
Fターム[4F207KM16]の内容
プラスチック等の押出成形 (29,461) | 押出成形の補助、付属操作及びその装置 (1,501) | 制御 (1,253) | 調整制御部位 (959) | 押出し後工程 (507)
Fターム[4F207KM16]に分類される特許
1 - 20 / 507
弾性体ローラの製造方法
粘着性ゴムの切断方法および装置
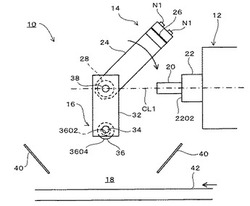
【課題】粘着性ゴムを連続して効率良く切断できる粘着性ゴムの切断方法を提供すること。
【解決手段】ダイス22の成形用孔から水平方向に向けて粘着性を有するゴム20を一定の断面形状で押し出す。成形用孔の周囲のダイス端面2202に対向した状態で成形用孔の軸心CL1と直交する鉛直面上を延在する剃刀刃26を、成形用孔の通過後は水平方向におけるダイス端面2202からの距離が大きくなるように、成形用孔の軸心CL1と直交する面上で水平方向に延在する回転軸28を中心として回転させ、成形用孔の周囲のダイス端面2202に剃刀刃26を近接させつつ成形用孔から押し出されたゴム20を切断する。
(もっと読む)
押出トレーンおよび押出方法

【課題】タイヤ製造に使用するゴム部材を高い生産性を以て生産する方途を提供する。
【解決手段】本発明による押出トレーン1は、供給されたゴム材料を混練して所定の横断面形状を有するゴム部材Pとして押し出す押出部2と、押し出されたゴム部材Pを搬送する搬送部3とを有する押出トレーンにおいて、ゴム部材Pの押出速度および押し出されたゴム部材Pを搬送する搬送速度を制御する制御部4と、押出部の下流に押し出されたゴム部材Pの表面温度を測定する温度測定部5とを備え、制御部4は、測定されたゴム材料Pの表面温度に基づいて押出速度および搬送速度を制御するようにする。
(もっと読む)
ゴム部材の製造装置及びゴム部材の製造方法
【課題】接合部が他の部分に比べて肉厚にならず、重量バランスを均一にすることができるゴム部材の製造装置とその方法を提供する。
【解決手段】コム材料を混練して送り出す押出機12と、押出機12から供給されたゴム材料を吐出する口金16と、口金16に対向する支持面34を有する支持部材18とを備え、支持面34と口金16とを相対的に移動させて支持面34上に口金16から吐出されたゴム材料を板状のゴム部材Mに成型するゴム部材の製造装置10において、口金16と支持面34との間に形成され、口金16から吐出されたゴム材料が溜まり、口金16に対する支持面34の移動方向前方L1に開口部53を有するゴム溜まり室56と、開口部53を開閉するシャッタ58とを備えることを特徴とする。
(もっと読む)
ゴム部材の製造装置及び製造方法
【課題】長尺な未加硫ゴムの成形品の加硫に必要なスペースを短くする。
【解決手段】ゴム部材の製造装置1は、長尺な成形品92を加硫してゴム部材90を製造する。移動手段6は、成形品92を長手方向に移動させる。Uターン手段7は、成形品92の移動方向Mを変更して成形品92をUターンさせる。加硫装置10は、Uターン前とUターン後の成形品92がそれぞれ通過する前加硫缶11と後加硫缶12を有する。加硫装置10は、両加硫缶11、12の内部を含む加硫空間19を移動する成形品92を加硫する。
(もっと読む)
ゴムロール製造装置およびゴムロール製造方法
【課題】ゴムロールの端部における未加硫のゴム材の変形を抑制するようにしたゴムロール製造装置を提供する。
【解決手段】円筒状に押し出される未加硫のゴム材の中心部に間隔をおいて順次芯金22を送り込み、ゴム材で芯金22の外周面が被覆されたゴムロール部56と、ゴム材で芯金22の間が中空とされた中空部58とを交互に排出する排出機12と、排出機12から排出された中空部58のゴム材により芯金22の端面68の少なくとも周縁部が覆われるように、中空部58のゴム材を内方に押圧する押圧機14とを備えるように構成する。
