
Fターム[4F207KL58]の内容
プラスチック等の押出成形 (29,461) | 押出成形の細部 (2,289) | 押出ダイ (1,317) | ダイの全体的構造(←組立て式ダイ) (207) | クロスヘッドダイ (105)
Fターム[4F207KL58]に分類される特許
1 - 20 / 105
弾性ローラの製造方法及びそれに用いる押出成形装置
弾性体ローラの製造方法
ゴムロール製造装置およびゴムロール製造方法
【課題】ゴムロールの端部における未加硫のゴム材の変形を抑制するようにしたゴムロール製造装置を提供する。
【解決手段】円筒状に押し出される未加硫のゴム材の中心部に間隔をおいて順次芯金22を送り込み、ゴム材で芯金22の外周面が被覆されたゴムロール部56と、ゴム材で芯金22の間が中空とされた中空部58とを交互に排出する排出機12と、排出機12から排出された中空部58のゴム材により芯金22の端面68の少なくとも周縁部が覆われるように、中空部58のゴム材を内方に押圧する押圧機14とを備えるように構成する。
(もっと読む)
導電性弾性ローラ製造用の装置及び導電性弾性ローラの製造方法

【課題】ウェルドを低減し、周方向電気抵抗のばらつきを低減させた導電性弾性ローラの製造方法及びそれに用いる装置を提供すること。
【解決手段】導電性弾性ローラを製造するためのクロスヘッドダイの環状流路に開口を有する撹拌棒挿入用の横孔を設け、この横孔に撹拌棒を挿入して環状流路内に供給された導電性弾性層形成用の材料に生じたウェルド部を撹拌して芯金の外周面に形成される導電性弾性層でのウェルドの形成を低減する。
(もっと読む)
ゴムロール製造機およびゴムロールの製造方法
【課題】ゴムロールの肉厚ムラを抑制するようにしたゴムロール製造機を提供する。
【解決手段】円筒状を呈する外側ダイ12と、外側ダイ12との間に環状を呈する環状流路14が形成されるように外側ダイ12の内側に配置され、環状流路14を形成する部分において外側ダイ12の内周面12aよりもゴム材18に対する摩擦係数が大きい外周面16aを有し、さらに導電性軸体20を挿通させるための挿通孔16bが中心部に形成される内側ダイ16と、環状流路14から流れてくるゴム材18を挿通孔16bから出てくる導電性軸体20に接触させ、ゴム材18および導電性軸体20を一体化して外部に排出するための排出部22と、を有するように構成する。
(もっと読む)
ゴムローラの押出し成形機
【課題】芯金周囲のゴム材料にバリが生じたとしても、安定してゴムコーラの成形を行うことのできるゴムローラの押出し成形機を提供する。
【解決手段】ゴムローラの押出し成形機100は、芯金1を連続してクロスヘッド3に送り込むとともに、溶融状態のゴム材料2をクロスヘッド送り込み、ゴム形成体7をクロスヘッド3の出口3aから押し出す。押出し成形機3には、ゴム形成体7の外径を測定する外径測定器10と、各芯金1の端部が、外径測定装置10を通過する端部通過期間を測定する芯金位置計算器13と、が設けられている。また、芯金1とゴム材料2との少なくとも一方のクロスヘッド3への送り込み速度の制御を行う制御系は、フィードバック制御を、端部通過期間以外の期間に行う第1のモードと、該第1のモードとは異なる第2のモードと、により行う。端部通過期間以外の期間に端部通過期間に行う第1のモードによる制御を行う。
(もっと読む)
被覆電線の製造方法及び溝付き被覆電線
【課題】被覆電線を把持した状態の取り扱い性を向上させること。
