
Fターム[4F208AG26]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 外側、外面(←表面) (25)
Fターム[4F208AG26]に分類される特許
1 - 20 / 25
プリフォームおよび容器

【課題】プリフォームの成形時に口栓部にひけが発生することを防止し、閉栓後の容器に外気の流入が生じることを防止することが可能なプリフォームおよび容器を提供する。
【解決手段】プリフォーム10は、内筒45および外筒46を有するキャップ40が嵌合される容器30用のものであり、キャップ40が嵌合される口栓部11と、口栓部11に連結されたプリフォーム本体12とを備えている。口栓部11は、キャップ40の内筒45に当接する内壁15と、キャップ40の外筒46が嵌め込まれる外壁16とを有している。口栓部11の外壁16に、円周方向に延びる単一の円周溝23が設けられ、この単一の円周溝23により、口栓部11の厚肉部の割合を少なくするとともに、成形時の口栓部11からの放熱を向上させて、口栓部11内部の溶融樹脂が冷却・固化する際の体積収縮による口栓部11の表面樹脂の引き込みを緩和し、ひけの発生を防止する。
(もっと読む)
合成樹脂製ブロー成形壜体

【課題】
本発明は、壜体に「凸レンズ」として機能する膨出部分を形成した際に、当該膨出部分を透過した光が意図せず集光することを防ぎ、安全性の高い壜体を提供することを目的とする。
【解決手段】
光透過性のある有底筒状胴部の前後に対向した側壁の、一方の側壁に表示部分を有するラベルを配置し、他方の側壁に該ラベルの貼着面の表示部分が側壁を透過して目視し得る球弧殻形状である膨出部を形成した合成樹脂製ブロー成形壜体に、前記一方の側壁のラベルが貼着されていない部分に、前記膨出部の透過光が一点に集光することを防ぐための集光分散部を形成した。
(もっと読む)
ブロー成形容器
【課題】有底筒状の胴部10より肩部を介して口頸部を起立し、保形性のある外層oと、外層o内面に剥離可能に積層した内層iとから構成され、接着層と対向位置の係止手段が挟持強度をより大きく発揮できて、デラミ現象の進行に関わりなく、最後まで内容物の安定した注出動作を得ることができるブロー成形容器を提案するものである。
【解決手段】外層oと内層iとを、全高さ範囲に亘って接着する、縦帯状の一つの接着層20を設け、接着層20を避けた外層o部分に外気導入孔を穿設し、胴部10の中心軸に対して接着層20と軸対称位置に、胴部10内に一端を開口し、基端の小径部40a の外方に外面を閉塞された大径部40b を連設した形態の内層i及び外層oで形成される膨出突部40を突設した。この膨出突部による内層の係止形態が強固で安定した注出動作を得られる。
(もっと読む)
微細凹凸模様付ブロー成形品の製法およびそれによって得られる微細凹凸模様付ブロー成形品
【課題】ブロー成形品に対し、低コストで多種多様な微細凹凸模様を直接形成することができ、しかもその仕様を柔軟に変更することのできる、優れた微細凹凸模様付ブロー成形品の製法と、それによって得られる微細凹凸模様付ブロー成形品を提供する。
【解決手段】ブロー成形された化粧料容器の胴体部4の側周面全体に、CO2レーザを照射して微細凹凸模様5を形成するようにした。
(もっと読む)
カテーテル用複合バルーン及びその製造方法
【課題】 バルーンの高強度化と拡張時の寸法安定性を維持しつつ柔軟性や通過性に優れたバルーンを提供すること。