(もっと読む)
アクリル系樹脂板、並びにそれを用いた耐擦傷性樹脂板およびディスプレイ用保護板
【課題】高温環境下での反り変形が抑制されるアクリル系樹脂板を提供することである。
【解決手段】アクリル系樹脂を溶融押出成形して得られるアクリル系樹脂板であって、押出方向に直交する断面での、厚み方向における該樹脂板の一方の面からの距離(L)をX軸に、その距離(L)における、波長546nmの光に対する複屈折率(N0)と、該樹脂板を80℃で1時間加熱した後の該距離(L)における、波長546nmの光に対する複屈折率(N1)との差の絶対値(ΔN)をY軸にプロットし、最小二乗法により算出するXとYの一次式における傾きの値の絶対値が6×10−3以下となることを特徴とするアクリル系樹脂板。
(もっと読む)
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物を、一対のロール21、31間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、各ロール21、31のロール軸方向中央位置に設けられた中央部挟圧ロール面部22、32でフィルム状溶融物の幅方向中央部を押圧して予め設定された第1の圧力を加えると共に、各ロール21、31のロール軸方向両側位置に設けられた両端部挟圧ロール面部23、33でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
フィルム製造方法及び装置
【課題】高い平坦性を有するフィルムを連続して製造する方法及び装置を提供する。
【解決手段】Tダイのダイ出口から押し出されたフィルム状溶融物w2を、一対のロール群20、30の間に通して挟圧することによりフィルムを製造するフィルム製造方法であって、一対のロール群20、30が有する主ロール21、31の中央部挟圧ロール面部22、32でフィルム状溶融物w2の中央部を押圧して中央部に予め設定された第1の圧力を加えると共に、補助ロール41、51の端部挟圧ロール面部42、52でフィルム状溶融物w2の幅方向の端部を押圧して第1の圧力よりも低い第2の圧力を加える。
(もっと読む)
熱可塑性ポリウレタン層を有する積層体及びそれを用いた薄膜の熱可塑性ポリウレタンフィルムの製造方法
【課題】
両外層がポリエチレンからなる層であり中間層が熱可塑性ポリウレタン層である積層体において、該両外層のポリエチレン層と熱可塑性ポリウレタン層を剥離させる際、所望の界面とは異なる界面での剥離の発生や、所望の界面での剥離に追従した異なる界面での部分剥離が起きるという課題があった。
【解決手段】
熱可塑性ポリウレタン層と該ポリウレタン層に隣接する両外層にポリエチレンからなる層を少なくとも有する積層体において、両外層に結晶化熱量が異なるポリエチレンからなる層を用いることによって、ポリエチレンからなる層と熱可塑性ポリウレタン層の剥離強度が調整可能となり、所望の界面のみで剥離させることが容易な積層体。
(もっと読む)
Tダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法
【課題】シート状の樹脂成形体を製造するTダイにおいて、吐出口表面に付着した樹脂塊や樹脂膜等を十分に除去でき、また、維持管理が容易なTダイ吐出口の清浄装置及びこれを利用したシート状樹脂成形体の製造方法を提供する。
【解決手段】本発明に係るTダイ吐出口の清浄装置は、Tダイ吐出口53に沿って水平方向に往復動する移動台1上に、Tダイ吐出口53から流延する樹脂を切断する切断手段20と、その切断後にTダイ吐出口53表面に付着した樹脂を拭き取る拭取手段10が載置され、前記切断手段20は、樹脂を切断するカッター25と、カッター25を上下動させる昇降手段215とを有し、前記拭取手段10は、Tダイ吐出口53にあてがわれる樹脂拭体13と、樹脂拭体13を上下動させる昇降手段135と、樹脂拭体13に付着する拭き取られた樹脂を除去するスクレーパ15とを有する。
