
Fターム[4F208AG29]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 一般形状、構造物品(用途物品優先) (3,312) | 部分(細部) (766) | 分岐を有するもの(←「とって」) (47)
Fターム[4F208AG29]に分類される特許
1 - 20 / 47
把手用の孔部を備えた合成樹脂製容器
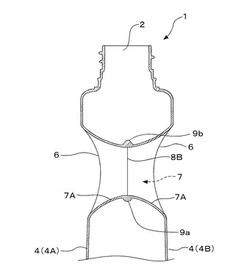
【課題】容器本体の中央近傍に把手用の孔部を備えた合成樹脂製容器において、孔部の周囲に形成される環状のピンチオフ部を補強し、ウォーターハンマー現象による衝撃によっても環状のピンチオフ部の破断を防止できる把手用の孔部を備えた合成樹脂製容器を創出する。
【解決手段】口筒部2、筒状の胴部4及び底部を有する容器本体1が、ブロー成形法により形成される有底筒状の合成樹脂製容器であって、胴部4の中央近傍の位置に胴部4を形成する一対の正面壁4Aと背面壁4Bとの間を貫通する孔部7が設けられ、孔部7を形成する孔部壁面7Aに、ピンチオフ部8Bが環状に形成されており、少なくとも容器本体1の内部側で且つ環状のピンチオフ部8Bの底部側の位置に厚肉部9aが形成された構成とする。
(もっと読む)
把手付き合成樹脂製壜体

【課題】 本発明は、インサート材である把手の、2軸延伸ブロー成形中の壜本体に対する軸方向の接触抵抗をできる限り発生させないことにより、引っ掻き状の傷のない、PET製2軸延伸ブロー成形壜体を提供することを目的とする。
【解決手段】 把手8をインサート材とした把手付き合成樹脂製2軸延伸ブロー成形壜体において、壜本体1に2軸延伸ブロー成形されるプリフォームPの延伸軸心に対し、把手8のインサート部の上方領域よりも下方領域を離して位置させることにより、軸方向への延伸成形途中でのプリフォームPと把手8のインサート部との不要な接触の発生を無くし、もって製品である把手付き合成樹脂製壜体の表面に、引っ掻き状の傷の発生を無くす。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、表壁面と、表壁面の表側上部に連設される上壁と、上壁の外側縁下面からヒンジを介して連設され、中央に把手孔が穿設されている把手壁と、表壁面の裏側に連設された係合部とからなり、係合部は、表壁面の裏面に連設される基部と、基部から上下および両側面に突出するように配設された突部とを具えていることを特徴とする。
(もっと読む)
把手付きボトル
【課題】 把手部材の形状を簡単なものにし、インサート成形により内容量が500ml以下のボトルの肩部に、把手を固着させるようにした把手付きボトルを提供すること。
【解決手段】 把手付き小容量ボトルとして、ボトルの容量が500ml以下のPET樹脂製で、別途成形された把手部材をブロー金型の肩部形成部に装着し、加熱軟化させたプリフォームをブロー成形することにより、ボトルの肩部に把手部材をインサート成形したボトルであって、把手部材が、中央部上方を垂直面とし、その下方を傾斜湾曲面とし、その他の表面をボトルの肩部とほぼ面一になるように形成された表壁面と、表壁面の中央上端から延びる水平部と表壁面の中央下端から立設された垂直部とを連設させてなる把手とからなり、表壁面裏面の上端、下端、および側面には、ボトル内方に突出する突部が配設されており、前記垂直面下端には、下方に突出する突条が形成されていることを特徴とする。
(もっと読む)
車両搭載の合成樹脂製燃料タンク
【課題】燃料タンクのタンク本体と支持ブラケットとがブロー成形により一体的に形成される場合において、車体側への燃料タンクの支持強度を向上させることが容易に達成できるようにする。
【解決手段】両金型25,26間へのパリソン30の挿入により、燃料タンク1のタンク本体3と支持ブラケット6とがブロー成形により一体的に形成される。支持ブラケット6の突出方向に沿った視線で見て、支持ブラケット6を板材の屈曲により形成される山形状、もしくは倒立山形状とする。支持ブラケット6の左右方向における中途部を構成して車体側に締結される被締結部9の板材厚さTaを、支持ブラケット6の基部近傍におけるタンク本体3の部分3aの厚さの2倍よりも大きくする一方、支持ブラケット6の左右各側部10の板材厚さTbをタンク本体3の部分3aの厚さの2倍よりも小さくする。
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
タンク体の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成されるニップル体付きタンク体の製造において、従来の方法ではニップル体の内面規制ピンに加えて、吹込みピンを別途設定しなくてはならないという点である。
