
Fターム[4F208AH17]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 車両(←軽車両)部材 (434)
Fターム[4F208AH17]の下位に属するFターム
車体(←ボディ、ドア) (28)
ステアリングホイール (1)
タイヤ
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (8)
バンパ (11)
パネル(←コンソールボックス) (63)
車両用内装材、クッション(←座席) (126)
ヘッドレスト (1)
Fターム[4F208AH17]に分類される特許
41 - 60 / 196
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
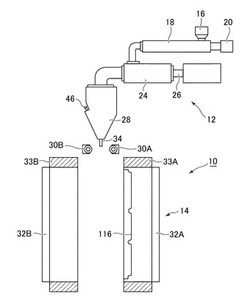
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
車両用表皮材及び車両用表皮材の製造方法

【課題】第一の表皮材である表皮材と、第二の表皮材である加飾部材を貼り合わせる際のエア溜り、浮き発生の防止、剥離等外観に影響する要因を少なくすることのできる車両用表皮材及び車両用表皮材の製造方法を提供することにある。
【解決手段】車両用シートに用いられる車両用表皮材10であって、車両用シートの少なくとも着座部を被覆する第一の表皮材11と、この第一の表皮材11の表面側に露見する部分を有し、第一の表皮材11に埋設され一体に接合された第二の表皮材12と、を備え、第二の表皮材12の裏面側に通気手段12bを形成した。
(もっと読む)
組込部品付きプラスチック中空体の製造方法及び組込部品付きプラスチック容器
【課題】中空体内に組込部品を特に簡単且つ確実に固定することが可能な組込部品付きプラスチック中空体の製造方法を提供する。
【解決手段】成形キャビティを形成する分割構造のブロー成形金型9a,9bを縦に分割開放して形成される金型開放間隙に可塑化プラスチック材料からなる1つ以上の帯板状又はチューブ状のパリソン13を垂下配置すると共に該金型開放間隙内に最終製品に内蔵させるべき少なくとも1つの組込部品1を配置し、これらパリソン13と組込部品1の周りで金型を閉じることにより金型で囲まれたキャビティ内でパリソン13を製品外形にブロー成形する。成形中又は成形直後に依然として塑性状態にある製品内壁に組込部品1を押し付け、製品内壁の塑性状態のプラスチック材料の一部を組込部品1の少なくとも1つの穴から該穴の背後にまで流入させる。
(もっと読む)
フッ素変性クロム触媒を用いて製造される高密度ポリオレフィンから作製される中空プラスチック製品
【課題】1個以上の開口部を有し且つ1層以上の層構造である中空プラスチック製品を提供する。
【解決手段】該中空プラスチック製品は、フッ素変性クロム触媒を用いて製造されたポリオレフィンから作製される1層以上の層を含んでいる。プラスチック燃料容器、ガソリンのキャニスター、プラスチックタンク、またはプラスチックボトル等として使用する方法。
(もっと読む)
ブロー成形品用芯材
【課題】大きな外的衝撃力が作用しても、シート材が芯材から剥がれることのないブロー成形品を提供する。
【解決手段】芯材と、芯材の外周面に密着させた樹脂製シート材と、からなるブロー成形品における前記芯材(100)であって、外周面には、樹脂製シート材を構成する樹脂が局部的に貯留される樹脂溜まり部(110)が形成されている。
(もっと読む)
多層発泡基材及びその製造方法
【課題】十分な剛性を有すると共に、見栄えに優れる多層発泡基材及びその製造方法を提供する。
【解決手段】本発明の多層発泡基材1は、第1スキン層11、樹脂発泡層12及び第2スキン層13を順に備えており、且つ樹脂発泡層12は、真空成形における真空引きにより拡厚されたものであって、本多層発泡基材1には、第1スキン層11側が外側となり、第2スキン層13側が内側となった曲面部が形成されており、この曲面部における第2スキン層13には、真空成形により生じる第2スキン層のたるみを吸収させた突形状の吸収部2が形成されている。
(もっと読む)
複合材料を用いた成形品及びその製造方法
【課題】成形時における表皮材の破れや吸音部における基材の潰れをなくし、軽量で優れた吸音性を発揮し、かつ不織布等の基材の脱落や汚水の浸入がない成形品及びその製造方法を提供する