【解決手段】導体芯線12を絶縁被覆した被覆電線の製造方法である。この製造方法は、導体芯線12を通過させてガイドするポイント治具40と、ポイント治具40の外周部に隙間をあけて設けられ、被覆電線の仕上がり径より大きい直径の吐出口部52を有するダイス50とを備える押出機30が用いられ、(a)導体芯線12をポイント治具40を通じて引き出す工程と、(b)ポイント治具40とダイス50との隙間に第1被覆材料115を供給する工程と、(c)ポイント治具40とダイス50との隙間で、ポイント治具40の周方向において、第1被覆材料115の少なくとも一箇所に外周側から第2被覆材料116を合流させる工程と、(d)第1被覆材料115及び第2被覆材料116を吐出口部52から吐出する工程とを備える。
(もっと読む)
ゴム押出成形装置及びゴム押出成形方法
【課題】同軸になる複数のゴムと、層状及び/又はブロック状になる単数又は複数のゴムとを組み合わせた断面形状になるゴム部材を、口金の詰まりや生産性の低下なしに精度よく押出成形する。
【解決手段】押出機11A〜11Dと、これらとは別個に設けられ、複数のゴムを同軸に押し出す押出部を有する同軸押出機16と、押出機11A〜11D及び同軸押出機16のゴム流路と接続する共通押出ヘッド13と、この共通押出ヘッド13に設けられ、押出機11A〜11D及び同軸押出機16からのゴムを一体的に押し出す開口を有する口金15とを備えるゴム押出成形装置1を用いて押出成形する。
(もっと読む)
ゴムローラの押出成形装置および製造方法
【課題】ローラ円周方向の電気抵抗値のムラが小さい導電性ゴムローラを提供する。
【解決手段】芯金23の搬送部、ゴム組成物11の投入口を有するシリンダ、該シリンダ内に配設された、該芯金を移送するための貫通孔52を内部に有するスクリュー、および、該シリンダの先端に該スクリューから排出されたゴム組成物を該貫通孔から排出された該芯金に被覆するためのダイ35、を具備するゴムローラの押出成形装置であって、該スクリューが、該貫通孔52の内壁と該芯金23との摩擦を低減させるための摩擦低減部材を有することを特徴とするゴムローラの押出成形装置。摩擦低減部材の代わりに、貫通孔52の内壁に芯金23との摩擦低減のための表面処理を施した押出成形装置。前記押出成形装置にゴム組成物11及び芯金23を供給し、前記ダイ35において前記貫通孔52から排出された前記芯金23に前記ゴム組成物11を被覆するゴムローラの製造方法。
(もっと読む)
二芯リボン電線の製造方法及び二芯リボン電線
【課題】各線の識別が容易なハロゲンフリーの二芯リボン電線を均一な形状で安定的に製造することが可能な二芯リボン電線の製造方法及び二芯リボン電線を提供する。
【解決手段】二つの円筒状孔部71が直方体状の連結部22を介して繋がった形状の押出孔62aへ二本の導体15を挿通させて移動させ、樹脂流路51にハロゲンフリーの第一樹脂R1を供給して周方向の全範囲にわたって第一樹脂R1を行き渡らせ、樹脂流路51に第一樹脂R1と異なる色のハロゲンフリーの第二樹脂R2を押出孔62aの一方の円筒状孔部71に供給してそこを通過する導体15の周囲を覆う第一樹脂R1に積層させ、他方の円筒状孔部71には第一樹脂R1のみを供給してそこを通過する導体15は第一樹脂R1のみで覆い、第一樹脂R1をクロスヘッド32内で導体15にそれぞれ接触させて押出孔62aから押し出す。
(もっと読む)
発泡同軸ケーブル及びその製造方法
【課題】中心導体の偏芯や高周波伝送時の損失を低減し、且つインピーダンス不整合を防止できる発泡同軸ケーブルを提供する。
【解決手段】中心導体2の外周に発泡層3を設けた発泡同軸ケーブル1において、発泡層内部及び外表面の周方向及び長手方向に、引き伸ばされた気泡5を等間隔に形成した発泡同軸ケーブルである。また、中心導体の外周に発泡押出機で発泡層を被覆した後、これをサイジングダイに通して前記発泡層を冷却する発泡同軸ケーブルの製造方法において、前記サイジングダイの周方向に等間隔に水路を設けて前記サイジングダイの周方向に冷却速度分布を与え、前記サイジングダイを通して前記発泡層を冷却し、前記発泡層の外表面の周方向に、引き伸ばされた気泡を等間隔に形成する発泡同軸ケーブルの製造方法である。
