
Fターム[4F208AG07]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 中空体一般 (1,222)
Fターム[4F208AG07]に分類される特許
1 - 20 / 1,222
型、型押し機、型押し品の製造方法
断熱ボードの製造方法
多層ブロー成形容器
ブロー成形品の製造装置および製造方法
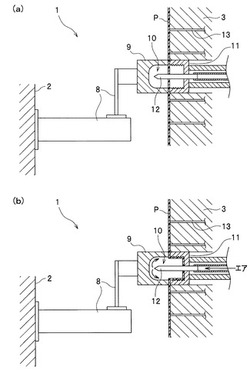
【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
樹脂組成物、その製造方法、成形品およびその製造方法
【課題】工業的規模での生産性が高く、かつ、成形性、耐ドローダウン性に優れた樹脂組成物および耐熱性、耐衝撃性等の機械的強度、表面外観性に優れた成形品およびその製造方法を提供すること。
【解決手段】 末端にカルボキシ基を樹脂中25〜45〔μmol/g〕なる割合で有し、非ニュートン指数が0.90〜1.15であり、かつ300℃で測定した溶融粘度が1,000ポイズ〜3,000ポイズの範囲にあるポリアリ−レンサルフィッド樹脂(A)と、カルボキシ基と反応する官能基を有するポリオレフィン(B)とを、前記ポリアリ−レンサルフィッド樹脂(A)100質量部に対して前記エポキシ基を有するポリオレフィン(B)5〜30質量部となる割合で溶融混合することを特徴とする樹脂組成物の製造方法、当該樹脂組成物を用いた成形品。
(もっと読む)
ブロー成形方法と金型

【課題】
解決すべき課題は、ブロー成形用金型のキャビティー面とバリ逃がし面との連絡部にハサミの刃のように互いにずらして位置づけられた少なくとも1組以上の食切り剪断刃を設けるような方法ではパリソンをせん断するだけで食切り刃によってパリソンを潰していないので、ピンチオフ強度が保持できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形方法であって、分割金型によるパリソンの型締めの際に、食切り刃によってパリソンを押し潰すと共に、押切り刃によってパリソンを押切って引きちぎり、製品部とバリ部とを分離することにより前記課題を解決した。
(もっと読む)
ブロー成形機、金型部品の取り付け方法及び金型ユニット
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
ブロー成形用ポリエチレン系樹脂組成物及びそれよりなるブロー成形体
【課題】ブロー成形加工性に優れたブロー成形用ポリエチレン系樹脂組成物及びそれよりなる成形外観が良好なブロー容器を提供する。
【解決手段】伸長粘度の測定においてひずみ硬化性を有し、好ましくはそれぞれ特定の物性を有する直鎖状ポリエチレン(α)と高圧法低密度ポリエチレン(β)とを含むブロー成形用ポリエチレン系樹脂組成物及びそれよりなるブロー容器。
(もっと読む)
高分岐型インジェクションブロー用ゴム変性スチレン系樹脂組成物及び成形品
【課題】溶融張力と溶融延伸性のバランスに優れる高分岐型インジェクションブロー用ゴム変性スチレン系樹脂組成物と、それから得られる成形品を提供する。
【解決手段】ゴム成分を溶解したスチレンを必須とするモノビニル化合物に、1分子中にビニル基を2以上有し、分岐構造を有する溶剤可溶性多官能ビニル共重合体を、重量基準で100〜3000ppm添加した原料溶液を、重合反応器に連続的に供給して重合させて得られ、溶剤可溶性多官能ビニル共重合体とモノビニル化合物が重合して生じる高分岐型超高分子量共重合体と、モノビニル化合物が重合して生じる線状重合体とを含み、Mwが15万〜40万で、Mz/Mwが2.2〜5.0で、分子量100万〜150万における分岐比gMが0.85〜0.40である高分岐型インジェクションブロー用ゴム変性スチレン系樹脂組成物。
(もっと読む)
成形品の受渡し装置及びブロー成形装置
【課題】 正立搬送に限定されるフランジ支持構造や倒立搬送に限定される倒立支持ピンを用いずに、成形品を受け渡すことができる成形品の受渡し装置を提供すること。
【解決手段】 第1搬送部材720は、成形品2のネック部2Aの外壁の一部を挟持する第1チャック対720A(720B)を含み、第2搬送部材411は、成形品2のネック部2Aの外壁の他の一部を挟持する第2チャック対412を含む。第1チャック対720A(720B)及び第2チャック対412の双方で同時に成形品2を保持した状態から、第1チャック対720A(720B)及び第2チャック対412の一方を他方と干渉せずに開放することで、第1チャック対720A(720B)及び第2チャック対412の間で成形品2を受け渡す。
(もっと読む)
角型樹脂製容器及びブロー成形金型
