
Fターム[4F208AG22]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 中部、胴部 (70)
Fターム[4F208AG22]に分類される特許
1 - 20 / 70
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
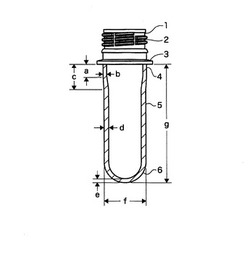
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
合成樹脂製角形壜体
【課題】 本発明は、2軸延伸ブロー成形容器の周壁の角壁や底部のコーナー部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶状の高品位な外観を呈する小型で厚肉の角形壜体を提供することを目的とする。
【解決手段】 合成樹脂製角形壜体において、周壁の外周面の平断面形状を矩形状とした筒状部の上端に円筒状の口部を起立設し、下端を矩形状の底壁で塞いだ有底筒状の射出成形による合成樹脂製プリフォームを使用した二軸延伸ブロー成形品とし、筒状部から相似状に延伸形成された、矩形筒状の胴部を有し、胴部の上端に肩部を介して円筒状の口筒部を起立設し、下端を矩形状の底壁で塞いだ構成とする。
(もっと読む)
燃料タンク構造
【課題】熱可塑性材料製の燃料タンク本体を有する燃料タンク構造において内側に向けて形成された凸部の溶着を抑制可能とする。
【解決手段】燃料タンク本体14には、変形制限凸部20と、変形制限台部22が設けられ、対向面24が変形制限凸部20と対向している。変形制限凸部20と対向面24の少なくとも一方には、燃料タンク本体14の材料よりも高い融点の材料で構成された薄膜層32が設けられる。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
合成樹脂製ブロー成形壜体
【課題】
本発明は、壜体に「凸レンズ」として機能する膨出部分を形成した際に、当該膨出部分を透過した光が意図せず集光することを防ぎ、安全性の高い壜体を提供することを目的とする。
【解決手段】
光透過性のある有底筒状胴部の前後に対向した側壁の、一方の側壁に表示部分を有するラベルを配置し、他方の側壁に該ラベルの貼着面の表示部分が側壁を透過して目視し得る球弧殻形状である膨出部を形成した合成樹脂製ブロー成形壜体に、前記一方の側壁のラベルが貼着されていない部分に、前記膨出部の透過光が一点に集光することを防ぐための集光分散部を形成した。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案する。
【解決手段】外層と内層とを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、胴部10を内方へ凹設した凹陥部30を形成するとともに、胴部10の中心軸に対して接着層20と軸対称位置の凹陥部30内中央部に、内層i相互が融着した状態で外層oと内層iとを突出した形態の板状融着部40を設け、該板状融着部40は、パリソン60の板状融着部該当部を金型により挟持した状態で、ブロー成形して形成した。この板状融着部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
合成樹脂製壜体
【課題】 本発明は、内部の減圧化に伴う胴部の減容変形のし易さを劣化させることなく要求される表示を十分に施すと共に、減容姿勢を自己保持可能とすることにより、壜体に表示を適正に設けると共に、安定した減容変形を得ることを目的とする。
【解決手段】 薄肉にブロー成形された合成樹脂製壜体1において、胴部5と肩部6と底部7により前後に伸縮可能な蛇腹筒状の本体部4を構成することにより、大きなかつ円滑な減容変形を可能とし、本体部4の前壁14さらには後壁14に表示15を好適に施す。
(もっと読む)
インモールドラベル及びインモールドラベル付き合成樹脂成形品
【課題】 本発明は、被貼着体である合成樹脂成形品の機能性に係る要請や、ラベルによる表示性あるいは加飾性に係る要請に応じて、生産性を損なうことなく、また相互のラベル間の貼着位置のズレがないように、合成樹脂成形品の相互に分離した領域にそれぞれラベルを貼付することを技術的課題とするものである。
【解決手段】 インモールド成形により合成樹脂成形品の成形と同時に成形品の表面に貼付されるインモールドラベルおいて、1枚のフィルム片の裏面側の相互に分離した領域に複数のラベル片を積層した構成とし、フィルム片はインモールド成形後にラベル片及び合成樹脂成形品の表面から剥離可能な構成とし、複数のラベル片はインモールド成形後にそれぞれ合成樹脂成形品の表面の相互に分離した領域に貼着される構成とする。
(もっと読む)
合成樹脂製二重容器及びその製造方法
【課題】従来の二重容器やデラミボトルにおける制約や難点を解消するものであり、外殻を形成する外容体と減容変形機能を発揮する内容体からなる二重容器において外容体の口筒部を広口にする等の形状的な制約を小さくし、外容体と内容体の簡略な組付け固定を可能とする合成樹脂製二重容器を提供する。
【解決手段】合成樹脂製二重容器において、外容体11と内容体21は共に合成樹脂製のブロー成形壜体で、内容体は、肩部23から底部25にかけての部分を萎み変形が自在に薄肉に成形したものであり、また内容体は、肩部から底部にかけての部分を萎み状、あるいは押潰し状に縮径変形させて外容体の口筒部12を通して、内部に挿入後、前記縮径変形部分を膨出状に元の形状に復元させたものであり、外容体から内容体が抜け出し不能に、内容体の肩部が外容体の肩部13に下方から係止する構成とする。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 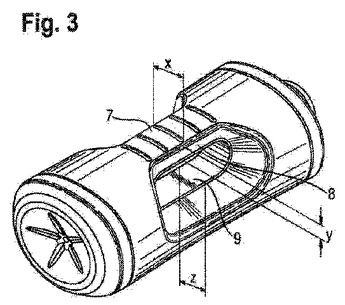 (もっと読む)
