
Fターム[4F208AF16]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 表面の性状、外観に特徴ある成形品 (161) | その他の表面性状、外観の特徴(←ラベル) (15)
Fターム[4F208AF16]に分類される特許
1 - 15 / 15
車両用装飾成形品の製造方法
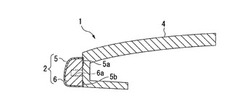
【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
ラメ状加飾多層ブロー成形ボトル

【課題】ラメ状の加飾効果もつラメ状加飾多層ブロー成形ボトルを提供する。
【解決手段】最外層に、熱可塑性樹脂中に最大径が0.01〜1.0mmの薄い光沢片を分散させたの加飾樹脂層を設ける。又は、最外層に、熱可塑性樹脂中に最大径が0.01〜1.0mmの薄い光沢片を分散させた加飾樹脂層を設け、この加飾樹脂層の内側次層に、熱可塑性樹脂中に着色顔料を分散させた着色樹脂層を設ける。又は、最外層に透明な熱可塑性樹脂からなる透明樹脂層を設け、この透明樹脂層の内側次層に、熱可塑性樹脂中に最大径が0.01〜1.0mmの薄い光沢片を分散させた加飾樹脂層を設ける。又は、最外層に透明な熱可塑性樹脂からなる透明樹脂層を設け、該透明樹脂層の内側次層に、熱可塑性樹脂中に最大径が0.01〜1.0mmの薄い光沢片を分散させた加飾樹脂層を設け、該加飾樹脂層の内側次層に、熱可塑性樹脂中に着色顔料を分散させた着色樹脂層を設ける。
(もっと読む)
容器を製造するための方法及び装置
プラスチック物品を製造するための装置(1000)及び方法。装置は、少なくとも1つのパリソン(600)を押し出すよう配置された押出成形機(100)と、パリソンコーティングシステムと、押出パリソンを受容するよう配置された金型(300)とを備える。パリソンコーティングシステムは、粉末材料源(210)と、粉末材料源と相互接続された流体源(220)と、相互接続された流体源と粉末材料源とに接続されたノズル(230)とを備える。ノズルは、押出パリソンと相互作用するスプレーパターンで粉末材料を散布するよう配置される。方法は、プラスチックパリソンを押し出す工程と、パリソンに粉末材料コーティングを施す工程と、コーティングされたパリソンを金型キャビティに入れる工程と、コーティングされたパリソンをキャビティの境界まで膨張させる工程とを含む。 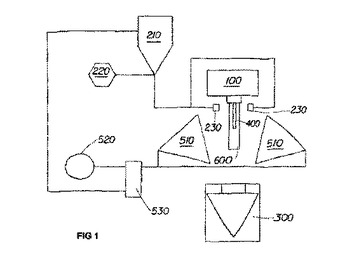 (もっと読む)
(もっと読む)
プレプリント歪みを用いる熱成形物品の製造方法
熱成形物品は、画像を伴う。グリッド画像(12)を伴う第1のシート(10)と、少なくとも2つのキャビティを有する金型とを使用して、キャビティごとにグリッド歪みパターン(16、18)を伴う成形が行われる。初期画像(20、22)が、対応するグリッド歪みパターンと所望の画像とに基づいてキャビティごとに計算される。初期画像は、第2のシート(24)に適用される。第2のシート(24)と金型とを使用して、各物品が所望の画像に実質的に類似した歪んだ画像を伴う、少なくとも2つの物品が製造される。 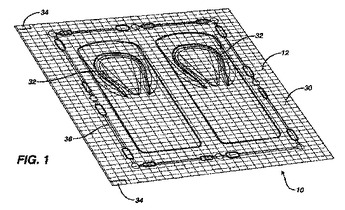 (もっと読む)
(もっと読む)
インサート成形されたRFIDタグを有する成形プラスチック容器及び製造方法
プラスチック容器が、開口端(24)と、基部(26)を含む無孔容器壁と、容器壁において外向きに開くポケット(46)と、ポケット内に配置されたプラスチックハウジング内のRFIDタグ(34)とを有する。RFIDタグを含むハウジングは、ハウジング周囲に容器壁をブロー成形することによりポケット内に捕捉されることが好ましい。ポケット及びハウジングは、好ましくは容器の開口端に対向する容器の基部に、最も好ましくは基部の中央に配置され、ハウジングは、ポケット内への外側開口部を通して容器基部で目に見えることが好ましい。 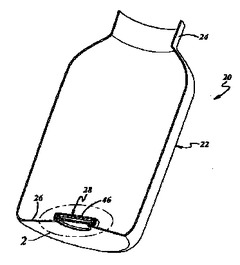 (もっと読む)
(もっと読む)
制電性樹脂成形品及びその二次成形品
【課題】熱成形(二次成形)によって制電性が低下せず、むしろ制電性も透明性も実質的に向上する制電性樹脂成形品と、これを更に熱成形した二次成形品を提供する。
