
Fターム[4F207KM12]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 調整制御部位 (959)
Fターム[4F207KM12]の下位に属するFターム
Fターム[4F207KM12]に分類される特許
1 - 7 / 7
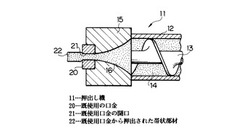
押出し機の口金製作方法および押出し機の口金
【課題】簡単かつ短時間で押出し機の口金を製作する。
【解決手段】データベースから膨らみ度(口金20の開口21の断面積を開口21の周囲長で除した値)Aが新規口金の膨らみ度Bに最も近似する既使用の口金20を検索して取り出した後、該口金20のスウェル率Cと新規帯状部材の断面積を基に新規口金の開口断面積を求めて新規口金を製作するようにしたので、データベースには既使用口金20の膨らみ度A、スウェル率Cに関するデータが蓄積されていればよく、データの測定および入力が簡単な作業となって口金を簡単かつ短時間で製作することができる。
(もっと読む)
樹脂成形品および樹脂成形品の製造方法

【課題】熱可塑性アクリル樹脂と紫外線吸収剤(UVA)とを含む樹脂組成物であって、ガラス転移温度の高さに基づく優れた耐熱性を有しながら、高温での成形時においても、発泡、ブリードアウトなどの発生が抑制され、UVAの蒸散による問題の発生を低減できる樹脂組成物からなる樹脂成形品を提供する。
【解決手段】110℃以上のガラス転移温度を有する熱可塑性樹脂組成物からなり、前記熱可塑性樹脂組成物が、熱可塑性アクリル樹脂と分子量が700以上の紫外線吸収剤とを含む樹脂成形品とする。紫外線吸収剤は、ヒドロキシフェニルトリアジン骨格を有することが好ましい。アクリル樹脂は、主鎖に環構造を有することが好ましく、環構造は、例えば、ラクトン環構造、無水グルタル酸構造、グルタルイミド構造、N−置換マレイミド構造および無水マレイン酸構造から選ばれる少なくとも1種である。
(もっと読む)
成形機の自動昇温制御方法
【課題】バレル部のマスター区間(マスターゾーン)とスレーブ区間(スレーブゾーン)がそれぞれ最終目標温度に到達する昇温完了までの時間を短縮することができる成形機の自動昇温制御方法を提供する。
【解決手段】複数の加熱ゾーンCH1、CH2を同時に昇温する際に各加熱ゾーンに仮の目標温度HV1、HV2を設定して昇温させ、仮の目標温度に到達した時点で複数の加熱ゾーンの中からマスターゾーンを選択して、マスターゾーン以外の加熱ゾーンをスレーブゾーンとして、仮の目標温度到達以降で最終の目標温度SV1、SV2までの昇温では、マスターゾーンの昇温到達度合いに基づきスレーブゾーンを昇温制御する。
(もっと読む)
プランジャ式フィーダを備えたスクリュー押出機
本発明は、プランジャ式フィーダを備えたスクリュー押出機を含む材料押出装置に関する。これは、メインハウジングと、材料前進用スクリューと、スクリュー駆動機構と、押出材料を投入するための供給口と、押出吐出口とを有するスクリュー押出機を含む。また、細長い、上方へ偏向された(非水平)プランジャハウジング、例えばシリンダと、プランジャとを有するプランジャ式フィーダも含む。プランジャをプランジャハウジング内部で上下動させるためにプランジャ駆動機構がプランジャに連結され、プランジャハウジングの上端にはスクリュー押出機の供給口に連結される供給出口が設けられている。 (もっと読む)
材料処理プラント
【課題】熱伸長及び熱膨張に起因するプラントへのダメージを防止するための手段で、一般的なタイプのプラントを開発する。
【解決手段】材料処理プラントは、第一スクリュー型機械(1)と第二スクリュー型機械(2)とから成る。スクリュー型機械(1、2)は、互いに配管エルボ(27)を用いて接続される。伸長補償機器(43)が第一スクリュー型機械(1)と配管エルボ(27)との間に配置される。第二スクリュー型機械(2)の熱膨張のための膨張補償機器(47)が配管エルボ(27)の上流側に配置される第一スクリュー型機械(1)の最後の支柱(34)内部に配置される。
(もっと読む)
2軸押出機用駆動装置及びその駆動方法
【課題】 要求される出力を主モータと副モータで分割し、押出機としての低容量運転域での効率を上げ、ランニングコストを抑える。
【解決手段】 2軸押出機に用いられる2軸押出機用駆動装置において、主モータ12と該主モータと異なる副モータ11とを直列接続して、減速装置13に駆動力を伝達するように構成した。
(もっと読む)
光学フィルムの製造方法、光学フィルム及び位相差フィルム
【課題】 溶融押出成形時における架橋ゲルの発生を抑制し、外観欠点が少なく、液晶表示装置等に組み込んだ場合に優れた表示品質を発現することが可能な光学フィルムの製造方法、光学フィルム及び位相差フィルムを提供する。
【解決手段】スクリューを有する成形機を用い、非晶性熱可塑性樹脂をガラス転移温度〜ガラス転移温度+200℃で加熱溶融して、溶融押出法により光学フィルムを製造する方法であって、スクリューの温度をガラス転移温度−50℃〜ガラス転移温度+200℃に調整し、押出成形する工程を有する光学フィルムの製造方法。
(もっと読む)
1 - 7 / 7
[ Back to top ]