
Fターム[4F208AB25]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 添加剤、配合剤 (552) | 形状 (61) | 短繊維、ウイスカー (42)
Fターム[4F208AB25]に分類される特許
1 - 20 / 42
積層パネル及びその成形方法
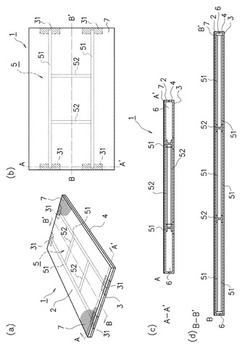
【課題】互いに異方向を向く補強材が所定の位置に精度良く配置され、効率的に強度を得ることが可能な積層パネルを提供する。
【解決手段】別部材と所定の当接面(31)で当接する積層パネル(1)であり、当接面(31)に架け渡されるように配置される第1の補強材(51)と第2の補強材(51)と、第1の補強材(51)と第2の補強材(51)との間に介在する第3の補強材(52)と、で構成する補強材ユニット(5)と、補強材ユニット(5)の上下面から補強材ユニット(5)を挟持する樹脂基材(2,3)と、を有することを特徴とする。
(もっと読む)
炭素繊維入り樹脂シートの搬送装置

【課題】加熱軟化させた炭素繊維入り樹脂シートを、位置決め精度よくプレス装置へ搬送することができる経済性に優れた搬送装置を提供する。
【解決手段】加熱炉において加熱された炭素繊維入り樹脂シートWをプレス装置まで搬送する炭素繊維入り樹脂シートWの搬送装置であり、加熱炉とプレス装置との間を移動するスライダ4と、その上に搭載され、炭素繊維入り樹脂シートWの両端部をチャックして張力を加えるシート保持手段10とを備えたものである。シート保持手段10はチャック爪13、16と、これらのチャック爪を外側に変位させる張力付与手段19と備えた構造とすることができる。またシート保持手段10は、保持枠の内側に配置されたスプリング付きの保持金具と、この保持枠をチャックするチャック爪とを備えた構造としてもよい。
(もっと読む)
成型品の製造方法
【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されてなるニードルパンチ短繊維不織布であり、該バインダー短繊維が結晶性ポリエステルからなる単相型の形態であり、該結晶性ポリエステルが結晶融点100〜200℃で、ジカルボン酸成分としてテレフタル酸を主成分としジオール成分として1,6−ヘキサンジオール、ブタンジオール、エチレングリコールの少なくともいずれか1つ以上を含むポリエステルであり、熱成型の際に熱を付与することにより該結晶性ポリエステルを溶融させて所定の成型枠にて成型する。
(もっと読む)
成型品の製造方法
【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されたものであり、該バインダー短繊維が結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルがテレフタル酸を主成分とするジカルボン酸成分と1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、(R−Tm)が5以下であり、結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で熱を付与することにより、所定の成型枠にて成型する。
(もっと読む)
樹脂シートの成形方法、樹脂シートの成形装置及び樹脂部品の製造方法
【課題】従来よりも成形性が向上した成形技術を提供すること。
【解決手段】予備加熱した樹脂シート10を型形状に成形する樹脂シート10の成形方法において、樹脂シート10を凹型21の周縁部213に載置する第1ステップと、前記凹型21の上方に対向して設けられた凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押圧することで、樹脂シート10の周縁部の少なくとも一部を凹型21の周縁部213から浮き上がらせながら、樹脂シート10を凹型21方向に押し込む第2ステップと、凹型21の周縁部213とそれに対向して設けられたブランクホルダ41とで樹脂シート10の周縁部を挟持しながら、さらに凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押し込む第3ステップと、を有する。
(もっと読む)
基材成形装置
【課題】基材の搬送不具合の発生を防止ないし抑制できる基材成形装置を提供する。