【解決手段】 少なくとも1つの外層を形成する材質が基材層を形成する材質よりも融点が低い樹脂によって構成されたバルーン全体を、ファイバーで編組またはコイル状に覆い、そのファイバーをバルーン表面に固着または一体化させること。ファイバーで編組またはコイル状に覆われたバルーン全体を加熱することで、基材層を形成する材質よりも融点が低い樹脂によって形成される外層が溶融し、ファイバーとバルーン表面が固着または一体化される。こうしてできる複合バルーンは、ファイバーとバルーン表面を固着または一体化する際に接着剤を使用する必要がないため、バルーンの膜厚を薄肉化することが可能となる。
(もっと読む)
延伸発泡成形体の製造方法及び該方法により製造される延伸発泡容器
【課題】微細かつ均一な大きさの発泡セルが分布している延伸発泡成形体を製造することが可能な方法を提供する。
【解決手段】ガスが含浸された樹脂成形体を加熱発泡する工程;加熱発泡後に、前記樹脂成形体を冷却固化し、さらに該樹脂成形体に残存しているガスを放出する工程;及び残存するガスが放出された前記樹脂成形体を、加熱延伸する工程;からなることを特徴とする。
(もっと読む)
インモールドラベル付き薄肉容器
【課題】 本発明は、薄肉のブロー成形容器におけるインモールドラベルの貼着による変形の発生、ラベルでの皺と浮きの発生を効果的に抑制し、ラベルを容器表面に強固に接着させることを課題とする。
【解決手段】 胴部の平均肉厚が0.1〜0.8mmの範囲の合成樹脂製の容器本体に、インモールド成形法により合成樹脂製の基材フィル層と、容器本体と同系統の合成樹脂製の接着層を積層したラベルを胴部に貼着した容器において、接着層をエンボス加工を施したものとし、ラベルの厚さを30〜80ミクロンの範囲とし、ラベルの弾性率を200〜1000MPaの範囲とし、[容器本体の弾性率]−[ラベルの弾性率]で算出される弾性率の差を−500MPa以上の範囲とする。
(もっと読む)
合成樹脂製ブロー容器
【課題】内容物の残存量に応じて容器を保持する部分を変更できる使い勝手のよい合成樹脂製ブロー容器を提案する。
【解決手段】内容物を排出する口部1を有し、この口部1の下端につながる頚部2を経て肩部3、胴部4、底部5を一体的に形成した合成樹脂製ブロー容器において、前記胴部4の上半分もしくは前記肩部3を含む胴部4の上半分の領域に凹所6を形成し、この凹所6に容器の胴部4に一体的に連結する容器保持用の把手7を設ける。そして、胴部4の下半分の領域には、胴部4の対向側壁にそれぞれ形成された指掛け凹部8a、8bとこの指掛け凹部8a、8bを相互につなぐ胴部周壁8cからなる容器保持用のグリップ8を設ける。
(もっと読む)
車両用プロテクタ
【課題】 ブロー成形されたブロー成形体の少なくとも一端部を切断して得られる車両用プロテクタにおいて、切断面に生ずるバリ等によって線材が損傷しないようにすることである。
【解決手段】 ブロー成形によって車両用プロテクタを成形するとき、袋状に形成されたブロー成形体(袋状成形体110)の両端部が軸直角方向に切断されることにより、筒状体(プロテクタ予備体120)が形成される。このとき、袋状成形体110における両端近傍の周方向に、予め本体側及び蓋体側のくびれ部9,11を形成し、それらの内壁面9a,11aが、プロテクタ予備体120のプロテクタ本体1と蓋体2との両端開口の内壁縁1a,2aに包含されるようにし、プロテクタ本体1に収容された線材の外周面が、プロテクタ本体1と蓋体2との両端開口の切断面に接触しないようにする。
(もっと読む)
包装容器とその製造方法