【解決手段】熱可塑性樹脂の透明な基材の表面に、曲がりくねって絡み合う線径が100nm以下、アスペクト比が5以上の極細の長炭素繊維を2〜15重量%含んだ厚さ0.15〜3.5μmの熱可塑性樹脂の透明な制電層を有する成形品であって、3倍の成形倍率で更に熱成形したときの制電層の表面抵抗率が熱成形前の制電層の表面抵抗率以下となり、また、1.1〜10倍の成形倍率で更に熱成形したときの全光線透過率が60%以上、ヘーズが20%以下、制電層の表面抵抗率が1012Ω/□未満となる制電性樹脂成形品とする。二次成形品は、この制電性樹脂成形品を1.1〜10倍の成形倍率で更に熱成形したものである。
(もっと読む)
合成樹脂製容器
【課題】 積層構造を有する合成樹脂製容器において、中間層を利用してひび割れ模様等の加飾機能を発揮させることを技術課題とし、後処理工程なしで、今までにない加飾効果を有する合成樹脂製容器を提供することを目的とする。
【解決手段】 少なくとも外層と、内層と、加飾機能を発揮する中間層を有する2軸延伸ブロー成形した積層容器において、中間層を、細分化、若しくは細かく分岐した状態に延伸して積層した構成とする。また、外層と、内層と、少なくとも一つの中間層を有するプリフォームを使用し、このプリフォームの2軸延伸ブロー成形工程において、プリフォームの中間層を細分化、若しくは細かく分岐した状態に共延伸し、加飾機能を発揮する中間層を形成する。
(もっと読む)
加飾シート、熱成形体および加飾積層構造体
【課題】
深みのあるメタリック感に優れ、かつ熱成形性に優れる加飾シートを提供する。
【解決手段】
光輝材およびポリプロピレン系樹脂を含むポリプロピレン系樹脂組成物からなる光輝層(A)と、ポリプロピレン系樹脂からなり、前記光輝層とは異なるクリア層(B)とを含み、前記光輝層(A)およびクリア層(B)が隣接して積層されてなる加飾シートであって、前記光輝層(A)に含まれるポリプロピレン系樹脂が、プロピレン/ブテン−1ランダム共重合体および/またはプロピレン/エチレン/ブテン−1ランダム共重合体である加飾シート。
(もっと読む)
ブロー成形された多層のプラスチック中空体を製造する押出しストレージヘッド及び方法
本発明は、周方向に分配されたプラスチックがホース状の前成形体として押出しピストン(22)によって連続的に、制御可能なリングノズル(24)を介して、内部から押出し可能であるストレージ室(20)の上側に2つ又はそれ以上の周方向分配器(16,18)が配置されているブロー成形機にて、2層又は多層のホース状の前成形体からブロー成形された多層のプラスチック中空体を製造するための押出しストレージヘッド(10)及び方法に関する。本発明によれば先きに担体層として周方向に分配したプラスチックの上に別のプラスチック層(外側の機能層)を施すためにストレージ室(20)と制御可能な前記リングノズル(24)との間に別の周方向分配器(26)が配置され、該周方向分配器(26)が搬送導管(28)を介して、別個の押出機(32)を有する機能層の溶融液状のプラスチックのための別の外部のストレージエレメント(30)に接続されている。 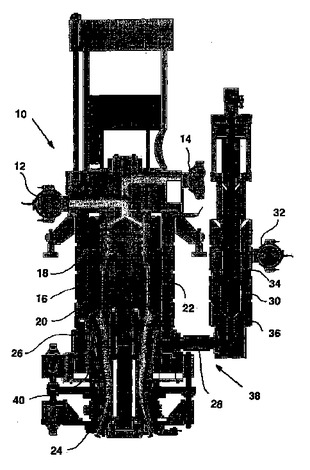 (もっと読む)
(もっと読む)
グラデーション模様付きボトルと、ボトル成形用のプリフォーム
【課題】 2軸延伸ブロー成形ボトルおよびその成形用プリフォームであって、ベース樹脂材料と色装飾樹脂材料とを一体的に射出した際に、プリフォーム成形用の金型内における、ベース樹脂材料の流動による色装飾樹脂材料の層の厚みの漸減現象を利用することにより、色の濃淡変化によるグラデーション模様を現出するボトルおよび、このボトルを確実に成形できるプリフォームを得ることを目的とする。
【解決手段】 胴筒部10の一部を、ベース樹脂材料で成形された本体層6と、ベース樹脂材料とは異なる色の色装飾樹脂材料で成形された色装飾層7との積層構造として、色装飾層7により色装飾部11を現出させ、胴筒部10に位置する色装飾層7の端部である、徐々に肉厚を薄くする肉薄端部8によりグラデーション部12を現出させた合成樹脂製のグラデーション模様付きボトルを、2軸延伸ブロー成形手段により成形することにより、高い装飾効果を発揮するグラデーション模様を現出させる。
(もっと読む)
マーク付きのプラスチック気泡シートおよびその製造装置
【課題】
