
Fターム[4F208AG27]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 内部構造 (34)
Fターム[4F208AG27]に分類される特許
1 - 20 / 34
2重壁ブロー成形体
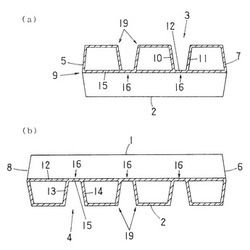
【課題】圧縮初期のクッション性が高く、圧縮荷重によるリブの倒れが防止でき、衝撃吸収性の高い2重壁ブロー成形体を得る。
【解決手段】壁1から壁2に向けて窪んだ凹溝状の第1リブ3と、壁2から壁1に向けて窪んだ凹溝状の第2リブ4が形成され、両リブ3,4は平面視で略直交する。第1リブ3と第2リブ4は、それぞれ底壁12,15が2重壁の略中央部に位置し、交叉部16において底壁12,15同士が互いに溶着している。第1リブ3と第2リブ4は噛み合っていることが望ましい。第1リブ3及び第2リブ4は抜き勾配を有し、2重壁の厚み方向に圧縮荷重が作用してこの2重壁ブロー成形体が圧壊変形するとき、第1リブ3の両側壁10,11、及び第2リブ4の両側壁13,14がそれぞれ凹溝の内側に張り出し、圧壊変形の過程で互いに接触し、相手側の曲げ変形を妨害し圧縮荷重に対する抵抗力を増大させる。
(もっと読む)
2重壁ブロー成形体

【課題】2重壁の間に複数列の補強用のリブが形成された2重壁ブロー成形体。種々の方向の荷重に対する剛性が高く、反りの発生が抑えられ、外観性も優れる2重壁ブロー成形体を提供する。
【解決手段】2重壁1,2の間に複数列の凹状リブ5と、複数列の隠しリブ6が交互に配置されている。凹状リブ5は壁1から連続して壁2に向けて延びており、列の長さ方向に交互に配置されかつ長さ方向に連続した第1リブ7と第2リブ8からなる。第1リブ7は断面略台形状をなし、その頂面部12が壁2の内側に溶着している。第2リブ8は台形部16とパリソンが2重に溶着した板状部17からなる。隠しリブ6は壁2から連続して壁2に向けて延び、その頂部が壁1の内側に溶着し、かつ全体が互いに溶着して板状をなす。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
ダクト一体型フロア嵩上げ材の製造方法
【課題】ダクトの性能あるいは品質を維持しつつ、効率的に製造可能なダクト一体型フロア嵩上げ材の製造方法を提供する。
【解決手段】溶融状態の筒状パリソンを開放位置の一対の分割金型106の間に配置する段階と、開放位置にある一対の分割金型106を型締め位置まで相対的に近接させることにより、第1中空部18、第2中空部、ダクト部22、および捨て袋118を形成する段階と、それぞれに相当する筒状パリソン部分の外表面に対して、ブローピン126を突き刺して加圧流体を吹き込んで、膨張させて、対応する分型金型106のキャビティの表面に向かって押し付けることにより、筒状パリソンを賦形して、第1中空部18、第2中空部およびダクト部22を成形する段階と、捨て袋118を切断して、ダクト部22に吸気口あるいは排気口を形成する段階と、を有することを特徴とするダクト一体型フロア嵩上げ材の製造方法。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
ブロー成形体
【課題】製品厚みが不均一でありながら、軽量で剛性に優れ、しかも成形時の成形不良を低減できるブロー成形体を提供する。
【解決手段】熱可塑性樹脂からなり、中空部を有する二重壁構造のブロー成形体1は、第1の壁部10aと、中空部を画定するように第1の壁部10aと間隔を置いて対向し、その間隔が相対的に短い領域11と相対的に長い領域12とを有する第2の壁部10bと、中空部内に設けられ、互いに実質的に平行に配置された複数のリブ列20と、を有し、各リブ列20は、一列に配列された複数のリブ21によって構成され、各リブ列20内で隣接するリブ21間には、ブロー成形用のエアーが流通する主通気路22が設けられ、主通気路22は、互いに隣接するリブ列20において、リブ列方向と直交する方向から見て互いに重ならないように配置され、リブ21には、ブロー成形用のエアーが流通する補助通気路23が開口している。
(もっと読む)
パネルの成形方法
【課題】
従来の方法ではマグネットの抜け跡が離型後のパネル面に穴となって残るし、エアシリンダや油圧シリンダ等を使用すれば穴は残らないが分割金型が非常に高価になるという点である。また、マグネット設定面側のパネルに表皮をインサートブロー成形するような場合、マグネットを設定するためには表皮を貫通しなければならず、意匠的に大きな制約を受けざるを得ないという点である。
【解決手段】
桁部全体の少なくとも2箇所以上で脚部が該桁部とT字状に交差する形態で一体に形成された、強磁性体を含有するリーンフォース材を、分割金型内キャビティー面に埋設されたマグネットの磁力により該分割金型内キャビティー面に吸着、保持させ、その後パリソンを型締めし、該パリソン内に圧縮空気を吹き込むことによって該リーンフォース材をインサートブロー成形すること、また上記パネルに表皮をインサートブロー成形することにより前記課題を解決した。
