
Fターム[4F208AG25]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 内側、内面 (11)
Fターム[4F208AG25]に分類される特許
1 - 11 / 11
インサート成形品及びインサート成形品の製造方法
【課題】インサート部材を圧着して成形されるインサート成形品及びその製造方法において、接着強度が弱くてもインサート部材の滑りを防止でき、外観形状に影響を与えることなく肉厚変化を防止することのできるインサート成形品及びその製造方法を提供する。
【解決手段】予め成形されたインサート部材を、樹脂に金型で圧着して成形され、該インサート部材形状に外形形状が依存しないインサート成形品であって、前記インサート部材は、圧着される前記樹脂方向に凸に設けられる凸部と、前記凸部の周囲に少なくとも1つ以上の前記凸部により生じた肉逃げを補完する凹部と、を備える。
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型

【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
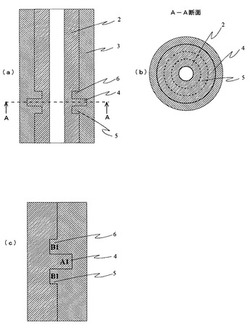
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
表皮付パネル
【課題】
解決しようとする課題は、表皮材の切れ目がスライドコアに外嵌めされることによって、強制的に押し拡げられた該表皮材は局部的に永久変形を引き起こし、型締め後に該スライドコアを後退させた後も該切れ目の形状は完全には元に戻ることはなく、開いたままの該切れ目の開口にはパネル下壁の樹脂がむき出しになってしまうという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成され、インナーリブを有する表皮付パネルにおいて、該表皮には少なくとも3本の切れ目を有し、その内少なくとも2本の切れ目を他の1本の切れ目とT字状もしくは十字状に交差させることにより前記課題を解決した。
(もっと読む)
薬液用プラスチック容器及びその製造方法
【課題】 一端に筒状口部を有していてその筒状口部にゴム栓を直に圧入して密封する簡素な構成であるにもかかわらず、筒状口部にゴム栓が確実に抜け止め及び落ち込み止め保持される構成の薬液用プラスチック容器及びその製造方法を提供する。
【解決手段】 薬液用プラスチック容器1は、一端に筒状口部2を有し、この筒状口部2にゴム栓6を圧入して密封する構成のものである。筒状口部2の内面には、環状の突起5が形成されている。ゴム栓6はその外径が筒状口部2の内径よりやや大きく大きく構成されている。筒状口部2に圧入したゴム栓6は突起5に当たる部分の圧縮変形により突起5に噛み合って、筒状口部2にゴム栓6が抜け止め及び落ち込み止め保持される構成である。
(もっと読む)
組込部品付きプラスチック中空体の製造方法及び組込部品付きプラスチック容器
本発明は、組込部品を内包した熱可塑性プラスチック材料製中空体の製造方法に関する。中空体は好適には自動車燃料タンクである。成形キャビティを形成する分割構造のブロー成形金型(9a,9b)を縦に分割開放して形成される金型開放間隙に可塑化プラスチック材料からなる1つ以上の帯板状又はチューブ状のパリソン(13)を垂下配置すると共に該金型開放間隙内に最終製品に内蔵させるべき少なくとも1つの組込部品(1)を配置し、これらパリソン(13)と組込部品(1)の周りで金型を閉じることにより金型で囲まれたキャビティ内でパリソン(13)を製品外形にブロー成形する。成形中又は成形直後に依然として塑性状態にある製品内壁(4)に組込部品(1)を押し付け、製品内壁の塑性状態のプラスチック材料の一部を組込部品(1)の少なくとも1つの穴から該穴の背後にまで流入させる。 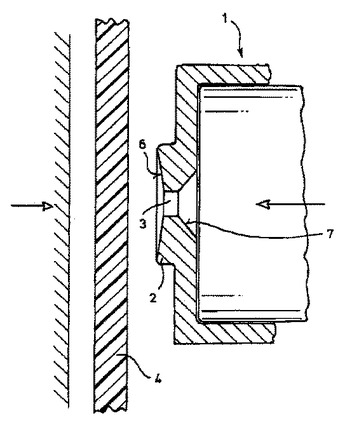 (もっと読む)