【解決手段】基材成形装置であって、板状体Wを加熱する予備加熱装置50と、板状体Wを吊り下げた状態のハンガー30を予備加熱装置50内へと搬入するためのガイドレール82及び第1スライドレール58a及び接続レール86と、接続レール86上に配されたハンガー30と当接し、接続レール86に沿ってハンガー30を予備加熱装置50外から予備加熱装置50側へ押し込むハンガーロッド76と、接続レール86に沿って筒状に延びる第1シリンダ74と、第1シリンダ74が作動することによって第1シリンダ74の延びる方向に沿って移動する第1移動部78とを備え、ハンガーロッド76は、第1シリンダ74外に配され、第1移動部78と接続されると共に、第1移動部78の移動に伴って予備加熱装置50外から予備加熱装置50側へ移動する。
(もっと読む)
自動車のラゲッジルーム用ボード及びその製造方法
【課題】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される、1対の中空ボード部と該中空ボード部間に圧縮薄肉化したヒンジ部を一体に設けてなるボードにおいて、特にそのヒンジ部における強度及び耐久性の向上と、ボード全体における外観の向上を図ることができるようにした自動車のラゲッジルーム用ボード及びその製造方法を提供する。
【解決手段】強化繊維材を混入させたプラスチック材を分割金型間に配置して成形される1対の中空状をした前後のデッキボード部17a,17bと、デッキボード部17a,17b間に圧縮薄肉化してなるヒンジ部17cを一体に設けてなるデッキボード17において、ヒンジ部17cの裏面側に、成形過程の溶解樹脂が浸透されて付着された不織布22を設けた。
(もっと読む)
真空成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いた真空成形方法において、作業性と深絞り形状に優れる真空成形方法および真空成形で得られた成形体の提供。
【解決手段】
本発明は成形体を構成するための(a)強化繊維と(b)熱可塑性樹脂からなる(c)繊維強化熱可塑性樹脂組成物からなるシートと、賦形性を向上させるための(d)樹脂フイルムからなる(e)真空成形用シートを、ヒーターで加熱溶融させた後、真空引き機構を備えた金型にセットし賦形、固化させることを特徴とする繊維強化熱可塑性樹脂組成物の真空成形方法である。
(もっと読む)
シート状の成形材料とその成形方法
【課題】成形型に形成されている排気口を塞ぐことのないプリプレグ等のシート状の成形材料とその成形方法との提供。
【解決手段】合成樹脂成分と強化繊維成分とを含むシート状の成形材料1における上面1bと下面1aとのうちの一方の面が成形材料1とともに変形して成形型12の表面12aに密着可能な第1の熱可塑性合成樹脂フィルム2で被覆され、成形材料1がそのフィルム2との複合体3を形成する。複合体3はフィルム2が成形型12の表面12aに密着するようにして成形される。
(もっと読む)
成型品の製造方法
【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維を含むニードルパンチ短繊維不織布であり、該バインダー短繊維が、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルが結晶融点(Tm)が100〜150℃でテレフタル酸を主成分とするジカルボン酸成分と1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、非晶性ポリエステルの流動開始温度の値から結晶性ポリエステルの融点の値を除した値(R−Tm)が5以下、熱成型の際に該ニードルパンチ短繊維不織布に熱を付与することにより該結晶性ポリエステルを溶融させると同時に該非晶性ポリエステルを軟化させて所定の成型枠にて成型する。
(もっと読む)
ブロー成形品およびその製造方法
【課題】ポリフェニレンスルフィド樹脂を含有するポリマー組成物から製造されたブロー成形品(中空成形品)を提供する。
【解決手段】本発明のポリマー組成物は、ポリフェニレンスルフィド樹脂に加えて、ガラス繊維などの補強剤、および有機シランカップリング剤と耐衝撃性改良剤の組み合わせをさらに含有する。アミノシランカップリング剤と耐衝撃性改良剤の組み合わせは、この組成物の高せん断粘度を増大することなく、この組成物の低せん断粘度および溶融強度を大幅に増大させることが見出された。低せん断粘度が増大すると、この組成物は、複雑な形状の成形品に特によく適合するようになる。ブロー成形品を製造する場合、例えば、この組成物は、より高い押出量および押出速度で内面平滑度を向上させる一方で、肉厚をより良好に制御できるようにする。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
