
Fターム[4F207KL23]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | スクリュー (340) | 混練手段を有するもの(←剪断) (60)
Fターム[4F207KL23]の下位に属するFターム
Fターム[4F207KL23]に分類される特許
1 - 20 / 39
押出方法、及びそれを用いた熱可塑性樹脂フィルムの製造方法
【課題】 二軸押出機を使用して反射率の高い熱可塑性樹脂フィルムを供給する。
【解決手段】 スクリューの最外径をDとした際に、ニーディングディスクを使用している部分の原料搬送方向の長さが2.5D〜15.0Dである二軸押出機を用いた押出方法であって、
表面張力が30mN/m以下の熱可塑性樹脂を含む樹脂組成物を、1つの原料供給口から二軸押出機に供給して押出すことを特徴とする押出方法。
(もっと読む)
押出機における脱揮装置及び方法

【課題】本発明は、スクリュセグメントのチップフライト部をねじることにより、輸送能力の付加及びシリンダ内部の原料の過剰充満の防止を得ることを目的とする。
【解決手段】本発明による押出機における脱揮装置及び方法は、表面更新性スクリュ(6)の各スクリュセグメント(6B,6C)の外周に設けたチップフライト部(20)が隙間(21)を介して互いに非接触で噛み合うと共に、各チップフライト部(20)はねじりが形成されている構成と方法である。
(もっと読む)
押出機およびそれを用いた溶融混練方法
【課題】粉体フィラーの搬送効率が高く、粉体フィラーの分散性が良好で、物性の良好な樹脂組成物を得る押出機を提供する。
【解決手段】押出機の最も上流に位置する第一混練ゾーン3が、以下の組み合わせのニーディングブロックa〜dを、上流から、少なくとも1個のaとbをこの順で含むユニットを少なくとも2組、a又はdを少なくとも1個、cを少なくとも1個の順で含む。混練ゾーン3の長さはバレル径の6〜15倍である。a.B/D=0.18〜0.6、α=10〜50度、L/D=0.8〜3.3、b.B/D=0.15〜0.6、α=85〜95度、L/D=0.8〜3.3、c.B/D=0.05〜0.25、α=100〜140度、L/D=0.25〜1.5、d.B/D=0.05〜0.17、α=10〜50度、L/D=0.45〜0.75。ただしB、D、α、Lは羽根の厚み、スクリュ径、隣接する2枚の羽根の間のねじれ角度、長さを示す。
(もっと読む)
液晶ポリエステル組成物の製造方法
【課題】耐熱性の低下を抑制した液晶ポリエステル組成物の製造方法を提供する。
【解決手段】二軸押出機のシリンダーが、液晶ポリエステルを供給する供給部4と、供給部の下流に設けられ繊維状フィラーを除くフィラーを追加する第1追加部61と、繊維状フィラーを追加する第2追加部62と、を有し、スクリューが、第1追加部を挟んで上流側および下流側にそれぞれ混練部81,82を有しており、混練部81直近上流での樹脂温度が下記式(1)を満たし、直近下流での樹脂温度が下記式(2)を満たす。[数1]
(T1:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)[数2]
(T2:混錬後の樹脂温度、FT:液晶ポリエステルの流動開始温度)
(もっと読む)
混練押出機での粘度調整方法、および、混練押出機
【課題】混練押出機をコンパクトに構成する。また、200℃における半減期が10秒以上の過酸化物の残留量を抑制し、いろいろなメルトフローレートのポリプロピレンの処理に対応させる。
【解決手段】最上流側の混練翼部21で混練されるポリプロピレンの充満率を変更可能に設けられたゲート装置31(第1の流路絞り機構)と、ゲート装置31の下流側の混練翼部22で混練されるポリプロピレンの充満率を変更可能に設けられたバタフライ弁36(第2の流路絞り機構)と、を備えた混練押出機1を用いる。ポリプロピレンと過酸化物とを混練するに際して、ゲート装置31によってポリプロピレンの充満率を高めるとともに、最下流側の混練翼部22で混練されたポリプロピレンが所定温度未満の場合は、バタフライ弁36によってポリプロピレンの充満率を高めることにより、最下流側の混練翼部22で混練されたポリプロピレンを当該所定温度以上とする。