(もっと読む)
ブロー成形用プリフォーム
【課題】口部の変形を回避できるプリフォームを提供する。
【解決手段】ブローコア1への押し込みにてその外周に適合させる内壁2aを有する口部2bと、この口部2bにつながり容器の内部空間を区画形成する胴部2cとからなり、該口部2bの外面下端に環状凸部2dを備えたブロー成形用プリフォームにおいて、前記口部2bの内壁2aで、かつ、該環状凸部2dが存在する位置に、該プリフォーム2の押し込みに伴ってブローコア1の外周に当接するシール部2eを設ける。
(もっと読む)
容器壁に成形された内部識別表示を有するプラスチック容器の製造
容器プレフォーム(44)を製造する方法は、雌型表示の形態の少なくとも1つの表面凹部(42)を有する金型コア(34または54)を準備するステップと、プレフォームがコアの少なくとも1つの凹部によって形成された内部隆起表示(32)を有するように、プレフォームをコアの周りに成形するステップと、を含む。プレフォームを、好ましくは引き続いて、ブロー成形して、内面に隆起表示を有する容器(20)を形成する。この容器の内面の隆起表示は、容器が真正であることを確かめるために、容器の外側から見ることができる。本開示の様々な実施形態によれば、内部隆起表示は、容器の底壁(24)、側壁(25)、肩部(26)および/またはネック部(28)にあってもよい。容器(20)、容器プレフォーム(44)および容器プレフォームを成形するための金型コア(34、54)も、また、開示する。 (もっと読む)
立体構造物およびその製造方法および製造装置
カサ高で柔軟性を有するにもかかわらず耐圧性を有し、発泡ポリエチレンシート以上の表面摩耗強度や機械的寸法安定性がある立体構造物およびその製造方法および装置に関し、本発明の立体構造物は、樹脂シートの両面に針状突起があり、その突起の高さHが3mm以上であって、Hの1/2における幅Wとが、H≧2.5Wであり、またこの針状突起の先端に孔を有し、またこの針状突起の先端においてシート状物と接合されていることを特徴とし、またこれらの立体構造物の製造方法は、多数の針状型が基板と一体化しており、その基板の一対が互いに向かい合って設置され、その一対の基板の針状型の針が互いに樹脂シートに貫入するように平行に動くことにより、樹脂シートを変形することを特徴とし、その連続的製造手段を提示する。 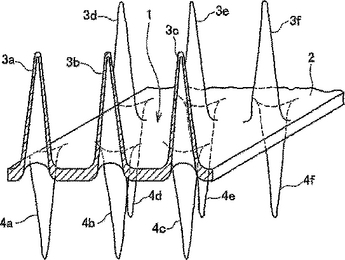 (もっと読む)
(もっと読む)
波形可撓管及びそれのブロー成形製造方法
【課題】 波形可撓管の重量化と曲り特性の低下を抑制して高い配管作業性を維持しながらも、ウォータハンマー現象に起因する流体管の波打ちによる衝突音の発生を効果的に抑制する。
【解決手段】 可撓性の流体管2を挿通する屈曲可能な合成樹脂製の波形可撓管1であって、内壁面1aに、それの谷部1b内面よりも径方向内方位置で流体管2の外周面2aに当接する弾性変形可能な緩衝突起3が管軸芯方向で断続する状態で一体形成されている。
(もっと読む)
中空のプラスチック予備形成物の製造方法、プラスチック容器の製造方法、その表面上に可視的図案模様を含むプラスチック予備形成物及び容器
本発明は、その表面上に可視的図案模様(7)を含むプラスチック容器(6)を吹込み成形するのに適した中空のプラスチック予備形成物(1)の製造方法に関し、またプラスチック予備形成物で生産されたプラスチック容器に関するものである。本発明の方法は、完成した容器上に異なる審美的効果を達成することを許容し、加えて、これらの容器に滑り防止特性及び/又は心地よい触感を付与してもよい。 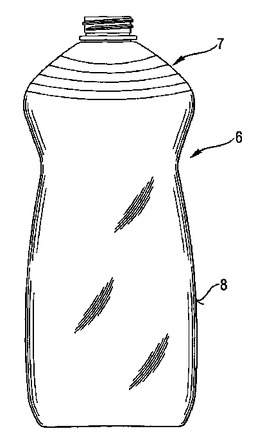 (もっと読む)
(もっと読む)
1 - 11 / 11
[ Back to top ]