【課題】簡単な方法により短時間で凹凸が形成された合成樹脂製の容器を形成可能な包装容器とその製造方法を提供する。
【解決手段】熱可塑性樹脂製の一枚のブランクシート16から一体的に打ち抜かれた箱体形成片から成り、箱体形成片には加熱したスタンプ版18を押圧して形成された凸部14を備える。スタンプ版18は、縦横に対称な複数の線状の形状であり、凸部14は、スタンプ版18に接触した部分の外側がブランクシート16に対して一定深さにくぼんだ側周面14aと、側周面14aの先端に連続し押圧面に対して略平行な端面14bから成る。
(もっと読む)
チューブ容器の加飾方法及びチューブ容器
【課題】模様の自由度を高く保ちつつ、手間をかけずに、チューブ容器に加飾を施すこと。
【解決手段】チューブ容器1の加飾部2に対して加飾を施すチューブ容器の加飾方法であって、加飾部2の内部に凹凸模様11を有する金型10を配設し、加飾部2の外部の金型10と対向する箇所に弾性部材20を配設し、弾性部材20に当接して弾性部材20を加熱する加熱手段30を配設する準備段階と、加熱手段30により弾性部材20を加熱しつつ、弾性部材20を金型10に対して押圧して加飾部2を変形させる加熱変形段階と、を有することを特徴とする。
(もっと読む)
外表面を加飾した合成樹脂成形品
【課題】 円筒状の胴部等、丸筒状の成形部位の全周に亘って、連続状に十分な突出高さを有する凸状模様を形成することを課題として、丸筒状部位の全周に亘って連続状に彫刻状の模様を付与した合成樹脂製成形品を提供することを目的とする。
【解決手段】 丸筒状の部位を有する合成樹脂製成形品において、丸筒状部分の外表面の全周に亘って、厚盛状のスクリーン印刷による印刷層により、周方向に沿って連続状の凸状模様を形成して加飾する。
(もっと読む)
プラスチック燃料タンクに付属品を固定する方法
プラスチック燃料タンクの壁の少なくとも2点で付属品(2)を固定する方法。この固定は、成型による前記タンクの実際の製造時に行われる。この方法によれば、付属品(2)は、少なくともその固定点に、付属品(2)がタンクの壁に固定されかつタンク(3)の壁上の対応する固定点に対して移動できるように固定用部品(1,1’)を備える。 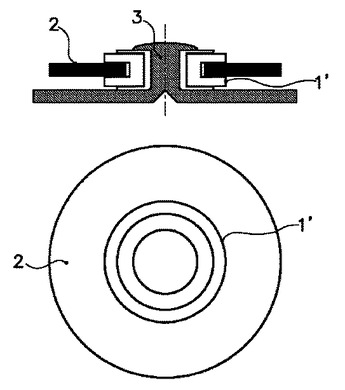 (もっと読む)
(もっと読む)
カップ状容器及びその熱成形方法
【課題】 熱成形において、側壁を折り曲げるようにして形成する突条リブの機能を十分発揮できる形状、およびその成形法を創出することを課題とし、もって、断熱性、注出性、衛生性、剛性に優れた熱成形のカップ状容器を提供することにある。
【解決手段】 合成樹脂製のシート成形品を熱成形したカップ状容器において、
側壁外周面に、熱成形において側壁の所定部分を、側壁の所定部分を平断面で略U字状に外側に向かって凸に膨出変形させる共に、この略U字状部分の基端部を熱圧着して形成した突条中空リブを多数突設する。
(もっと読む)
型、一体ハンドルを備えた熱可塑性容器を吹き込み成形する方法および装置、ならびにそれで生産された容器
本発明は、一体ハンドルを備えた熱可塑性容器を吹き込み成形または吹き込み延伸成形によって生産するための型(1)に関する。本発明によれば、2つの型半部(5)は、横方向に接触面(8)まで移動することのできる2つのそれぞれのインサート(13)を備える。上述のインサート(13)はそれぞれ、2つの伸縮ピストン(14、15)、すなわち、前部スラスト面(16)を有する主ピストン(14)と、主ピストン内に収納されかつ曲線状の前部溶接面(18)を有する二次ピストン(15)とを有する。二次ピストンは、主ピストンが容器の2つの壁ゾーン(A)を互いに接触させた後で移動させられる。 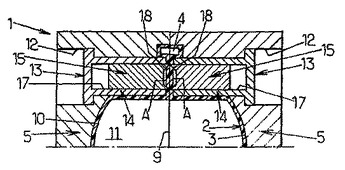 (もっと読む)