(もっと読む)
押出方法及びこれを適用した発泡絶縁体押出方法
【課題】内部導体がクロスヘッド心金の中心に対して偏芯することを防止する押出方法を提供する。
【解決手段】内部導体の外周に内部層が形成された被覆電線を、クロスヘッド心金を有するクロスヘッドに送り、クロスヘッドで被覆電線の外周に外部層用材料を押出被覆して外部層を形成する押出方法において、被覆電線の外周に外部層用材料を押出被覆する際、被覆電線の径とクロスヘッド心金の径を同じくなるように押し出し、クロスヘッド心金の内周部に内部層の材料である内部層用材料を滞留させ、内部導体をクロスヘッド心金の中心に固定する方法である。
(もっと読む)
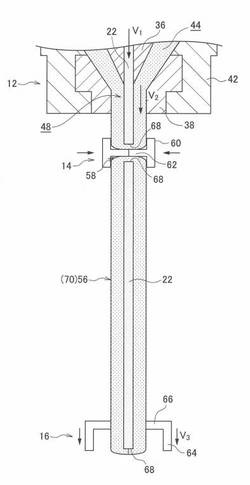
クロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくする効果を高めることが可能なクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と供給口50とが形成された外ダイ22と、外ダイ穴57に設置されたマンドレル21と、を有し、マンドレル21が、マニホールド部と、先端部とを有し、マニホールド部21aが、供給口50に対向した入口と、入口から流入したゴム組成物が流出する2つの出口と、を有する一対の溝と、下面に形成された半円状の溝65とを有し、先端部の外周面と外ダイ穴の内周面との隙間に第1の環状流路60と、第1の環状流路60よりも断面積が小さい第2の環状流路62と、をさらに有する。
(もっと読む)
導電性弾性ローラの製造方法
【課題】本発明は、導電性弾性ローラのクロスヘッドを用いた製造装置において、ウエルドラインに起因する電気抵抗値のムラを解消するための製造方法を提供することにある。
【解決手段】導電性の軸芯体と該軸芯体の周面を被覆する導電性ゴム層とを有する導電性弾性ローラの製造方法であって、クロスヘッドの貫通孔に該軸芯体を供給すると共に、該クロスヘッドに接続する押出機から、中空粒子と電子導電性フィラーとを含む未加硫のゴム混合物を該クロスヘッドに供給し、該軸芯体の周囲に該ゴム混合物の層を形成する工程と、該ゴム混合物の層の表面に加圧と除圧とを繰り返し行なう工程と、該ゴム混合物の層の表面に加圧と除圧とを繰り返し行なう工程を経た該ゴム混合物の層を加硫して導電性ゴムの層を形成する工程を有することを特徴とする導電性弾性ローラの製造方法。
(もっと読む)
押出成形金型、押出成形装置、医療用チューブ、及び、医療用チューブの製造方法
【課題】軸断面における内層と外層の断面積比を連続的に変化する部分を含んだチューブを製造する際に用いられ、その断面積比を短期間で切り替えることができる押出成形金型を提供する。
【解決手段】押出成形金型50は、第2内層マンドレル54を内層形成樹脂の供給量の変化に応じて軸方向に移動させ、内層樹脂流路62aの流路体積を変化させるものである。
(もっと読む)
押出成形装置及び押出成形方法
【課題】導電性ゴムローラのクロスヘッドダイを用いた製造装置において、ウエルドラインに起因する電気抵抗値のむらを解消するための製造装置および製造方法を提供する。
【解決手段】導電性ゴム組成物を押出すための押出機と、クロスヘッドダイ310とを有し、該クロスヘッドダイ310は、電気的に互いに絶縁された内側ダイ312および外側ダイ315を有しており、該内側ダイの外周面401と該外側ダイの内周面402とで構成されている、該押出機から押し出される該導電性ゴム組成物を円筒状に形成する環状流路317を有しており、該内側ダイ312は、該環状流路317の中心軸と同じ向きに該導電性基体が装着される貫通孔314を有しており、該環状流路317は、その出口が該貫通孔314に面しており、さらに該内側ダイの外周面401および該外側ダイの内周面402の間に導電性ゴム組成物を介して電圧を印加するための手段を有している。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法