プラスチックのフィルムを成形してキャップ状の突起を多数形成したキャップフィルム(1)の、キャップの底面に平坦なバックフィルム(2)を貼り合わせてなるプラスチック気泡シートにおいて、特定のキャップ(3)がマークの役割を果たすことにより、さまざまな機能をもつものを提供する。
【解決手段】
特定の位置にあるキャップ(3)に、残りのキャップ(4)とは別の特異な形状をあたえるか、またはキャップの高さを明確に低くすることにより、マークの役割をさせる。特異な形状は、ハート型そのほか、任意に選択することができる。プラスチック気泡シート製造の常用手段である真空成形ロールを使用する製造装置においては、外側(51)の形状が他のキャビティの形状に合致し、内側(52)が特異な形状であって、真空成形ロール上で任意のキャビティに嵌め込んで固定し、また抜き出すことが可能であるプラグ(5)を使用するとよい。
(もっと読む)
金属調装飾部品の製造方法、樹脂成形品の製造方法、及び、金属調装飾部品成形金型
【課題】 金属調成形シートを金属調装飾部品に成形しても、金属調の光沢を良好に保持することが可能な金属調装飾部品の製造方法、樹脂成形品の製造方法、及び、金属調装飾部品成形金型を提供する。
【解決手段】 本発明によれば、シート密着工程前に成形補助型71により金属調成形シート10の一部がシート成形型72に向けて押圧されることで、金属調成形シート10全体或いは金属調成形シート10の弛んだ部分が引っ張られて、金属調成形シート10がシート成形型72の凹凸形状に概ね倣って変形した状態になる。この状態で、シート密着工程を行うので、シート成形型72のうち凹凸の高低差が急激に変化する部分において、金属調成形シート10の肉厚が従来のように局所的に薄くなることが防がれる。これにより、金属調成形シート10を金属調装飾部品29に成形しても、金属調の光沢を良好に保持することができる。
(もっと読む)
押出吹込成形に有用なポリエステル−ポリカーボネートブレンド
押出吹込成形可能なポリカーボネートとコポリエステルとのブレンドが記載されている。これらのブレンドは、好ましくは(I)線状又は分岐ポリカーボネート約1〜99重量%及び(II)(i)約40〜約100重量%の第1のコポリエステルと(ii)約0〜60重量%の第2のコポリエステルとの混合物約1〜99重量%を含む。第1のコポリエステルは、好ましくは(A)テレフタル酸残基を含む二酸残基;(B)約45〜75モル%の1,4−シクロヘキサンジメタノール(CHDM)残基及び約25〜55モル%のエチレングリコール残基を含むジオール残基;並びに(C)約0.05〜1.0モル%の三官能価モノマーの残基を含む。任意の第2のコポリエステルは、好ましくは(A)テレフタル酸残基を含む二酸残基;並びに(B)約52〜90モル%のCHDM残基及び約10〜48モル%のエチレングリコール残基を含むジオール残基を含む。好ましくはコポリエステル混合物II中のCHDM残基の平均量は52〜75モル%の範囲である。意外なことに、第1のコポリエステル中の三官能価残基の存在が、押出吹込成形されるブレンドに充分な溶融強度を与えることができることが判明した。これらのブレンドから製造される容器及び造形品並びにこれらの造形品の製造方法も記載されている。 (もっと読む)
アクリル系組成物
本発明は、熱成形可能なシートに関し、例えば、上面近傍に位置する粒子を含み、熱成形した際のテクスチャーシートが低光沢性でテクスチャー表面を呈し、傷付き、汚れ(成形型に由来する汚れも包含する)、日常の摩耗および露滴に対する表面の感受性がより小さく、表面上に見える油の付着(例えば指紋)が顕著に低減されるようなアクリル系シートに関する。 (もっと読む)
中空のプラスチック予備形成物の製造方法、プラスチック容器の製造方法、その表面上に可視的図案模様を含むプラスチック予備形成物及び容器
本発明は、その表面上に可視的図案模様(7)を含むプラスチック容器(6)を吹込み成形するのに適した中空のプラスチック予備形成物(1)の製造方法に関し、またプラスチック予備形成物で生産されたプラスチック容器に関するものである。本発明の方法は、完成した容器上に異なる審美的効果を達成することを許容し、加えて、これらの容器に滑り防止特性及び/又は心地よい触感を付与してもよい。 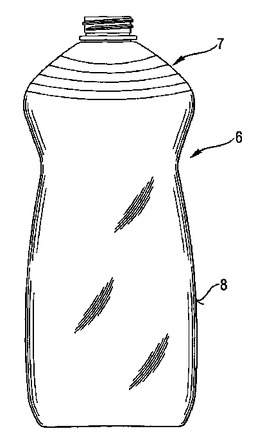 (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]