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
中空成形品及びこれを備えた自動車用内装部材
【課題】低い接触圧で上下方向、前後方向に不動に補強部材を支持でき、かつ異音の発生を抑制できる支持構造を有する中空成形品及びこれを備えた自動車用内装部材を提供する。
【解決手段】表板2と裏板3を有し、補強部材4が一つ以上の支持構造1により内部に固定されている中空成形品において、支持構造1が、裏板3の内部側に設けられた突出部による2つの接点25、26と、表板2の内部側の平面による1つの接点24との合計3つの接点をもって補強部材4を固定するものであることを特徴とする中空成形品。
(もっと読む)
パネル及びそのパネルの製造方法
【課題】内部が中空なパネル本体内に発泡用原料を注入し、その発泡用原料をパネル本体内で発泡させて成るパネルにおいて、パネル本体内の発泡体がパネル本体の内面に強固に接合されるようにして、パネルの剛性を高める。
【解決手段】パネル1は、内部が中空に形成されたパネル本体2と、該パネル本体2の内面に接合された不織布3と、該パネル本体2内に充填された樹脂製の発泡体4とを具備し、その不織布3のアンカー効果によって、発泡体4がパネル本体2の内面に強固に接合される。また、パネル本体2は、繊維によって強化された樹脂より成り、これによってパネル本体2の剛性と強度が高められる。
(もっと読む)
延伸ブロー成形容器及びその成形方法。
【課題】 ボトル型容器の底壁の所定位置部分に意図的に薄肉部分が形成可能な延伸ブロー成形方法を課題し、容器の姿勢等を気遣うことなく最後まで内容液を使い切ることができる注出容器を提供することを目的とする。
【解決手段】 底壁の所定位置部分に肉厚が比較的厚肉若しくは薄肉の偏肉状態とした偏肉部を形成したプリフォームに、射出成形工程若しくは延伸ブロー工程に適した温度に調整する温度調整工程における、冷却若しくは加熱速度の違いを利用して偏肉部内に高温スポットを形成し、この高温スポットの偏延伸性を利用してこの高温スポットを比較的薄肉に延伸変形し、ボトル型容器の底壁の肉厚を所定位置部分に向けて収斂状に薄肉化することにより、底壁の内面を収斂状に下方に傾斜させて成形し、この所定位置部分近傍に、底壁の内面近傍に残留した内容液が収斂状に流動集積する集積スポットを形成する。
(もっと読む)
スプレー容器のポンプハウジングの製造方法
【課題】細長い吸引チューブであってもポンプハウジングに一体化された単一部品として製造可能なスプレー容器のポンプハウジングの製造方法を提案すること。
【解決手段】スプレー容器1のポンプハウジング6の射出成形時に、同時に、吸引チューブ形成用のプリフォーム11を一体形成しておき(射出成形工程ST1)、プリフォーム11を加熱し(加熱工程ST2)、当該プリフォーム11を所定の延伸率で延伸することにより(延伸工程ST3)、細長い吸引チューブ8を射出成形品のポンプハウジング6に一体形成している。別個に射出成形した吸引チューブをポンプハウジングに差し込み固定する作業が不要となり、吸引チューブがポンプハウジングの吸引口から外れるという不具合も発生しない。射出成形に比べて、強度および耐久性の高い吸引チューブを成形でき、長さ、形状の異なる吸引チューブを簡単に成形できる。
(もっと読む)
高さが異なる中空突起を有するシート成形体およびその製造装置
【課題】 種々の複雑な形状を有する製品を、製品の凹凸に対応した形状に適合して包装できる中空突起を有するシート成形体およびそれらを効率よく製造する手段に関する。
【解決手段】 樹脂シートの片方の面又は両面に、樹脂シートの一部が変形されることによって多数の中空突起が形成されているシート成形体であって、少なくとも片面にある突起の数の10%以上の中空突起の高さが、15%以上の高さの差を有することを特徴とする、高さが異なる中空突起を有するシート成形体、および高さを異にする針状型により高さを異にする中空突起を有する成型体の製造装置。
(もっと読む)
中空板状体における補強部材の固定構造
【課題】補強部材を固定部に容易に取り付けることができるとともに、ガタツキなく固定できるようにする。
【解決手段】中空板状体1は、ブロー成形された熱可塑性性樹脂製であって、間隔をおいて相対する表壁2および裏壁3と、表壁の周辺と裏壁の周辺との間に介在された周囲壁1aとを有しており、中空部9に配置した補強部材6を固定部4において固定することによって補強されている。裏壁3には、金属製筒状体からなる補強部材6が配置される部位に沿って、表壁に向かって窪んだ凹部からなる固定部4が互に間隔をおいて複数設けられており、金属製筒状体には、各凹部に先端が当接する突起部7aが前記裏壁に向かって突設されている。
