
Fターム[4F208AA29]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 樹脂材料等(主成形材料) (2,080) | ポリアミド(←蛋白質、ナイロン) (106)
Fターム[4F208AA29]の下位に属するFターム
全芳香族ポリアミド (3)
Fターム[4F208AA29]に分類される特許
1 - 20 / 103
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
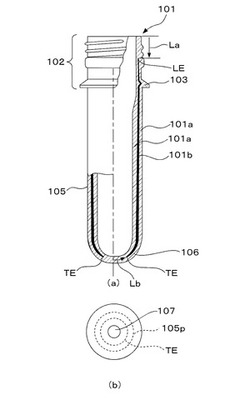
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
自動車用内装品表皮の製造方法

【課題】テアラインの位置精度を、テアライン加工後の検査を行なうことなく保証する。
【解決手段】自動車用内装品表皮の製造方法は、表皮中間体形成工程、表皮中間体装着工程及びテアライン加工工程を備える。表皮中間体形成工程では、表皮部32と、位置決め部39を有する余剰部33とを備える表皮中間体31を形成する。表皮中間体装着工程では、上記表皮中間体31を、位置決め部39において、治具に設けられた被位置決め部に対し係合させた状態で同治具に装着する。テアライン加工工程では、表皮中間体31における表皮部32の裏面にテアラインを加工する。さらに、上記表皮中間体形成工程で表皮中間体31を形成する際に、表皮部32の裏面であって、テアラインが加工される予定のテアライン加工予定部34の近傍にマークを形成するとともに、マークの位置を確認したうえで上記テアライン加工工程を実施する。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
ポリアミド樹脂組成物、および成形体
【課題】曲げ特性および耐熱性を維持しつつ、軽量性、ブロー成形性および表面平滑性に優れたポリアミド樹脂組成物を提供する。
【解決手段】本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)、繊維状粘土鉱物(B)およびカップリング剤(C)を含有し、各成分の質量比率が下記式(I)および(II)を満足するものであり、かつダイスウェル指数が1.1以上、ドローダウン指数が1.5以下であることを特徴とする。
(A)/(B)=75/25〜95/5 (I)
(C)/{(A)+(B)}=0.5/100〜8/100 (II)
(もっと読む)
積層ブロー成形容器及び吸気孔の形成方法
【課題】 本発明の課題は、デラミボトルに関し、第1にポンチカッターの刃先による刃痕を内層に残すことなく吸気孔を形成する方法を創出すること、第2に吸気孔の開口周縁部近傍で外層と内層の剥離がスムーズに、また確実に進行可能な吸気孔の形状を創出することにある。
【解決手段】 吸気孔の形成方法において、ポンチカッターは先端部に筒状刃を有し、この筒状刃の内周面に筒状刃の外層からの後退時に、外層からの抜け防止機能を発揮する係止部を配設したものを使用し、筒状刃を刃先が外層の内表面の直近位置になるまで圧入前進させ、外層を完全に切抜くことなく先端に未切抜き部を周状に残存させた状態とし、次に、筒状刃の後退に伴って係止部の抜け防止機能により、筒状刃内に残留する、未切抜き部を残して切抜かれた切抜き片を後退させ、この後退により未切抜き部を破断して切抜き片を完全に切抜かれた状態とする。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
熱板を用いた熱成形装置及び熱成形方法
【課題】熱板を用いた省エネルギー型の熱成形の技術を提供することを課題とする。
【解決手段】熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形装置1において、前記熱板60の外周60cが断熱材110で囲まれている熱成形装置1。また、熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形方法において、前記熱板60の外周60cを断熱材110で囲み、該熱板60で前記シートS1を接触加熱した後、該シートS1を前記成形手段20により成形する熱成形方法。
(もっと読む)
ダクト一体型フロア嵩上げ材
【課題】軽量化を達成しつつ十分な剛性を確保可能なダクト一体型フロア嵩上げ材を提供する。
【解決手段】上面壁12と裏面壁14との間の周側壁とを有し、周側壁の高さがフロアの嵩上げに利用されるブロー成形による一体中空二重壁構造であって、上面壁12および裏面壁14により内部にエア流路を形成するダクト部と、第1長溝23あるいは第2長溝24の対向する側壁の他方、上面壁12、裏面壁14および周側壁により構成される中空部とが、互いに仕切られる態様で形成され、中空部の上面壁12あるいは裏面壁14の第1長溝23あるいは第2長溝24に沿う縁部には、所定の間隔を隔てて、それぞれ上面壁12あるいは裏面壁14から内方へ突出する溝状であって、第1長溝23あるいは第2長溝24に臨むように開口部を形成した補強リブが複数設けられる、ことを特徴とするダクト一体型フロア嵩上げ材。
(もっと読む)
ダイレクトブロー容器の製造方法及び包装体
【課題】燃料や薬品のバリア性能及び酸素等の各種ガスのバリア性能に優れ、さらには変形のない実用的なダイレクトブロー容器の製造方法を提供する。
