
Fターム[4F208AG23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 端部(上下部、頭底部、前後部) (245)
Fターム[4F208AG23]の下位に属するFターム
フランジ部を有するもの (83)
Fターム[4F208AG23]に分類される特許
1 - 20 / 162
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
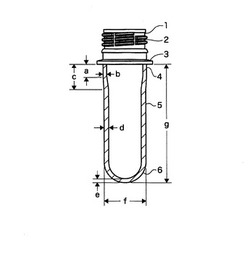
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
改良型プラスチック・プリフォーム
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
合成樹脂製角形壜体
【課題】 本発明は、2軸延伸ブロー成形容器の周壁の角壁や底部のコーナー部における局部的な延伸変形、そしてこの変形に伴う薄肉化を抑制することを技術的な課題とし、もって、ガラス瓶状の高品位な外観を呈する小型で厚肉の角形壜体を提供することを目的とする。
【解決手段】 合成樹脂製角形壜体において、周壁の外周面の平断面形状を矩形状とした筒状部の上端に円筒状の口部を起立設し、下端を矩形状の底壁で塞いだ有底筒状の射出成形による合成樹脂製プリフォームを使用した二軸延伸ブロー成形品とし、筒状部から相似状に延伸形成された、矩形筒状の胴部を有し、胴部の上端に肩部を介して円筒状の口筒部を起立設し、下端を矩形状の底壁で塞いだ構成とする。
(もっと読む)
プリフォームおよび容器
【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
積層剥離容器及びその製造方法、並びにこれに用いるブロー成形用の金型
【課題】底リブの構造を強化して剥離の発生を抑制できる積層剥離容器を提案する。
【解決手段】
ブロー成形される積層剥離型ブロー成形容器であって、外層2と該外層との相溶性が低い内層3とで形成され、該容器の底部にはブロー成形用金型のピンチオフ部で前記外層と前記内層とが共に押し潰されることで形成された突条形状の底リブ20を有し、前記底リブの両側の表面それぞれに複数の食い込み部21が設けられるものにおいて、前記複数の食い込み部の伸長方向が、前記底リブの中央位置CPにて前記底リブの表面に垂直に設定した仮想基準ラインBLに対して傾けられている。
(もっと読む)
オーバーモールド容器の製造方法、オーバーモールド容器の製造装置、ブロー成形装置、オーバーモールド容器
【課題】アウターが均一に被装された高品質なオーバーモールド容器を製造する。
【解決手段】金型50a内に配置されたインナーボトル10aの外側に溶融樹脂を射出してアウター20aを成形する際、柱状のロッド60aを用いて位置決めステップを実行し、インナーボトルは、上端の開口14から下方に延長する首部13と、当該首部に一体的に連続する収納部12とから構成され、柱状のロッドは、先端64が前記インナーボトル内部11の底面16の形状に係合する形状に形成されており、位置決めステップでは、首部を固定するともに、ロッドをインナーボトルの開口から底面に向けて挿入して、ロッドの先端形状66aと当該底面との形状30aとが係合するように当接させる。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、表壁面と、表壁面の表側上部に連設される上壁と、上壁の外側縁下面からヒンジを介して連設され、中央に把手孔が穿設されている把手壁と、表壁面の裏側に連設された係合部とからなり、係合部は、表壁面の裏面に連設される基部と、基部から上下および両側面に突出するように配設された突部とを具えていることを特徴とする。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の表面に表皮材を貼り付けるに際し、表皮材に過度の引張歪を生じさせることなく、もって、品質に優れ、耐久性の高い基材および表皮材からなる部材を製造することのできる表皮材の貼り付け装置および貼り付け方法を提供する。
