冷却水循環供給手段と、減圧水冷槽1内の空気層10を減圧する真空吸引手段とを備える。アウトサイジングユニット2は、各々サイジング孔を有する複数個のサイザー部材20A〜20Hが減圧水冷槽1内の水中においてサイジング孔中心を同一軸線上に位置させて所定間隔置きに配列し、中空押出成形物Mが中空内部の気圧によって張り切った状態を保ちつつ、サイザー部材20A〜20Hのサイジング孔を順次通過する過程で外径を絞られつつ冷却するように構成されてなる。
(もっと読む)
押出成形品の製造方法及び製造装置
【課題】押出成形品を冷却水で冷却する際に、押出成形品の表面に円形跡が生じることを防止できるようにする。
【解決手段】押出成形品11を冷却する冷却水として、溶存する気体を減少させる脱気処理を施した冷却水(以下「脱気冷却水」という)を用いる。脱気処理を施した脱気冷却水は、脱気処理前の冷却水に比べて溶存する気体(空気)の量が極めて少ないため、脱気冷却水が押出成形品11に接触して加熱された際に、気泡がほとんど発生しないか又は発生する気泡のサイズが小さくなる。これにより、押出成形品11の表面に気泡が付着することを防止するか又は付着する気泡のサイズを小さくすることができて、押出成形品11の表面全体をほぼ同じ冷却速度で冷却することが可能となり、押出成形品11の表面に視認できるような大きさの円形跡が生じることを防止する。
(もっと読む)
押出成形品の製造方法及び製造装置
【課題】押出成形品を冷却水で冷却する際に押出成形品の表面に付着する気泡によって円形跡が生じることを防止できるようにする。
【解決手段】押出成形品11を冷却する冷却水として、表面張力を低下させる作用と潤滑性を高める作用に加えて消泡作用を呈する界面活性剤を添加した界面活性剤入り冷却水を用いる。この界面活性剤入り冷却水の消泡作用によって気泡の発生を防止又は抑制する。また、消泡作用を呈する界面活性剤の濃度が低下した場合に、気泡が発生して押出成形品11の表面に付着しても、界面活性剤入り冷却水の表面張力の低下作用によって気泡の付着力を低下させて、気泡を押出成形品11の表面から早期に離脱させることができる。これにより、押出成形品11の表面全体をほぼ同じ冷却速度で冷却することができ、押出成形品11の表面に視認できるような大きな円形跡が生じることを防止する。
(もっと読む)
1 - 20 / 44
[ Back to top ]