(もっと読む)
フォーミング金型
【課題】スリット内に付着物が堆積しにくく、成形品の外観不良を抑えることができ、生産性の向上を図ることができるフォーミング金型を提供することを目的とする。
【解決手段】押出機から金型を介して連続的に押し出された筒状の溶融樹脂体を成形するためのフォーミング金型であって、溶融樹脂体の押出し方向に沿って延在すると共に内側に溶融樹脂体が挿通される筒部11が備えられ、筒部11にスリット13が形成され、スリット13が筒部11の外側から内側に向かって漸次拡幅するようにスリット13の縁面が筒部11の内周面に対して傾斜している。
(もっと読む)
ストリップ、その製造方法および空気入りタイヤの製造方法
【課題】リボン状のストリップに耳部を形成することでインナーライナーの厚さを均一にする。
【解決手段】円筒ドラム上で螺旋状に巻回させることによるタイヤ用インナーライナーを形成するためのストリップ10であって、(A)スチレン−イソブチレン−スチレントリブロック共重合体に、有機化処理粘土鉱物を含む熱可塑性エラストマー組成物からなる第1層と、(B)スチレン−イソプレン−スチレントリブロック共重合体、スチレン−イソブチレンジブロック共重合体のいずれかを含む熱可塑性エラストマー組成物からなる第2層の積層体で構成されており、前記ストリップはストリップ本体10Aとその両側に配置される耳部10Bを有し、前記ストリップ本体の厚さT1は0.05mm〜1.0mmであり、前記耳部の厚さT2は前記ストリップ本体の厚さより薄く、耳部の幅W2は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
樹脂発泡体展開補助装置
【課題】 樹脂発泡体を確実にシート状に展開することができ、樹脂発泡体自体の揺れによる幅方向端辺の幅方向での変移を抑えることができる樹脂発泡体展開補助装置の提供。
【解決手段】 連続的に円筒状に形成される樹脂発泡体が送り方向に送られるのに伴い該樹脂発泡体を周方向の一箇所で連続的に切断する切断部と、該切断部で切断されシート状に展開された樹脂発泡体の幅方向各端部側に配置されて幅方向各端辺の幅方向位置を調節する挟持ローラとを備えたシート製造装置における、前記挟持ローラと切断部との間に配置され、該切断部から挟持ローラに至る途中で樹脂発泡体にテンションを付与可能に構成されるとともに、切断された樹脂発泡体の幅方向各端部側をそれぞれ載せて案内する案内部を備え、該各案内部は幅方向外側部が順次下傾斜している樹脂発泡体展開補助装置。
(もっと読む)
ゴムローラの押出し成形機
【課題】芯金周囲のゴム材料にバリが生じたとしても、安定してゴムコーラの成形を行うことのできるゴムローラの押出し成形機を提供する。
【解決手段】ゴムローラの押出し成形機100は、芯金1を連続してクロスヘッド3に送り込むとともに、溶融状態のゴム材料2をクロスヘッド送り込み、ゴム形成体7をクロスヘッド3の出口3aから押し出す。押出し成形機3には、ゴム形成体7の外径を測定する外径測定器10と、各芯金1の端部が、外径測定装置10を通過する端部通過期間を測定する芯金位置計算器13と、が設けられている。また、芯金1とゴム材料2との少なくとも一方のクロスヘッド3への送り込み速度の制御を行う制御系は、フィードバック制御を、端部通過期間以外の期間に行う第1のモードと、該第1のモードとは異なる第2のモードと、により行う。端部通過期間以外の期間に端部通過期間に行う第1のモードによる制御を行う。
(もっと読む)
未加硫ゴムの押し出し方法及び押し出し制御装置