(もっと読む)
医療器具を製造するための工程
医療器具(7)を製造することを目的とし、プラスチック原料を押し出して溶融状態のプラスチック原料でできた加熱された管状要素(1)を得る作業と、この管状要素(1)に対してブロー成型を行なって複数の医療用容器(6)を得る作業とを含む工程。工程は、多様な医療用容器(6)の内面(6a)を較正する作業を含んでおり、この作業は、プラスチック原料を押し出す作業の後に行なわれ、各医療用容器(6)の内面(6a)を平滑で切れ目のないものにすることを目的とする。  (もっと読む)
(もっと読む)
容器、金型、および製造方法
【課題】容器を連結した構造物は、容器部分疲労による破損が起因するため容器強化、基礎容器頸部の硬質部の危険性を回避する必要性がある。
【解決する手段】
容器、および構築容器全体を強化するには、各容器内面に部分肉厚を垂直、水平方向、トラスに複数形成し、そのクロス肉厚(骨材構築)部分が容器外圧を内面から補強する。基礎容器の頸部雄ねじ形状に適合する雌ねじ容器を形成することで、その連結部分に緩衝性が生まれた。
(もっと読む)
ブロー成形品の製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、特に該ボスの溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
パリソンの膨張に伴い分割金型内の相対する回動部材と該パリソンとの摩擦力により該回動部材を回動させ、相対する該回動部材間に位置するパリソン部分の延伸度合いを減少させて該パリソン部分の肉厚の薄肉化を緩和させることにより前記課題を解決した。
(もっと読む)
合成樹脂製容器
【課題】使用者が容器を把持したときの撓み変形による容積の減少量を少なくして、内容液の噴きこぼれを防止することができる合成樹脂製容器を提供する。
【解決手段】胴部3の対向する側面のうち少なくとも一方に、容器内方に陥没して他方の側面に近接する把持部6を形成し、開封時又は開封後に把持部6に指を添えて把持した際に、把持部6に作用する把持力によって生じる撓み変形により、胴部3の対向する側面の内面どうしが互いに当接可能となるようにする。
(もっと読む)
合成樹脂製容器及びその成形方法
【課題】 本発明の課題はブロー成形に起因する制約や、金型の作成費用に係る制約を超えて、より自在で多様な形状にブロー成形容器を成形することにある。
【解決手段】 本発明の成形方法は次の(1)〜(3)の工程から成る。
(1)PCTG樹脂製のパリソンをブロー金型内でブロー成形する。
(2)このブロー成形による一次成形品を軟化状態である温度範囲でブロー金型から離型する。
(3)前記軟化状態である温度範囲で、適宜の態様で外力を作用させて一次成形品の周壁に所定の変形領域を形成する。
(もっと読む)
合成樹脂製積層壜体、射出成形装置及び積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブロー成形による合成樹脂製積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された積層壜体、さらにはそのような積層壜体の成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、中間層を形成する円環状の中流路の所定位置から合流点に至る範囲に、この中流路を周方向に複数の流路に分断する遮断縦リブ片を、複数並列状に配設した射出成形装置を用いて、所定の高さ領域に亘って、基体層の間に中間層を積層すると共に、中間層がなく基体層が連結した縦帯状連結部を,周方向に複数並列状に、中心軸方向に沿って延設形成し、この縦帯状連結部により中間層が周方向に分断されたプリフォームを成形する。
(もっと読む)
微細凹凸模様付ブロー成形品の製法およびそれによって得られる微細凹凸模様付ブロー成形品
【課題】ブロー成形品に対し、低コストで多種多様な微細凹凸模様を直接形成することができ、しかもその仕様を柔軟に変更することのできる、優れた微細凹凸模様付ブロー成形品の製法と、それによって得られる微細凹凸模様付ブロー成形品を提供する。
【解決手段】ブロー成形された化粧料容器の胴体部4の側周面全体に、CO2レーザを照射して微細凹凸模様5を形成するようにした。
(もっと読む)
ブロー成形容器と成形方法
【課題】ダイレクトブロー成形品の胴部を、四角螺旋筒状に構成することにより、四角螺旋筒体の外観体裁の面白味を、容器の外観体裁として有効に発揮できるようにする。
【解決手段】ボトル状の合成樹脂製ダイレクトブロー成形品において、胴部3の各稜線5を同一の螺旋状に形成し、四つの前記稜線の内、対向した二つの稜線上にパーティングラインPを位置させ、パーティングラインにより、胴部の外観が損なわれないようにした。
(もっと読む)
合成樹脂製ブローボトルの成形方法
【課題】内容物の充填空間に狭窄部を有する品質の高い合成樹脂製ブローボトルを効率よく成形できる方法を提案する。
【解決手段】ブロー金型7の内側にプリフォームPを配置するとともに狭窄部形成用の中子7aを該プリフォームPに近接せしめ、その状態を保持しつつ延伸ロッド8による該プリフォームPの延伸加工と該プリフォームP内へエアーを吹き込む一次ブロー成形を行い、次いで、一次ブロー成形と同じ圧力の下で一次ブロー成形によって得られた成形体に対してエアーを吹き込んで最終形状に仕上げる二次ブロー成形を行うことによって胴体部分3を少なくとも上下に二分して内容物の充填空間に狭窄部を形成した合成樹脂製ブローボトルを成形するに当たり、一次ブロー成形の際のエアーの吹き込み流量を、二次ブロー成形の際のエアーの吹き込み流量よりも小さく設定する。
(もっと読む)
1 - 20 / 70
[ Back to top ]