(もっと読む)
成形体
【課題】軽量性、曲げ剛性および圧縮強度に優れる成形体を提供する。
【解決手段】リブと基体とが一体成形されてなる成形体であって、該リブおよび基体が熱可塑性樹脂発泡体からなり、当該リブ断面の中心部に位置する気泡が下記の式(1)を満たす成形体。
Xh>Xt 式(1)
(ただしXhはリブの高さ方向の気泡径であり、Xtはリブの厚み方向の気泡径である)
さらに、リブ中心部の発泡倍率Xaと基体の発泡倍率Xbとが下記の式(2)を満たす前記成形体。
Xb<Xa 式(2)
(もっと読む)
耐熱性ブロー成形品の製造方法
【課題】一次ブロー成形品の熱収縮を利用して当該一次ブロー成形品を最終ブロー成形品の形状に近づけることにより、精度良く耐熱性ブロー成形品を製造可能な方法を提案すること。
【解決手段】プリフォームPをブロー成形して、円筒状胴部2の外周面に不連続なリブ6a〜6dが形成された中間ブロー成形品1を成形する。中間ブロー成形品1に熱処理されて耐熱性が付与され、熱収縮する際には、リブ形成部分の収縮量が少なく、面外方向の湾曲も少ない。よって、熱収縮後の中間ブロー成形品11の胴部12は、最終ブロー成形品21の筒状胴部22より一回り小さな丸みを帯びた四角形になり、熱収縮前に比べて最終ブロー成形品の胴部形状に近似する。二次ブロー成形時における各部の延伸量が実質的に等しくなる。
(もっと読む)
レトルト遮光容器およびその使用方法
容器は、その中に入れられる低酸性の栄養製品のレトルトまたは加熱滅菌に耐えることを可能にする、把持溝およびパネル構造体を含む。容器は、中間リグラインド層内およびその内側および外側層の少なくとも一方に、二酸化チタンおよび酸化鉄を有する多層材料で形成されることができる。二酸化チタンおよび酸化鉄は、容器を形成するために使用される同じ溶融可能なペレットで共に提供される。  (もっと読む)
(もっと読む)
表皮付き内装品及びその成形方法
【課題】 基材表面が部分的に露出した表皮付き内装品を簡単に得る。
【解決手段】 基材3に複数の吸引用細孔を貫通形成するとともに、基材3表面の各細孔から外れた領域でかつ基材3端縁部を除く領域に多数の微細な凸部15及び凹部17の集合からなる粗面領域13を形成する。プレコート表皮材9を真空引きにより各細孔から吸引して粗面領域13を除く領域では基材3表面に全面接着させているとともに、粗面領域13においてはプレコート表皮材9が剥ぎ取り可能なように各凸部15先端にのみ部分的に接着させてプレコート表皮材9と基材3との間に密閉された多数のエア溜まり19を形成する。
(もっと読む)
容器及びその製造方法
【課題】加熱原理を利用して、容器の所定箇所に自由なパターンで厚みを変化させリブ又は模様の形状を形成した容器、及び特別な金型や素材などを要することなく、容器の所定箇所に自由なパターンで厚みを変化させリブ又は模様の形状を形成することのできる容器の製造方法を提供すること。
【解決手段】合成樹脂製の容器素材20に、所定パターンの導電性膜を形成して成形素材とし、導電性膜を誘導加熱して成形素材を加熱した後、成形素材を所定形状に塑性変形させて、前記所定パターンに応じて厚みを変化させた容器10とする。
(もっと読む)
1 - 20 / 25
[ Back to top ]