基材成形装置
【課題】支持軸体が設けられた保持装置を搬送する際に保持装置が支持軸体の軸線を中心として揺動することを規制することができる技術を提供する。
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを搬送し、所定の形状に成形する基材成形装置であって、板状体Wの上方に配置されたシャフト32を有し、このシャフト32に板状体Wの上端部を保持するクランプ34が設けられたハンガー30と、シャフト32を移動させることでハンガー30を搬送するハンガー受け渡し機構と、シャフト32がシャフト32の軸線を中心として回動することを規制する第1規制部39a及び第2規制部39bとを備える。
(もっと読む)
基材成形装置及び基材の製造方法
【課題】基材を吊り下げた状態で搬送する際に、基材を所定の位置にて精度良く停止させることができる基材成形装置及び基材の製造方法を提供する。
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体を吊り下げた状態で搬送し、所定の形状に成形する基材成形装置であって、板状体を吊り下げることにより該板状体を保持するハンガー30と、板状体の搬送方向に沿って延設された第1スライドレール58aと、を備えている。ハンガー30には、第1スライドレール58aに載置されることでハンガー30を移動可能に支持するローラ36が設けられている。第1スライドレール58aには、ローラ36と係合することにより、ハンガー30の第1スライドレール58aに沿った移動を規制する係合面61a、61bが設けられている。
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 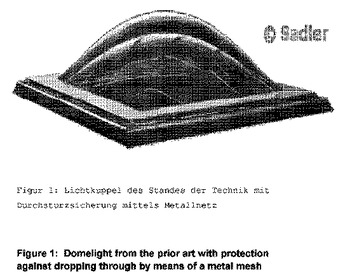 (もっと読む)
(もっと読む)
繊維強化ブロー成形体及びその製造方法
【課題】長繊維材料で強化した繊維強化ブロー成形体の横方向の曲げ強度及び耐衝撃強度を向上させて、このブロー成形体の縦割れしやすい性質を改善する。
【解決手段】長繊維材料と短繊維材料の両方を強化材として含む繊維強化ブロー成形体。ブロー成形体は、直径2μm以上100μm以下、長さ2mm以上30mm以下の長繊維材料を、プラスチック材料に対して1質量%以上30質量%以下の割合で含み、さらに直径2μm以上100μm以下、長さ2mm未満の短繊維材料を含む。長繊維材料は、ブロー成形体の縦方向(パリソンの押出方向)に配向している。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
板状体加熱装置および基材の製造方法
【課題】加熱ムラをなくし、加熱時間を短縮して生産性を向上させる。
【解決手段】本発明は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する予備加熱装置50であって、過熱水蒸気Sを生成する過熱装置54と、過熱水蒸気Sを板状体Wに噴出する複数の噴出部51と、複数の噴出部51が配設されてなる噴出部配管52とを備え、噴出部配管52は、過熱水蒸気Sを一側から他側に送る複数の一側配管52Aと、過熱水蒸気Sを他側から一側に送る複数の他側配管52Bとを備えて構成され、一側配管52Aと他側配管52Bが隣り合って互い違いに並んで配置されている構成としたところに特徴を有する。
(もっと読む)
車両座席背もたれ構造
本発明は、車両座席用の背もたれ構造(3)、及び車両座席用の背もたれ構造(3)を製造する方法に関する。背もたれ構造(3)は、背後パネル要素(2)及び背もたれフレーム要素(1)を有する。背後パネル要素(2)及び背もたれフレーム要素(1)は互いに固定される。背後パネル要素(2)又は背もたれフレーム要素(1)の少なくとも1つは熱可塑性の複合材料で設けられる。熱可塑性の複合材料は熱可塑性の合成材料及び補強材料を含む。熱可塑性の複合材料に対して、補強材料は50wt−%以上を占める。 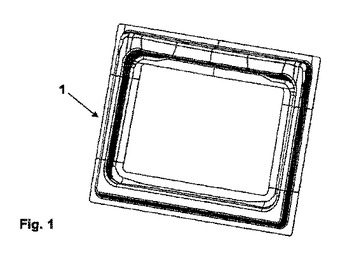 (もっと読む)
(もっと読む)
外枠およびその製造方法
【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
1 - 20 / 42
[ Back to top ]