【解決手段】上下のチャンバー1,2と、下チャンバー2内で基材Wを載置しながら上チャンバー1側へ上昇自在な載置台6と、上チャンバー空間K1を加圧する加圧手段、下チャンバー空間K2を真空引きする吸引手段、表皮材Sを加熱軟化させる加熱手段を備え、載置台6は基材Wをスライドさせるスライド手段を備え、載置台6を上昇させて基材Wの突部Tを表皮材Sに当接させて支持部Rを形成し、スライド手段にて基材Wをスライドさせて支持部Rから一方側の表皮材領域S1を引っ張り、他方側の表皮材領域S2を弛ませた後に、表皮材Sの軟化と加圧および真空引きにて表皮材Sを貼り付ける貼り付け装置10である。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、中央部上方を垂直面とし、その下方を傾斜湾曲面とし、その他の表面をボトルの肩部とほぼ面一になるように形成された表壁面と、表壁面の中央上端から延びる水平部と表壁面の中央下端から立設された垂直部とを連設させてなる把手とからなり、表壁面裏面の上端、下端、および側面には、ボトル内方に突出する突部が配設されており、前記垂直面下端には、下方に突出する突条が形成されていることを特徴とする。
(もっと読む)
積層ブロー壜体
【課題】 本発明は、外層の内側にバリア層を積層した積層ブロー壜体における、金型のピンチオフ部による喰切り性に係る問題を層構成の点から効果的に防止することを課題とする。
【解決手段】 押出成形した筒状の多層パリソンのブロー成形により成形され、口筒部と肩部と胴部とパリソンのピンチオフによるシール部が形成された底部を有し、外殻を形成する外層の内側に所定の機能を発揮するバリア層を積層して構成される積層ブロー壜体において、底部のシール部に至りこのシール部に向けてバリア層の層厚がグラデーション状に減少するバリア層の層厚に係るグラデーション領域を配設する、と云うものである。
(もっと読む)
プラスチックボトル及び分割金型
【課題】底面の設置面積が広く、且つ金型からの抜けの良いプラスチックボトル及びその製造方法を提供する。
【解決手段】分割金型を用いて成形されるプラスチックボトルにおいて、底面のピンチオフ下部に少なくとも2以上の異なる曲率半径Rを有する。
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
ロッドレンズ、ロッドレンズの加工方法、およびロッドレンズの加工装置
【課題】ロッドレンズに、従来よりも広い画角を与えるようにする技術を提供する。
【解決手段】ロッドレンズの一端側の面を、該ロッドレンズによって得られる画角を広げられるように凹曲面状に形成する。このようなロッドレンズは、熱可塑性の樹脂製のロッドレンズ2であって、従来の製造方法により成形された平滑な端面を有するロッドレンズ2の一端側の平滑面2aを、加熱された型部材の凸曲面に押し付けることで、ロッドレンズ2の平滑な一端側の面2aを凸曲面に対応する凹曲面状に加工することにより得ることができる。
(もっと読む)
多層熱成形容器
【課題】 ポリプロピレン系シートを融点以下の温度で固相圧空成形することにより得られる、足部として作用する脚部が隙間なく強固に融着した多層熱成形容器を成形する。
【解決手段】 特定のエチレン−プロピレン共重合体を含むプロピレン系樹脂組成物からなるポリプロピレン系シートを、プラグアシスト成形に従った、融点以下の温度で固相圧空成形すると、シートの折り曲げにより形成される容器の脚部は、隙間なく強固に融着した状態になっている、脚部を有する容器が収得できる。
(もっと読む)
アクリル樹脂成型品の製造方法
【課題】多様な筒形状のアクリル樹脂成型品を製造できる方法を提供する。
【解決手段】アクリル樹脂成型品の製造方法は、円筒状のアクリル樹脂パイプ10を加熱炉に入れて加熱する加熱ステップと、加熱ステップで加熱したアクリル樹脂パイプ10を、所定形状のキャビティ45を有する成形型40に、両端部12が保持された状態にセットする型セットステップと、型セットステップで成形型40にセットしたアクリル樹脂パイプ10にガスを注入して、成形型40のキャビティ45の形状に沿うように膨張させるガス注入ステップと、を備える。
(もっと読む)
1 - 20 / 162
[ Back to top ]