
Fターム[4F208AA03]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリオレフィン (735)
Fターム[4F208AA03]の下位に属するFターム
ポリエチレン系 (326)
ポリプロピレン系 (273)
C4以上のポリマー系(←ノルボルネン、ブテン) (26)
Fターム[4F208AA03]に分類される特許
1 - 20 / 110
ポリエステル系樹脂組成物の熱成形材料と成形方法
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に粉末状界面活性剤のみを混入させてブロー成形機に投入し、成形時の熱によって上記界面活性剤に含まれる微量な水分を気化させることにより前記課題を解決した。
(もっと読む)
ブロー成形品の製造方法

【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に重曹のみを混入させてブロー成形機に投入し、成形時の熱によって重曹を熱分解させて主原料を発泡させることにより前記課題を解決した。
(もっと読む)
樹脂フィルム付金属製外装材及びその製造方法
【課題】アルミニウムやステンレス等の基材金属に樹脂フィルムをラミネートし又は樹脂塗膜を形成し、その後に深絞り加工、しごき加工又はストレッチドロー加工等の厳しい成形加工を施した場合であっても、そのラミネートフィルム又は樹脂塗膜が剥離しないような高い密着性を付与することができ、更には酸や溶剤等に長時間接触しても高い密着性を維持し得る耐薬品性に優れた樹脂フィルム付金属製外装材を提供する。
【解決手段】基材金属1と、基材金属1の一方又は両方の面に設けられた下地皮膜2と、下地皮膜2上に設けられたラミネートフィルム又は樹脂塗膜3とを有し、その下地皮膜2が金属亜鉛皮膜又は金属亜鉛含有皮膜である樹脂フィルム付金属製外装材。このとき、金属亜鉛皮膜又は金属亜鉛含有皮膜は、置換めっき法又は電気めっき法で形成することが好ましい。
(もっと読む)
自動車用内装品表皮の製造方法
【課題】テアラインの位置精度を、テアライン加工後の検査を行なうことなく保証する。
【解決手段】自動車用内装品表皮の製造方法は、表皮中間体形成工程、表皮中間体装着工程及びテアライン加工工程を備える。表皮中間体形成工程では、表皮部32と、位置決め部39を有する余剰部33とを備える表皮中間体31を形成する。表皮中間体装着工程では、上記表皮中間体31を、位置決め部39において、治具に設けられた被位置決め部に対し係合させた状態で同治具に装着する。テアライン加工工程では、表皮中間体31における表皮部32の裏面にテアラインを加工する。さらに、上記表皮中間体形成工程で表皮中間体31を形成する際に、表皮部32の裏面であって、テアラインが加工される予定のテアライン加工予定部34の近傍にマークを形成するとともに、マークの位置を確認したうえで上記テアライン加工工程を実施する。
(もっと読む)
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
光反射成形体の製造方法及び金型
【課題】本発明は、優れた光反射性能及び光拡散性能を有する光反射成形体の製造方法を提供する。
【解決手段】 本発明の光反射成形体の製造方法は、光反射板を金型を用いて熱成形することによって光反射成形体を製造する光反射成形体の製造方法であって、上記金型の成形面には凹凸部が形成されており、上記成形面の凹凸部はその表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmであり、上記光反射板を加熱しながら上記金型の成形面に押し付けることによって上記金型の成形面に沿って成形すると共に、上記光反射板の表面に上記金型の成形面の凹凸部を転写して、表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmである凹凸面を有する光反射成形体を製造することを特徴とする。
(もっと読む)
真空成形用成形型及び樹脂成形品
【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
(もっと読む)
ダイレクトブロー容器の製造方法及び包装体
【課題】燃料や薬品のバリア性能及び酸素等の各種ガスのバリア性能に優れ、さらには変形のない実用的なダイレクトブロー容器の製造方法を提供する。
【解決手段】ポリオレフィン(A)60〜90質量%、酸変性ポリオレフィン(B)5〜30質量%、メタキシリレン基含有ポリアミド(C)2〜35質量%を含有し、ポリオレフィン(A)中にメタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器の製造方法は、押出機から吐出される溶融樹脂が流れる流通孔と下側に開口している開口部を有する筒状の中空部であって中空部の上側に流通孔が開口する筒状の中空部とを有するダイボディーと、上側に先端部を有するマンドレルであって先端部が流通孔の端部の開口に向くように、中空部に配置されたマンドレルと、ダイボディーの中空部とマンドレルとの間の流路クリアランスが樹脂流路を形成するように、流路クリアランスに形成され、マンドレルをダイボディーの中空部の内部に保持するサポート部と、を備えるダイを使用する。
(もっと読む)
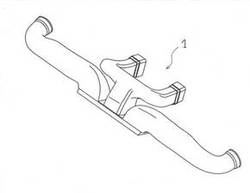