(もっと読む)
混練りボ−ル用嵌合具、及びそれを用いた押出し成型機用押出し機における混練りボ−ルの嵌合方法
【課題】押出し成型機用押出し機を構成するスクリュ−軸や混練り軸の清浄化時に水槽や前部シリンダを他の場所に移動保管して作業スペ−スを確保する必要がなく、混練りボ−ルの嵌合を容易に、しかも、迅速かつ確実に作業能率よく行なうことが出来る、混練りボ−ル用嵌合具、及び混練りボ−ルの嵌合方法を提供する。
【解決手段】押出し成型機用押出し機を構成する接離自在なシリンダ内に挿設された混練り軸16の環状溝17に混練りボ−ルを嵌合せしめる混練りボ−ル用嵌合具1であって、該嵌合具1は混練り軸16に着脱自在に外嵌せしめるべく軸線方向に沿って開閉自在に分割形成された分割筒状の嵌合体2と、該嵌合体2の軸線方向に沿って長孔状に形成された所要条の混練りボ−ル用嵌合孔4と、該各嵌合孔4の少なくとも一側縁より内方へ向けて傾斜状に突設された弾性板状の逆止部材5とより構成されている。
(もっと読む)
ポリフェニレンエーテル樹脂組成物の製造方法
【課題】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを二軸押出機に供給して加熱溶融混練するプロセスにおいて、スクリュー短径部分に滞留し、残留する、半溶融状態又は溶融状態のポリフェニレンエーテル固着物の発生を抑制する。
【解決手段】(a)パウダー状ポリフェニレンエーテルと、前記(a)以外の熱可塑性樹脂とを、二軸押出機に供給して加熱溶融混練するプロセスにおいて、溶融した前記(a)以外の熱可塑性樹脂の搬送領域に、(a)パウダー状ポリフェニレンエーテルを、二軸押出機のサイドから強制サイドフィーダーを用いて供給し、当該供給する部分の押出機のスクリュー構成を特定し、かつ、当該押出機のバレル設定温度を特定し、前記(a)パウダー状ポリフェニレンエーテルがパウダー状の固体状態で、前記溶融状態にある(a)以外の熱可塑性樹脂と混合するようにする。
(もっと読む)
発泡ポリウレタンの処理方法及び発泡ポリウレタン減容処理装置
【課題】かさ高の発泡ポリウレタンの廃棄物を連続的に処理し、高い密度に圧縮する。
【解決手段】発泡ポリウレタンを加熱し、せん断力を加えて加圧し、発泡ポリウレタンの圧縮をすることにより減容する工程を有し、発泡ポリウレタンの密度を増加させる。スクリュー押出機を使用することが望ましい。
(もっと読む)
透明熱可塑性樹脂シートの製造方法
【課題】トルク変動やスクリュ鳴きが発生せずに、安定して低異物の透明熱可塑性樹脂シートを製造する方法を提供する。
【解決手段】溶融押出機を用いて透明熱可塑性樹脂を溶融押出し、押出された溶融物を押出成形してシートを製造する方法において、下記(i)〜(iii)の条件を満足するシートの製造方法。
(i)溶融押出機のスクリュが2個以上のエレメントで構成されており、かかるエレメントの接合部端面の表面粗さが、JISB0601に定義された中心線平均粗さ(Ra)1.6a以下、最大高さ(Rmax)6.3S以下であること
(ii)溶融押出機のスクリュが2個以上のエレメントで構成されており、スクリュのニーディングゾーンまでのかかるエレメントのうち、スクリュピッチ(フライト間距離とスクリュの直径比)が1.5以上のものがエレメント全体の4割以上であること
(iii)溶融押出機の樹脂溶融部より上流側のスクリュエレメントの材質がステンレスであり、35%塩酸浸漬試験の試験結果が、350g/m2・h以下であること
(もっと読む)
二軸スクリュ式押出機の混練方法及び装置
【課題】本発明は、混練部に1条幅広スクリュ又はダムフライトスクリュを用い、副原料の分散性を向上させることを目的とする。
【解決手段】本発明による二軸スクリュ式押出機の混練方法及び装置は、シリンダ(1)内に内設された一対のスクリュ(7)の第2混練部(11)のフライトを上流から下流にかけて順方向に捻ることにより形成された1条幅広スクリュ(13A)又はダムフライトスクリュ(13B)を用いて主原料(3)と副原料(5)の混練を行うようにした方法と構成である。
(もっと読む)
多軸ウォームマシーンにおける材料を処理するための処理要素及び多軸ウォームマシーン
