
Fターム[4F208AA20]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | 不飽和カルボン酸系(カルボン酸金属塩、アクリルアミド、アクリロニトリル) (82)
Fターム[4F208AA20]の下位に属するFターム
メタクリル酸、アクリル酸エステル系樹脂 (64)
アイオノマー樹脂 (10)
Fターム[4F208AA20]に分類される特許
1 - 8 / 8
フッ素変性クロム触媒を用いて製造される高密度ポリオレフィンから作製される中空プラスチック製品
【課題】1個以上の開口部を有し且つ1層以上の層構造である中空プラスチック製品を提供する。
【解決手段】該中空プラスチック製品は、フッ素変性クロム触媒を用いて製造されたポリオレフィンから作製される1層以上の層を含んでいる。プラスチック燃料容器、ガソリンのキャニスター、プラスチックタンク、またはプラスチックボトル等として使用する方法。
(もっと読む)
容器の製造方法
製品を製造する方法は、パリソンを押し出す工程と、部分的に膨張したパリソンをカットすることによって、あるいは、長手方向に薄い部分を引っ張ることによって、パリソンを半分に分割する工程と、対応する分割金型に対して分割パリソンを成形する工程と、を有する。また、製品を製造する方法は、分割パリソンおよび/または分割金型にフィルムを貼る工程と、多層製品の各半分を製造するために、分割金型に対してフィルと分割パリソンを成形する工程と、を有する。前記方法を行う装置についても、開示されている。 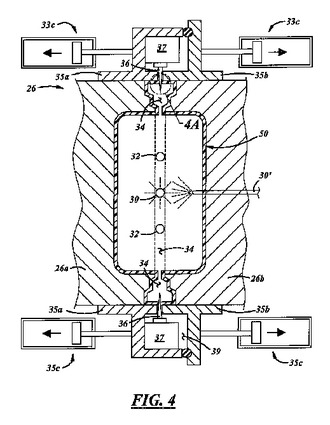 (もっと読む)
(もっと読む)
発泡壁を有する容器の外観を変化させる方法
容器の外観を変化させる方法を開示する。該方法は、壁部に非反応性ガスを閉じ込めたポリマー予備成形物を射出成形し、予備成形物をポリマー軟化温度より低い温度に冷却し、予備成形物をポリマー軟化温度よりも高い所定温度に再加熱し、再加熱した予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含ませた微孔質発泡ポリマーから本質的になる容器を作製する工程を有する方法で、容器の外観は上記所定温度に応じて変わる。 (もっと読む)
フォーム層を有する複合成形容器
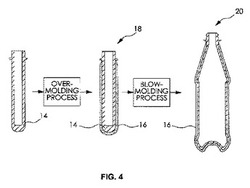
複合成形プレフォーム及びこれから吹込成形された容器が開示され、複合成形プレフォーム及び複合成形容器は、外側発泡層を有する。 (もっと読む)
加飾シート、多層成形品およびその製造方法
【課題】簡便な方法で製造することができ、熱成形性に優れる加飾シートであって、しかも成形品の表層とする場合に耐擦傷性に優れる成形品が得られる加飾シートを提供する。
【解決手段】第1の熱可塑性樹脂からなる層を有する支持体の表面に、水酸基とカルボキシル基とを、水酸基:カルボキシル基=30:70〜95:5(個数比)で含む第1の重合体成分と、第1の無機層状化合物と、第1のアルカリ金属イオンとを含有する第1の樹脂組成物からなる第1の被膜が形成されてなる加飾シート。
(もっと読む)
深絞り成形容器およびそれを用いた包装体

【課題】 例えば医薬品のように構成成分が重視される内容物の輸送・保管に特に好適に使用することのできる深絞り成形容器およびそれを用いた包装体を提供する。
【解決手段】 本発明に係る深絞り成形容器10は、外側から、少なくとも、成形性を有する樹脂のフィルム6と、バリアー性及びヒートシール性を有する樹脂層2とを接着層4を介して順次に積層してなる深絞り用包装材料を真空・圧空成形してなる深絞り成形容器であって、前記のバリア−性及びヒ−トシ−ル性を有する樹脂層2が、エチレン・ビニルアルコール共重合体、またはポリアクリロニトリルからなることを特徴とする。
(もっと読む)
プレス加工機およびそれを用いたひだ付きカップ製造方法
【課題】 ひだ付きカップ側面が開くことなく、かつ溶融や詰まりを起こさずに効率よくひだ付きカップを製造できる方法と、その方法の実施に用いるプレス加工機とを提供する。
【解決手段】 図1に示す通り、本発明のプレス加工機は、雌型3の下方にひだ付きカップ半成形品保持部材9が取り付けられている。このプレス加工機を用いた製造方法では、ひだ付きカップ半成形品の保持数を前記従来技術と比較して多くできるため、その分プレス加工機内におけるひだ付きカップ半成形品保持時間を長くできる。結果として、押出部によりひだ付きカップ半成形品を雌型縦孔内で押さえつける時間が短くて済み、従来技術と比較してきわめて高い製造効率が得られる。また、ひだ付きカップ製造時の加熱温度を低めにしても効率よく製造することができるため、特に熱による溶融や変質を起こしやすい生分解性プラスチック製ひだ付きカップの製造に役立つ。
(もっと読む)
放射線硬化性積層プレート又はシート
本発明は基盤層少なくとも1つ、及び、50℃未満のガラス転移点を有し、そして、高い二重結合密度を有する放射線硬化性物質を含む最上層を含む、放射線硬化性の積層シート又はフィルムに関する。更に本発明は、前記シート又はフィルムの製造方法及びその使用に関する。 (もっと読む)
1 - 8 / 8
[ Back to top ]