【解決手段】
該ニップル体の内側形状をオスメス反転した外側形状が彫設され、且つ吹込みピンが一体に形成されたスライドコアを型締め後の金型分割面上のパリソンに打ち込み、該吹込みピンを通して該パリソン内部に圧縮空気を吹込んで該パリソンをブローアップすることにより前記課題を解決した。
(もっと読む)
一体成形ハンドルを有する延伸吹込成形容器を作製するためのプロセス
本発明は、一体ハンドルを有する容器を作製するためのプロセスであって、
a)成形キャビティ(2)内に予備成形物(1)を提供する工程と、
b)予備成形物(1)を延伸吹込成形して、中間容器(3)を形成する工程と、
c)内向きに移動する1つ以上のプラグ(5)を適用して、1つ以上の凹状の把持領域を、中間容器(3)内の圧力を0.1MPa(1bar)超に維持している間に、且つ、中間容器の把持領域内の材料の温度がガラス転移温度Tg未満の温度である間に、形成する工程と、
d)好ましくはプラグ(5)を容器内から抜去する前に、容器内の過剰圧力を解放する工程と、
e)成形キャビティ(2、4)から完成容器(6)を取り出す工程と、を含む、プロセスに関する。 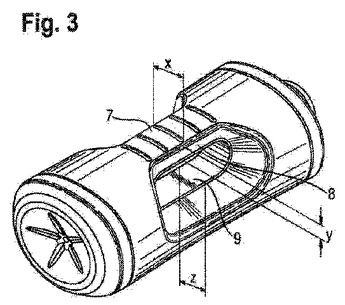 (もっと読む)
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
合成樹脂製二軸延伸ブロー成形ボトルの把手及び、それを備える合成樹脂製二軸延伸ブロー成形ボトル
【課題】ボトルからの脱落を確実に防止できる、耐久性に優れた把手及び、それを備える合成樹脂製二軸延伸ブロー成形ボトルを提供することができる。
【解決手段】本発明は、幅広の合せ面2f1を有しその先端に設けた突起2p1によってPETボトル1の側壁に抜け止め保持される合成樹脂製二軸延伸ブロー成形ボトルの把手2であって、合せ面2f1を、その幅寸法が突起2p1に向かう従って先細りする形状にしたことを特徴とする
(もっと読む)
ブロー成形品とその製造方法および分割金型
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該溶着用のボスが成形時のブローアップによって引き伸ばされ、溶着面が非常に薄肉となってその面精度が顕著に低くなるという点である。
【解決手段】
分割金型の該溶着用のボスに該当する位置内に突出させたスライドコアを、パリソンが該スライドコアに接触して後、該分割金型内に引っ込めることにより該ボスを厚肉な平面状の部分と、該平面状の部分よりも薄肉な非平面状の部分とになさしめるため、該溶着面の肉厚を厚肉に保って、面精度の低下を引き起こすことなく、熱板溶着に対しても必要十分な面精度を保持させることにより前記課題を解決した。
(もっと読む)
合成樹脂製容器
【課題】使用者が容器を把持したときの撓み変形による容積の減少量を少なくして、内容液の噴きこぼれを防止することができる合成樹脂製容器を提供する。
【解決手段】胴部3の対向する側面のうち少なくとも一方に、容器内方に陥没して他方の側面に近接する把持部6を形成し、開封時又は開封後に把持部6に指を添えて把持した際に、把持部6に作用する把持力によって生じる撓み変形により、胴部3の対向する側面の内面どうしが互いに当接可能となるようにする。
(もっと読む)
端止め部材、その前駆体及びその製造方法並びに端止め部材の形成と部材層の加締めとを同時に行なう方法
【課題】 特定分野に使用される端止め部材を新規な方法で製造するとともに、その端止め部材が完成される前段階にある前駆体を使用してその前駆体から端止め部材を形成すると同時に部材層を加締める。
【解決手段】 可塑性合成樹脂製のテープ又はシート状基材1を準備する第一工程と、その基材を所定間隔離して複数個所で断ち切って複数個の括れ部10を形成する第二工程と、その基材を上下金型3、4間に供給する第三工程と、前記基板の括れ部の存在しない部位に絞り成形を施して外周面S3が先端にゆくにつれて縮径されている短筒部12を複数形成する第四工程とを経て端止め部材9用の前駆体13を作る。この前駆体の短筒部を部材層29の透孔24に挿入して加締める。
(もっと読む)
インサート部品溶着成形方法
【課題】 インサート部品の厚み方向周縁部に未溶着部分が発生することなく、ブロー成形体にインサート部品が確実に溶着するインサート部品溶着成形方法を提供する。
【解決手段】 金型7内にセットしたインサート部品3にブロー成形体を溶着するインサート部品溶着成形方法であって、金型7の成形面7aをインサート部品3の被溶着部の表面6dより高くして、インサート部品3の厚み方向周縁部6bの全面とブロー成形体のパリソン11とを隙間なく溶着状態にする。パリソン11とインサート部品3の厚み方向周縁部6bとの溶着部近傍に、金型7の成形面7aの一部となる高熱伝導材製の予熱板8を配設すると共に、この予熱板8と金型7との間に断熱板9を設けた。