【課題】 処理される材料に作用するせん断流れ及び/又は伸張流れの調整において、高い柔軟性が生じさせられる一般的なタイプの多軸ウォームマシーンを提供する。
【解決手段】 長手方向の軸線Mと中心点として長手方向の軸線Mを有するそれぞれのコア半径Riと外径Raと長手方向の軸線M回りに延びている外側輪郭A(φ)とを有する多軸ウォームマシーンでの材料処理のための処理要素において、外側輪郭A(φ)は、角度部分Δφに沿って延びる少なくとも1つの外側輪郭部分A(Δφ)を有し、外側輪郭部分A(Δφ)は、長手方向の軸線Mから連続的に変化する距離DA(Δφ)とエボリュートEを有し、エボリュートEはn個の点P(i)であり、2つの隣接した点P(i)とP(i+1)はそれぞれ、相互の距離Δr(i)を有しており、距離Δr(i)はRi/2より短くする。
(もっと読む)
高せん断装置を用いた高せん断方法
【課題】高せん断時に材料の圧力波形などの挙動を安定させて材料を混練することで、高品質のブレンド材を製造することができる。
【解決手段】樹脂を可塑化して溶融するための可塑化ユニットにおいて、溶融樹脂M´を内部帰還型スクリュー23を備えた高せん断ユニット20の加熱筒21内に注入し、注入工程後に内部帰還型スクリュー23を中速回転により回転させて、加熱筒21内の溶融樹脂M´を所定時間だけ内部帰還型スクリュー23の送り側へ移送する工程と、移送工程の後、内部帰還型スクリュー23を高速回転させて溶融樹脂M´に高せん断応力を与えて混練するようにした。
(もっと読む)
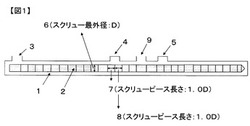
スクリューエレメントピース及びスクリュー
【課題】同方向完全噛み合い型の多軸押出機を用いる樹脂製品の製造において、溶融、混練の際の樹脂の温度上昇を抑えることにより、樹脂の分解による樹脂製品の品質の低下を抑えるとともに、押出機内での樹脂の反応を促進できる技術を提供する。
【解決手段】互いに回転して噛み合うn条のスクリューを備えた二軸以上のスクリュー式押出機用のスクリューエレメントピースであって、軸方向断面視において、n条のスクリューの少なくとも一つのフライト部の頂部は所定の曲率半径を有する円弧であり、上記所定の曲率半径がスクリューを配設するためのシリンダにおける上記フライト部の頂部と対向する内壁の曲率半径より小さくなり、上記フライト部の頂部とシリンダの上記内壁との間に間隙が生じるように設計されたスクリューエレメントピースを用いる。
(もっと読む)
高せん断装置
【課題】非相溶性ポリマーブレンド系、ポリマー/フィラー系、さらにはポリマーブレンド/フィラー系の材料において、高せん断効率を向上させることで、ブレンド材の品質を高めるようにした。
【解決手段】固体状のポリカーボネートとアクリル樹脂とを8:2の樹脂混合比で混合した樹脂を可塑化して溶融させる可塑化ユニット10と、可塑化ユニット10で溶融した溶融樹脂M´が注入され、この注入された溶融樹脂M´に高せん断応力を与えるための内部帰還型スクリューを有する高せん断ユニット20とを備え、可塑化ユニット10から高せん断ユニット20へ注入される樹脂の温度がその樹脂の溶融温度(240℃)以下となる205〜240℃とした。
(もっと読む)
ポリオキシメチレン樹脂組成物の製造方法
【課題】ホルムアルデヒド放出量が著しく低減し、更には衝撃性、熱変色性に優れたポリオキシメチレン樹脂組成物が提供すること。
【解決手段】(A)ポリオキシメチレン樹脂、(B)ヒドラジド化合物、(C)充填材よりなるポリオキシメチレン樹脂組成物の製造方法において、ニーディング・ディスクで構成された溶融ゾーンと混練ゾーンを有するスクリューで(A)ポリオキシメチレン樹脂を、押出機のメインフィード口からバレル内に供給し、溶融ゾーンで溶融させた後、(B)ヒドラジド化合物、(C)充填材をサイドフィード口から供給し、混練ゾーンにて混練し、更にベント口から脱気しながら押出機のダイより連続的に押出すことを特徴とするポリオキシメチレン樹脂組成物の製造方法。
(もっと読む)
押出機