【課題】押し出し再開の初期段階において、未加硫ゴムの形状や重量を早期に安定させ、不具合品の発生を抑制することができる未加硫ゴムの押し出し方法及び押し出し制御装置を提供する。
【解決手段】押し出し機により押し出された一定形状の未加硫ゴムを搬送コンベア上に載せて搬送する未加硫ゴムの押し出し方法であって、未加硫ゴムが充填された押し出し機が停止した後に押し出しを再開する時に、未加硫ゴムが一定形状を保つように予め定められた一定の搬送速度で、所定時間または所定長さ未加硫ゴムを搬送する未加硫ゴムの押し出し方法。および前記のように制御する制御手段を備えている未加硫ゴムの押し出し制御装置。
(もっと読む)
熱可塑性材料からフィルムウェブを形成するための方法および装置、ならびにそれにより形成されるフィルム
【課題】従来技術を改良する、あるいは従来技術に対して代替形態を提供する。
【解決手段】熱可塑性材料でできたフィルムウェブを形成するための方法および装置に関し、熱可塑性材料が、プラスチック溶融物として押出し方向にワイドスリットノズル2から少なくとも1つの層に押し出され、その後、少なくともローラ3の上を先に進むように誘導され、押出し方向、および押出し方向に対して横向きに張力が行使されることで、フィルムウェブを長手方向と横方向に延伸させ、張力を押出し方向、および押出し方向に対して横向きに加える際のフィルムウェブの温度は、少なくともその溶融温度に相当する。
(もっと読む)
断熱性能に優れた押出発泡体
【課題】 発泡剤としてフロン類を使用することなく、低熱伝導率かつその経時変化の小さく、かつ、厚み精度が良好な断熱材用押出発泡体を提供することを課題とする。
【解決手段】 厚み方向に発泡層(A)が非発泡層(B)を介して積層されてなる構造を有する押出発泡体であって、非発泡層(B)を構成する樹脂が発泡層(A)を構成する樹脂よりも空気透過率の低い樹脂を少なくとも1種含有し、かつ、該非発泡層(B)を少なくとも2層有し、スキン層を除去することにより、上記特性を有する押出発泡体を得ることができる。
(もっと読む)
ポリエチレン系樹脂多層発泡シート及びその成形体
【課題】成形性に優れ、連続成形が可能な、無架橋のポリエチレン系樹脂多層発泡シートを提供すること。
【解決手段】分岐状低密度ポリエチレンを主成分とするポリエチレン系樹脂発泡層の少なくとも片面に、ポリエチレン系樹脂層が積層されている、厚み1〜10mm、見掛け密度15〜460g/L、連続気泡率40%以下のポリエチレン系樹脂多層発泡シートにおいて、該樹脂層の坪量が15〜100g/m2であり、該樹脂層を構成するポリエチレン系樹脂が、直鎖状低密度ポリエチレン、又は直鎖状低密度ポリエチレンと分岐状低密度ポリエチレンとの混合物からなり、該樹脂層についての熱流束示差走査熱量測定により得られるDSC曲線における、該発泡層の最大融解ピーク温度T℃以下の温度範囲の低温部融解熱量:A(J/g)と、T℃以上の温度範囲の高温部融解熱量:B(J/g)とを特定の関係とする。
(もっと読む)
多層発泡体の製造方法
【課題】表面に凹凸のある形状の多層発泡体を、発泡体における発泡倍率が高くなるように製造する場合であっても、低コストに、かつ、発泡体の見かけ密度が偏ることなく製造する。
【解決手段】樹脂成形品の成形装置10は、3つのTダイを、各Tダイの押出スリットが下向きに略平行となるように並べて備える。中央の押出スリットからは、発泡層によるシート状パリソンが単層で押し出され、その両サイドの各押出スリットからは非発泡層のシート状パリソンが単層で押し出され、これら3枚のシート状パリソンが一対の分割金型の間の位置に垂下される。こうして一対の分割金型の間に配置された3枚のシート状パリソンを、分割金型により型締めし、成形する。
(もっと読む)
1 - 20 / 507
[ Back to top ]