【課題】樹脂被覆装置において、外観による識別が可能な樹脂被覆線材を低い製造コスト製造する。
【解決手段】本発明の樹脂被覆装置1は、走行する金属線材Wの全周囲に第1の樹脂3を長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で形成された樹脂被覆線材の周囲の一部に対して第2の樹脂5を長手方向に沿って断続的に被覆することで樹脂突起6を形成する突起形成手段7と、を備えていて、突起形成手段7は、樹脂突起6を形成する凹部13を備えると共に、樹脂被覆線材の全周囲を覆う閉状態とこの周表面から離間した開状態とで繰り返し開閉可能な金型と、金型を金属線材Wと同じ速度で同方向に移動させる同期状態となる金型移動部29と、金型移動部29が同期状態で且つ金型が閉状態にある際に、第1の樹脂3の被覆層の表面に対向する凹部13の内部に溶融状態の第2の樹脂5を供給する樹脂供給部14と、を有している。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法
【課題】樹脂被覆装置において、外観による識別が可能な樹脂被覆線材を低い製造コスト製造する。
【解決手段】本発明の樹脂被覆装置1は、走行する金属線材Wの全周囲に対して、第1の樹脂3を金属線材の長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で第1の樹脂3の被覆層が形成された被覆線材の周囲の一部に対して、第2の樹脂5を長手方向に沿って断続的に被覆することで断続する複数の樹脂突起6を形成する突起形成手段7を備えていることを特徴とするものである。
(もっと読む)
樹脂被覆装置及び樹脂被覆方法
【課題】外周に突起が形成された樹脂被覆線材の樹脂の使用量を抑える。
【解決手段】本発明の樹脂被覆装置1は、上流側から下流側へ向かって走行する金属線材の全周囲に対して溶融された樹脂を金属線材の長手方向に沿って連続的に被覆する被覆手段4と、被覆手段4で樹脂の被覆層が形成された樹脂被覆線材の周囲の一部に対して樹脂を長手方向に沿って断続する複数の樹脂突起6を形成する突起形成手段7と、金属線材を走行させる走行状態と金属線材の走行を一時的に停止した停止状態とで切り換え自在に金属線材を引き取る引取手段とを備えており、被覆手段4は引取手段が停止状態にある際に溶融した樹脂を突起形成手段に供給可能とされ、突起形成手段7は引取手段が停止状態である際に被覆手段4から溶融した樹脂が供給されて樹脂突起を形成する金型を有しているとともに引取手段が走行状態である際に樹脂突起を金型外へ取出可能とする金型開閉部を有している。
(もっと読む)
絶縁電線の製造方法
【課題】絶縁被覆層の押出被覆時において成形金型先端でのカス(目脂)の発生を防止するとともに成形金型の長期耐久性を確保し、良品の絶縁電線を安定して製造できる製造方法を提供する。
【解決手段】本発明に係る絶縁電線の製造方法は、成形金型に導体と樹脂組成物とを挿通させて該導体の外周に絶縁被覆層を押出被覆する絶縁電線の製造方法であって、前記成形金型は、少なくとも前記樹脂組成物と接する面に非晶質炭素被膜を備えており、前記非晶質炭素被膜は、窒素を含み、かつ該窒素が前記非晶質炭素被膜を構成する炭素と結合していることを特徴とする。
(もっと読む)
1 - 20 / 105
[ Back to top ]