【解決手段】目付が150〜800g/m2、嵩密度が0.01〜0.1g/cm3である不織布、もしくは樹脂発泡体よりなる基材と、通気性が50cc/cm2・sec以下の熱融着性の素材を含有する表皮材13とが、積層もしくは接着されてなる複合材料を、所要形状の成形面を有する上型と下型からなる成形金型で型締めしてなる成形品10において、前記成形品10は複合材料が成形金型に投入され、下型の潰し部と上型の潰し部との間で型締めされることにより成形品外周縁部が端末処理され、複合材料が所要形状に成形されるとともに、成形品に肩R部が形成され前記基材のボリウムが維持されていることを特徴とする。
(もっと読む)
コルゲートチューブ製造方法及びコルゲートチューブ
【課題】より軽量なコルゲートチューブ及び該コルゲートチューブの製造方法を提供する。
【解決手段】(a)一方向に交互に連続する環状の大径部12及び小径部18と、大径部12の外周面から外周側に突出する中空状の中空突部16とを有する筒状部材を成形する工程と、(b)前記筒状部材から、中空突部16を切り落とす工程とを備えるコルゲートチューブの製造方法。環状の大径部と小径部とが延在方向に交互に連続して設けられた略筒状に形成され、前記大径部の外周部には、内外方向に貫通する孔部が形成されているコルゲートチューブ。
(もっと読む)
中空発泡成形体の製造方法及び中空発泡成形体
【課題】中空発泡成形体の内部を流通させる流体の流量効率を向上させることが可能な中空発泡成形体の製造方法を提供する。
【解決手段】 発泡樹脂(13)を金型(12a,12b)で挟み込み、通気路を有する中空発泡成形体を成形し、中空発泡成形体を冷却させるための流体を通気路に流し、中空発泡成形体を冷却する。
(もっと読む)
ブロー成形品およびその製造方法
【課題】ポリフェニレンスルフィド樹脂を含有するポリマー組成物から製造されたブロー成形品(中空成形品)を提供する。
【解決手段】本発明のポリマー組成物は、ポリフェニレンスルフィド樹脂に加えて、ガラス繊維などの補強剤、および有機シランカップリング剤と耐衝撃性改良剤の組み合わせをさらに含有する。アミノシランカップリング剤と耐衝撃性改良剤の組み合わせは、この組成物の高せん断粘度を増大することなく、この組成物の低せん断粘度および溶融強度を大幅に増大させることが見出された。低せん断粘度が増大すると、この組成物は、複雑な形状の成形品に特によく適合するようになる。ブロー成形品を製造する場合、例えば、この組成物は、より高い押出量および押出速度で内面平滑度を向上させる一方で、肉厚をより良好に制御できるようにする。
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
衝撃吸収体及び衝撃吸収体の製造方法
【課題】部分的に衝撃が集中してかかる場合や、衝撃吸収体の形状等に制約がある場合においても、効果的に衝撃を吸収することが可能な衝撃吸収体を提供する。
【解決手段】複数のリブ(6,7,15)を有する中空体(11)から成る衝撃吸収体(1)であって、少なくとも2つ以上のリブ(6,7,15)に跨った板材(10)を、中空体(11)の衝撃吸収面に有することを特徴とする。
(もっと読む)
薄板樹脂製パネルおよびその製造方法
【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
加飾成形品の製造方法
【課題】繊維強化熱可塑性樹脂シートを使用しながらも、美観に優れた成形品を得ることのできる加飾成形品を得ること。
【解決手段】熱可塑性樹脂基材シートに装飾処理を施してなる加飾シートSと繊維強化熱可塑性樹脂シートTとの積層体Wを形成しておき、その積層体Wを一対の成形型11,12間に載置して加熱軟化せしめた後、成形型11,12を係合して積層体を加熱加圧することで成形し、冷却固化してから成形型11,12を開放することにより、繊維強化熱可塑性樹脂シートT上に加飾シートSが積層一体化された加飾成形品を得る。繊維強化熱可塑性樹脂成形品の表面に加飾を行うことができ、従来は美観が重視されるために繊維強化熱可塑性樹脂シートを用いることができなかった部位に適用範囲を広げることが可能となる。
(もっと読む)
深絞り成形同時転写用二軸延伸ポリエテルフィルム