同一方向に駆動させることが可能な少なくとも2つの、軸方向に平行な軸を備えた筐体を有する押出機は、その外周全体にわたって狭い間隔の軸方向の距離(Ax)のところで互いに剥ぎ取り合う少なくとも2つのフライトの噛み合う搬送要素(2、11、12、21、22、31、32、41、42、43、50、51、52、53)を備えており、少なくとも1つの別のフライトのコーム(6、6’)と筐体の内壁(1)の間には一定の距離(a)を有する。各搬送要素(2、11、12、21、22、31、32、41、42、43、50、51、52、53)が、一定の角度回転された少なくとも2つの搬送部分(3、4;11aから11f、12aから12f;21aから21e、22aから22e;31aから31e、32aから32e;41aから41e;50aから50e;51aから51e;52aから52e;53aから53e)を有し、この場合各搬送部分は最大でも搬送要素(2、11、12、21、22、31、32、41、42、43、50、51、52、53)の外径(Da)に相当する軸方向の長さ(Ls)を有する。 (もっと読む)
エクストルーダーおよびそれを用いた生分解性発泡成形物の原料の製造方法
【課題】性状が異なる材料であっても均一に撹拌・混合して押出し成形できるエクストルーダーを提供すること。
【解決手段】エクストルーダーは、温度制御される細長いシリンダーと、シリンダー内で互いに平行に並び同方向に軸回転する一対の細長いスクリューとを備え、各スクリューは、シリンダーに供給された材料をシリンダーの基端側から先端側へ搬送する複数のボールスクリューと搬送されてきた材料を撹拌・混合する複数のニーディングスクリューが交互に組合されてなる。
(もっと読む)
押出混練方法およびそれに用いる押出混練装置
【課題】安定した押出混練を行うことができ、安定した品質の複合材料を得ることのできる、優れた押出混練方法およびそれに用いる装置を提供する。
【解決手段】粉粒状の材料を、バレル10の上流側に設けられた材料供給部11からバレル10内に供給し、スクリュー14によって下流側の加熱溶融部12に輸送し、この加熱溶融部12を通過させながら材料の少なくとも一部を溶融状態にして混練後、さらにその下流側から押し出すようにした押出混練方法であって、上記バレル10内に供給した材料に包含される空気を、上記材料供給部11と加熱溶融部12との間に設けられたフィルター付空気抜き部15からバレル10外に排出するようにした。
(もっと読む)
連続式押出機
本発明は、螺旋状スクリュー形態のシャフト構造よりなり、ホッパーを通じて投入されたポリマー樹脂と添加原料を溶融しながら圧縮する溶融及び圧縮領域と、溶融及び圧縮された溶融物圧縮及びせん断応力によってポリマー樹脂に添加原料を分散させながら吐出領域にフローさせる分散領域と、ポリマー樹脂に前記添加原料が分散された組成物を吐出する吐出ダイとを含み、前記分散領域は、上方向にテーパー付けされた圧縮部と、上方向にテーパー付けされた圧縮部と隣接するように形成され、扁平な一字状のせん断部を少なくとも含むシャフト構造よりなり、前記分散領域でシャフトの直径に対するシャフトの長さの比は、20〜60範囲にある連続式押出機に関する。本発明によれば、別途の追加的な押出機が必要なく、混合、溶融、圧縮、分散及び吐出がインシチュ(in-situ)で行われることができ、界面活性剤、分散剤、酸化防止剤、カップリング剤のような添加剤を添加することがなく、粘土のような層状物質をポリマー樹脂に効率的に剥離させて分散させることができる。 (もっと読む)
金属粉含有プラスチックおよびその製造方法
【課題】表面につやがあって品質に優れ、かつ、刃物研磨かすなどの金属研磨かすや下水処理汚泥の有効利用を図ることができる金属粉含有プラスチックおよびその製造方法を提供する。
【解決手段】タングステン粉末を含む60〜80質量%の刃物研磨かすまたは金属粉と、珪酸およびアルミナ粉末を含む1〜10質量%の乾燥下水処理汚泥と、10〜30質量%の熱可塑性樹脂とを、熱可塑性樹脂が溶融した状態で混合した成形物から成る。刃物研磨かすはタングステン粉末を20質量%以上含み、熱可塑性樹脂はポリエチレンから成る。金属粉は、酸化鉄、磁鉄鉱などから成る。
(もっと読む)
1 - 20 / 39
[ Back to top ]