【課題】
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
(もっと読む)
透明ボトルの製造方法及び透明ボトル
【課題】本発明はプロピレン系樹脂組成物により形成される透明ボトルの製造方法に関し、高い透明度と強度を実現することを課題とする。
【解決手段】
樹脂原料としてプロピレンホモポリマー及び/又はプロピレン共重合体からなる樹脂組成物を原料とし、容量が100〜2,000mlであり、胴部の相当直径と高さの比が1:0.5〜1:5であり、胴部の肉厚が0.7〜1.3mmで、胴部のヘイズ値が5%未満で、かつ胴部の座屈強度が100N以上である透明ボトルを射出延伸ブロー成形法により製造する透明ボトルの製造方法であって、射出成形金型内で110℃以下に冷却してプリフォームを製造する射出成形工程と、前記プリフォームを延伸ブロー成形して透明ボトルを製造する延伸ブロー成形工程と、を有することを特徴とする透明ボトルの製造方法。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
発泡樹脂成形品
【課題】発泡により遮光性が付与されながら、発泡による外観や表面平滑性の低下が有効に抑制された発泡樹脂成形品を提供する。
【解決手段】発泡セルが分布した発泡領域を有する発泡樹脂成形品において、前記発泡領域の少なくとも一方の表層部は、セル径が15μm以下の超微細発泡セルが1×107cells/cm3以上の密度で分布している超微細発泡層1となっていることを特徴とする。
(もっと読む)
ブロー成形用ダイスヘッド、ブロー成形用装置、偏肉パリソン形成方法おおよび異形成形品の製造方法
【課題】 異形成形品を簡便に成形し得るブロー成形用ダイスヘッドを提供すること。
【解決手段】 本発明のブロー成形用ダイスヘッドは、ダイスヘッド本体と、該ダイスヘッド本体の端部に位置する環状のダイスと、該ダイスヘッド本体に挿通しているコアとを備え、該ダイスの開口部において、該ダイスと該コアとにより、環状のパリソン吐出用のノズル口が形成され、該ダイスヘッド本体が、該ダイスを該ダイスの内周面において支持するための支持部を有し、該ダイスが、該ダイスヘッド本体のパリソン吐出方向に対して相対的に往復移動可能かつ傾斜可能となるように、該ダイスの内周面において該支持部により支持され、該ダイスを該ダイスヘッド本体のパリソン吐出方向に対して相対的に往復移動させて、該ノズル口の周方向の厚みを調整し得、かつ、該ダイスを該ダイスヘッド本体のパリソン吐出方向に対して傾斜させて、ノズル口の周方向の厚みを不均一に調整し得る。
(もっと読む)
中空成形機における金型交換方法およびそれに使用する金型交換台車
【課題】吹込装置近傍に他の装置を設置する必要があるいわゆるダブルステーション型中空成形機において、当該他の装置が阻害となって金型交換ができないという問題があった。
【解決手段】交換すべき成形金型3をヘッド2下方にずらし、空いた吹込装置5の下方空間に金型交換台車30を中空成形機前方から進入させ、取り外した成形金型3を一対のプラテン12,13のガイドローラ18,20にて転動させて金型交換台車30の第3ローラ80まで案内し、第2ローラ70、昇降支持体50およびスライド盤43によって方向転換して、第1ローラ60に成形金型3を移動させて中空成形機外に搬出し、新たに取り付ける成形金型3’を金型交換台車30の第1ローラ60に載せて吹込装置5の下方空間に進入させ、新たな金型3’を方向変換して第3ローラ80からガイドローラ18,20へ移動し、成形金型3’を一対のプラテン12,13に取り付ける。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法
【課題】金型交換途中の段階でブローキャビティ割型が型開きされても、上げ底型の落下防止対策を追加する必要がないブロー型ユニットを提供すること。
【解決手段】ブロー成形機の締め/型開装置により移動する第1,第2の型締め板とブロー成形機の昇降装置に連結されるブロー型ユニット200は、第1,第2のブローキャビティ割型210,211及び複数の上げ底型212を有するブロー型と、第1,第2の圧受け板220,221と、第1の固定板と第2の固定板と第3の固定板232と、第3の固定板の第2面より垂下された圧受けロッド234と、第1,第2の固定板の少なくとも一方に固定され、第1,第2のブローキャビティ割型の型閉じ時に第3の固定板が載置される載置部とを有し、圧受けロッド234は、昇降装置の昇降ロッド150に形成された嵌合部151に垂直方向にて嵌合される被嵌合部234Aを有する。
(もっと読む)
1 - 20 / 1,222
[ Back to top ]