【課題】 深絞り成形性に優れ、光沢ムラの少ないマット調外観の成形品を得ることのできる深絞り用成形同時転写用二軸延伸ポリエテルフィルムを提供する。
【解決手段】 イソフタル酸単位を5〜25モル%含む共重合ポリエステルからなり、少なくとも一方の表面に平均粒子径2.0〜20μmの粒子を0.1〜10.0重量%含有する厚さ4.0〜20μmの粒子含有の共押出層を有することを特徴とする深絞り成形同時転写用二軸延伸ポリエテルフィルム。
(もっと読む)
加飾シート、それを用いてなる加飾樹脂成形品及びその製造方法
【課題】耐薬品性と三次元成形性とを両立し得る加飾シート、それを用いてなる加飾樹脂成形品及びその製造方法を提供する。
【解決手段】基材上に少なくともプライマー層及び表面保護層を有する加飾シートであって、該表面保護層が、電離放射線硬化性樹脂組成物の硬化物からなり、かつ、該プライマー層が、少なくともポリオール及びイソシアネートを含有するプライマー組成物を用いて形成されてなることを特徴とする加飾シート、それを用いてなる加飾樹脂成形品及びその製造方法。
(もっと読む)
ポリプロピレン系樹脂発泡ブロー成形体の製造方法
【課題】 本発明は、従来の製造方法よりも、発泡パリソンの発泡性やブロー成形性を向上させ、広い密度範囲において、肉厚均一性に優れた成形体を得ることが可能なポリプロピレン系樹脂発泡ブロー成形体の製造方法を提供することを目的とする。
【解決手段】 本発明のポリプロピレン系樹脂発泡ブロー成形体の製造方法は、ポリプロピレン系樹脂と物理発泡剤とを混練してなる発泡性溶融樹脂をダイから押出して軟化状態の発泡パリソンを形成し、該発泡パリソンを金型に挟み込んでブロー成形する発泡ブロー成形体の製造方法において、前記ポリプロピレン系樹脂が、190℃の温度条件下で振動歪みを与える動的粘弾性測定において特定の条件(1)〜(3)を満足するポリプロピレン系樹脂(A)と特定の条件(4)を満足するポリプロピレン系樹脂(B)とからなり、樹脂(A)と樹脂(B)との混合比(A:B)が重量比で100:0.5〜100:5であることを特徴とする。
(もっと読む)
蛇腹成形品
【課題】柔軟性、リサイクル性、高温下での耐熱性及び耐油性に優れる蛇腹成形品を提供する。
【解決手段】(A)アクリルゴム、(B)熱可塑性ポリエステル樹脂、(C)オレフィン系重合体セグメントとビニル系共重合体セグメントとからなり、一方のセグメントが他方のセグメントにより形成されるマトリックス相中に分散相を形成しているグラフト共重合体又はその前駆体、(D)可塑剤、及び(E)アクリル系高分子加工助剤からなる熱可塑性エラストマー組成物より成形されてなる蛇腹成形品。
(もっと読む)
成形品の製造方法およびこれに用いる装置
【課題】異物を精度よく判定する。
【解決手段】熱可塑性樹脂材料を貫通したブローピンから気体を注入して該樹脂材料を膨らませることで中空の樹脂部材16を成形するブロー成形工程および中空の樹脂部材16に孔をあける穿孔工程を経て得られるリアスポイラ10の製造過程では、ブロー成形工程または穿孔工程で生じた異物の有無を判定する検査工程が行われる。検査工程では、樹脂部材16を揺動することで、該樹脂部材16の内部で転がるブロー成形工程または穿孔工程で生じた異物の振動を振動測定手段44によって測定し、振動測定手段44で測定した測定振動データと予め設定された基準振動データとの照合により異物の有無の判定を行う。
(もっと読む)
車両搭載の合成樹脂製燃料タンク
【課題】燃料タンクのタンク本体と支持ブラケットとがブロー成形により一体的に形成される場合において、車体側への燃料タンクの支持強度を向上させることが容易に達成できるようにする。
【解決手段】両金型25,26間へのパリソン30の挿入により、燃料タンク1のタンク本体3と支持ブラケット6とがブロー成形により一体的に形成される。支持ブラケット6の突出方向に沿った視線で見て、支持ブラケット6を板材の屈曲により形成される山形状、もしくは倒立山形状とする。支持ブラケット6の左右方向における中途部を構成して車体側に締結される被締結部9の板材厚さTaを、支持ブラケット6の基部近傍におけるタンク本体3の部分3aの厚さの2倍よりも大きくする一方、支持ブラケット6の左右各側部10の板材厚さTbをタンク本体3の部分3aの厚さの2倍よりも小さくする。
(もっと読む)
41 - 60 / 196
[ Back to top ]