(もっと読む)
車両における樹脂製燃料タンク構造
【課題】タンク本体へのインサート部の取付け部において、ノッチの発生を抑えることができる車両における樹脂製燃料タンク構造を提供する。
【解決手段】耐燃料透過性を有する樹脂材料で形成されたタンク本体と、タンク本体とは別体に樹脂材料で形成され、タンク本体への取付け部80b及び燃料の取り出し開口80aを有するインサート部80とを備え、インサート部80をタンク本体の外層13cに溶着により取り付けた車両における樹脂製燃料タンク構造において、タンク本体の外層13cが、インサート部80の取付け部80bの端部80eにおいて密着するとともに、取付け部80bよりも外方かつ上方に張り出すように形成された。
(もっと読む)
合成樹脂製ブロー容器
【課題】内容物の残存量に応じて容器を保持する部分を変更できる使い勝手のよい合成樹脂製ブロー容器を提案する。
【解決手段】内容物を排出する口部1を有し、この口部1の下端につながる頚部2を経て肩部3、胴部4、底部5を一体的に形成した合成樹脂製ブロー容器において、前記胴部4の上半分もしくは前記肩部3を含む胴部4の上半分の領域に凹所6を形成し、この凹所6に容器の胴部4に一体的に連結する容器保持用の把手7を設ける。そして、胴部4の下半分の領域には、胴部4の対向側壁にそれぞれ形成された指掛け凹部8a、8bとこの指掛け凹部8a、8bを相互につなぐ胴部周壁8cからなる容器保持用のグリップ8を設ける。
(もっと読む)
把手片が連結された合成樹脂製容器を製造する方法
【課題】把手片(2)が連結される部位でプリフォーム(40)が過剰に伸ばされてしまうことを確実に回避して、把手片が所要部位に連結されている合成樹脂製容器(4)を製造することを可能にする方法を提供する。
【解決手段】細長い筒形状であり軸線方向及び周方向に間隔をおいて複数個の噴出孔(50)が配設されている形態の延伸ロッド(46)を使用し、延伸ロッド内に高圧気体を供給して複数個の噴出孔から高圧気体を噴出せしめてプリフォームの成形部(44)をブローする。
(もっと読む)
多層筒状成形体
【課題】本発明は、層間の密着性に優れ、低コストで生産でき、リサイクル可能な高い耐熱性を持つ多層成形体を提供する。
【解決手段】多層成形体が、ポリアリーレンサルファイド系樹脂95質量%から80質量%及びオレフィン系エラストマー5質量%から20質量%からなる第一ポリアリーレンサルファイド系樹脂組成物を含む最内層と、前記最内層のさらに外側に配置され、第一ポリアリーレンサルファイド系樹脂組成物100質量部に対し強化繊維を5から35質量部配合した第二ポリアリーレンサルファイド系樹脂組成物からなる外層と、を備える。
(もっと読む)
ブロー成形におけるインサート方法
【課題】成形後におけるインサート部材の開口加工にあたってインサート部材を閉じている壁部分を確実かつ精度良く切除することができるブロー成形におけるインサート方法を提供する。
【解決手段】筒状のインサート部品3を嵌挿するための凹溝4がキャビティ5に形成された分割型式の金型1,2を用いる。型開きした金型1のキャビティ5の凹溝4に筒状のインサート部品3を嵌挿して不動状態に保持する。金型1,2間にパリソン6を配置する。次いで型締めしたのちパリソン6内に加圧流体を導入してパリソン6をキャビティ5に沿って膨張させるとともに、パリソン6とインサート部品3のキャビティ5側端部9を溶着一体化させる。金型1,2を開放して成形品を取り出した後にインサート部品3のパリソンによって閉じられている部分13を後加工により切除して開口させる。
(もっと読む)
超音波切削加工方法並びに超音波切削加工用中空成形品
【課題】挿入孔の開口部の内周面がテーパ状案内面とされた中空成形品に対する超音波切削加工が、より有利に実施可能な技術を提供する。
【解決手段】筒状のパリソンを成形した後、テーパ面形状を呈する案内面形成部と閉塞部形成部とを備えたキャビティ面にて囲まれた成形キャビティ内に、該パリソンを収容配置し、その後、かかるパリソンの内部に気体を吹き込んで、軟質部にテーパ筒部20と閉塞部とが設けられた筒状の中間成形体を成形する。更に、この中間成形体の閉塞部を除去して、挿入孔18と、テーパ筒部20の内周面からなるテーパ状案内面22と、該テーパ状案内面22よりも軸方向内方の内周面部分からなる被加工部とを有する中空成形品を得た後、該中空成形品の被加工部に対する超音波切削加工操作を実施するようにした。
(もっと読む)
1 - 20 / 47
[ Back to top ]