【解決手段】ポリオレフィン(A)60〜90質量%、酸変性ポリオレフィン(B)5〜30質量%、メタキシリレン基含有ポリアミド(C)2〜35質量%を含有し、ポリオレフィン(A)中にメタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器の製造方法は、押出機から吐出される溶融樹脂が流れる流通孔と下側に開口している開口部を有する筒状の中空部であって中空部の上側に流通孔が開口する筒状の中空部とを有するダイボディーと、上側に先端部を有するマンドレルであって先端部が流通孔の端部の開口に向くように、中空部に配置されたマンドレルと、ダイボディーの中空部とマンドレルとの間の流路クリアランスが樹脂流路を形成するように、流路クリアランスに形成され、マンドレルをダイボディーの中空部の内部に保持するサポート部と、を備えるダイを使用する。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの遮音性、通気性を含む性能あるいは品質を維持しながら、良好な成形性を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】大中空部18に相当する第2密閉空間、ダクト部22に相当する第3密閉空間と前記凹部において連通した小中空部に相当する第1密閉空間および捨て袋118を形成する段階と、第2密閉空間および捨て袋それぞれに相当する筒状パリソンの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、大中空部およびダクト部、さらに連通路を通じて小中空部を成形する段階と、捨て袋を切断して、ダクト部に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しながら、軽量化を確保しつつ効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】上面壁と裏面壁との間の高さがフロアの嵩上げに利用される中空二重壁構造であって、上面壁において、中空部18に相当する第1密閉空間および捨て袋118を形成する段階と、第1密閉空間および捨て袋118に相当する筒状パリソンPの部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、溶融状態の筒状パリソンを膨張させて、対応する分型金型のキャビティの表面に向かって押し付けることにより、筒状パリソンPを賦形して、中空部18およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
ダイレクトブロー容器
【課題】バリア性及び強度に優れるダイレクトブロー容器を提供する。
【解決手段】ポリエチレン(A)60〜90質量%、酸変性ポリエチレン(B)5〜25質量%、及びメタキシリレン基含有ポリアミド(C)5〜35質量%を含有し、前記ポリエチレン(A)中に前記メタキシリレン基含有ポリアミド(C)が層状に分散しているダイレクトブロー容器であって、ピンチオフ部の一部または全部に突起部を有しており、該突起部の幅(W)がパリソン厚み(T)の0.2倍以上かつ2倍未満であるダイレクトブロー容器。
(もっと読む)
押出ブロー成形用の高耐衝撃性ポリオキシメチレン
【課題】本発明の目的は、ポリオキシメチレンをベースとする成形用組成物を使用して、押出ブロー成形によってVOCまたは圧縮ガス用の容器を製造する方法であって、均一な押出挙動およびパリソンの垂れ下がり低減が認められ、均一な壁厚および十分な衝撃特性を有する容器が得られる方法を提供することである。
【解決手段】十分な押出性を示し、かつ押出ブロー成形プロセスにおける十分に形状が均一なパリソン、十分な耐衝撃性、ならびに揮発性有機化合物および圧縮ガスに対して十分な低透過性を生じる、ポリオキシメチレンをベースとする成形用組成物は、少なくとも1種のポリオキシメチレン、少なくとも1種の熱可塑性エラストマー、および少なくとも1種のカップリング剤を含む組成物によって得ることができる。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
バリア性を有する容器及びその製造方法
【課題】多層又は単層のプラスチック容器の製造方法が開示されている。この容器は、(i)ポリエステル樹脂、好ましくはポリエチレンテレフタレートのような芳香族ポリエステル樹脂と、(ii)ポリアミド材料、好ましくは芳香族ポリアミド材料と、(iii)脱酸素材料、好ましくは遷移金属と、から調製されるバリア層を有している。また、本発明は、多層又は単層の本体を有する容器を提供する。
【解決手段】バリア層の調製に於いては、最初に予備成型物が、希釈剤ポリエステル、ポリアミド材料、及び脱酸素材料を含むプレブレンドが射出成形プロセスの間にベースポリエステルに添加される射出成形プロセスで調製される。次に、予備成型物が延伸されて容器が形成される。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
樹脂製容器、及び樹脂製容器の製造装置
【課題】容器本体に部分的に形成される被覆層を、該被覆層が形成されない部位との境界部分において厚みを変化させることで、より一体感のある装飾デザインを施したりすることができる樹脂製容器、及び樹脂製容器の製造装置を提供する。
【解決手段】樹脂製容器1は、押出機から押し出されたパリソンをブロー成形することによって製造される樹脂製容器1であって、容器本体2と、前記容器本体2の全部又は一部を覆う被覆層とを少なくとも備え、前記被覆層3が、高さ方向に沿って、0.1〜1.5μm/mmの減少率で連続的に厚みを減じる肉厚減少部6を有し、前記被覆層3が、高さ方向に沿って厚みを減じながら消失する構成とする。
(もっと読む)
コルゲートチューブ製造方法及びコルゲートチューブ
【課題】より軽量なコルゲートチューブ及び該コルゲートチューブの製造方法を提供する。
【解決手段】(a)一方向に交互に連続する環状の大径部12及び小径部18と、大径部12の外周面から外周側に突出する中空状の中空突部16とを有する筒状部材を成形する工程と、(b)前記筒状部材から、中空突部16を切り落とす工程とを備えるコルゲートチューブの製造方法。環状の大径部と小径部とが延在方向に交互に連続して設けられた略筒状に形成され、前記大径部の外周部には、内外方向に貫通する孔部が形成されているコルゲートチューブ。
(もっと読む)
1 - 20 / 103
[ Back to top ]