(もっと読む)
自動車用燃料タンク
【課題】内蔵部品が強固に燃料タンクの外壁内面に融着することができ、充分な強度を有する燃料タンクを提供する。
【解決手段】自動車用燃料タンク1において、内蔵部品20には、燃料タンクの外壁の内面に融着して内蔵部品20を取付ける取付部材30が複数設けられる。取付部材30は、燃料タンクの外壁の内面に当接する当接部32が形成される。当接部32は、燃料タンクの外壁の内面に密着する当接面33と、当接面から突出し先端部の断面形状が三角形で、燃料タンクの外壁の内部に侵入する突条34が形成され、突条34の頂点の当接面からの高さは燃料タンクの外壁の肉厚の30%〜70%であることを特徴とする自動車用燃料タンクである。
(もっと読む)
中空二重壁構造体及びその製造方法
【課題】本発明は、縦インナーリブと横インナーリブとの間に間隔が形成されてなく、縦インナーリブと横インナーリブとが一連となって一体化している曲げ剛性の高い中空二重壁構造体、及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂製の第一壁21と第二壁22とが離間してなる中空二重壁構造体Aであって、第一壁21と第二壁22との間に形成された空間Vに、縦インナーリブ11と、該縦インナーリブ11に直行する横インナーリブ12と、十字状の交差部13と、が形成され、縦インナーリブ11が交差部13を介して横インナーリブ12と結合しているとともに、交差部13と第一壁21との接合部の近傍に空部Hが形成されたリブ構造を有することを特徴とする中空二重壁構造体A。また、分割金型3を閉じる工程と、パリソンPを融着させる工程と、スライドコアを後退させる工程と、加圧流体を導入する工程と、を備える中空二重壁構造体の製造方法。
(もっと読む)
自動車用燃料タンク
【課題】燃料タンクが収縮又は膨張しても、余分な応力や歪を吸収することができる燃料タンクを提供する。
【解決手段】ブロー成形で形成され、内部に内臓部品20を取付けられ、熱可塑性合成樹脂で形成された外壁を有する自動車用燃料タンク1において、内蔵部品20は、合成樹脂で一体的に形成されている。内蔵部品20には燃料タンク1の外壁の内面に融着して内蔵部品20を取付ける取付部材30が複数設けられる。内蔵部品20に燃料タンク1の収縮又は膨張に応じて撓むことができる寸法変化吸収部材23を設けたことを特徴とする自動車用燃料タンクである。
(もっと読む)
表皮付パネル
【課題】
解決しようとする課題は、表皮材の切れ目がスライドコアに外嵌めされることによって、強制的に押し拡げられた該表皮材は局部的に永久変形を引き起こし、型締め後に該スライドコアを後退させた後も該切れ目の形状は完全には元に戻ることはなく、開いたままの該切れ目の開口にはパネル下壁の樹脂がむき出しになってしまうという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成され、インナーリブを有する表皮付パネルにおいて、該表皮には少なくとも3本の切れ目を有し、その内少なくとも2本の切れ目を他の1本の切れ目とT字状もしくは十字状に交差させることにより前記課題を解決した。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】発泡性樹脂にカウンタープレッシャを確実にかけることができ、発泡セルが肥大化することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】第1の樹脂からなるパリソンをブロー成形してなる中空成形体の内部に、第2の樹脂41に発泡剤を含有させた発泡性樹脂47を注入し発泡させるようにした樹脂成形品の成形において、型開きされた成形型10a、10b内に前記パリソンの内部が複数の空間部23、24に区画されてなる前記パリソンを垂下して型閉じし、前記複数の空間部にそれぞれ加圧気体を供給してブロー成形し、前記複数の空間部を有する中空成形体を成形した後に、前記複数の空間部のうち第1の空間部23に所定の内圧を付与した状態で、前記第1の空間部に隣接する第2の空間部24内に前記発泡性樹脂を注入し、前記第1の空間部に付与される前記内圧に抗して前記発泡性樹脂を発泡成形させる。
(もっと読む)
パネル
【課題】
解決しようとする課題は、インナーリブを有する中空パネルに荷重を負荷した場合隣り合う該インナーリブ同士の中間は空洞となっているため、パネル上面とパネル下面は大きく変形してしまうという点である。
【解決手段】
互いにほぼ平行な複数のインナーリブと、該インナーリブにほぼ直交し、隣り合う該インナーリブ間を橋渡しする互いにほぼ平行な複数の通常リブを有し、大部分の該通常リブは該インナーリブを隔てて互い違いに並んでいて、大部分の該通常リブが該インナーリブを介して一直線には連なっていないようにすることにより前記課題を解決した。
(もっと読む)
1 - 20 / 34
[ Back to top ]