ダクトの成形方法及びダクト
【課題】ピンホールを発生させることなく、ダクト内面に整流板を有するダクトを提供する。
【解決手段】パーティングライン(PL)を介して接着される第1の壁部(201)と第2の壁部(202)とを有して構成する樹脂製のダクト(200)であり、少なくとも一方の壁部(201,202)の内面に凹部(300)を有し、凹部(300)に整流板(27)が取り付けられている。
(もっと読む)
押出ブロー成形用の高耐衝撃性ポリオキシメチレン
【課題】本発明の目的は、ポリオキシメチレンをベースとする成形用組成物を使用して、押出ブロー成形によってVOCまたは圧縮ガス用の容器を製造する方法であって、均一な押出挙動およびパリソンの垂れ下がり低減が認められ、均一な壁厚および十分な衝撃特性を有する容器が得られる方法を提供することである。
【解決手段】十分な押出性を示し、かつ押出ブロー成形プロセスにおける十分に形状が均一なパリソン、十分な耐衝撃性、ならびに揮発性有機化合物および圧縮ガスに対して十分な低透過性を生じる、ポリオキシメチレンをベースとする成形用組成物は、少なくとも1種のポリオキシメチレン、少なくとも1種の熱可塑性エラストマー、および少なくとも1種のカップリング剤を含む組成物によって得ることができる。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
薬液容器の製造方法および薬液容器
【課題】コールドパリソン法射出延伸ブロー成形後に別途の熱処理を行うことなく、薬液容器に耐熱性を付与する手段を提供する。
【解決手段】DSC測定により観測される最も高温側の吸熱ピークのピーク温度が120〜180℃の範囲であり、かつ230℃、荷重21.2Nの条件下で測定されるメルトフローレートが0.3〜10g/10分の範囲である樹脂材料からプリフォームを作製する工程と、前記樹脂材料の全体質量に対して35質量%の樹脂材料が溶融する温度を下限温度とし、前記ピーク温度よりも5℃低い温度を上限温度とする範囲の温度に前記プリフォームを加熱する工程と、前記プリフォームを軸方向に伸張させる工程と、伸張させた前記プリフォームを、軸方向に直交する面の長軸と短軸との比(長軸/短軸)が1〜5である形状を有する金型内で加圧する工程と、を含む、薬液容器の製造方法および薬液容器である。
(もっと読む)
車両用防音材
【課題】製品の厚みや精度と防音性能との高度な両立を図り、合わせて、さらなる製造コストの低減を図った車両用防音材を提供する。
【解決手段】車室内側に位置する第一吸音材120と、両面にホットメルト142を有する非通気フィルム141からなる非通気材140、車室外側に位置する第二吸音材130と、をこの順に積層して、二枚の熱盤51間に挟み熱風を供給することによりホットメルト142を溶融させて積層体とし、第一吸音材120を下型側にして積層体をコールドプレスにより成形し、成形と同時に上型から圧力気体を供給して圧空することにより非通気材140に加圧して第一吸音材120を圧縮成形し、第一吸音材120と非通気材140と第二吸音材130とを接着した後、増大したプレスストロークによりトリミング加工を行い車両用防音材とする。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
2軸延伸成型品
【課題】基本物性が大きく損なわれずに、酸素ガスバリアー性の改善された食品容器や薬品容器などの2軸延伸成形品を廉価に提供する。
【解決手段】2軸延伸成形品は融点が160℃以下の滑剤、可塑剤などの低分子量ポリマー添加剤を層間剥離した有機化クレイの50重量%以上、前記有機化クレイを5重量%以下、2重量%以上含有するマスターバッチを希釈し、希釈後も前記有機化クレイが総重量の0.08重量%以上、1.25重量%以下、前記添加剤が0.1重量%以上を含有し、前記有機化クレイが2軸配向し、分散した熱可塑性付加重合ポリマー2軸延伸成型品である。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、100℃で15分間の加熱後の加熱収縮率が3.2%以下であり、かつ該ポリエステルフィルムの引張弾性率が1000〜3500MPaであることを特徴とする真空成形用化粧シートである。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材2上に装飾層3、接着層4、及び透明樹脂層5をこの順に積層してなる真空成形用化粧シート1であって、基材2がポリオレフィンフィルムからなり、透明樹脂層がポリエステルフィルムからなり、該装飾層3を構成するインキにおける樹脂固形分に対する顔料の比率が0.3〜1.5であることを特徴とする真空成形用化粧シートである。
(もっと読む)
真空成形用化粧シート
【課題】優れた成形加工性を有し、かつ成形加工後に層間での剥離が生じない、三次元加工などに好適な真空成形用化粧シートを提供すること。
【解決手段】基材上に装飾層、接着層、及び透明樹脂層をこの順に積層してなる真空成形用化粧シートであって、基材がポリエステルフィルムからなり、透明樹脂層がポリオレフィンフィルムからなり、該ポリオレフィンフィルムの引張弾性率が330MPa以下であり、かつ100℃で15分間の加熱後の加熱収縮率が3.2%以下であることを特徴とする真空成形用化粧シートである。
(もっと読む)
1 - 20 / 110
[ Back to top ]