
Fターム[4F208AH17]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 車両(←軽車両)部材 (434)
Fターム[4F208AH17]の下位に属するFターム
車体(←ボディ、ドア) (28)
ステアリングホイール (1)
タイヤ
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (8)
バンパ (11)
パネル(←コンソールボックス) (63)
車両用内装材、クッション(←座席) (126)
ヘッドレスト (1)
Fターム[4F208AH17]に分類される特許
61 - 80 / 196
インサート金属板の加飾装置
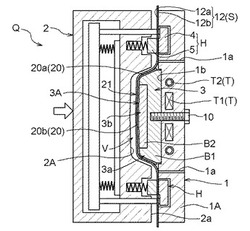
【課題】膨出形状のインサート金属板に対して、経済的に、且つ、良好に加飾できるようにする。
【解決手段】第1金型1と、第2金型2とが設けられ、第1金型1のコア凸部3と第2金型2との間にキャビティ空間Vが設けられ、第1金型1と第2金型2とは、膨出形状に成形されたインサート金属板20とインサート金属板20の膨出側の面の加飾に用いる加飾シートSとを沿わせたプレス対象材21を、キャビティ空間Vに配置して挟圧することで、インサート金属板20に加飾できるように構成してあるインサート金属板の加飾装置であって、金型温度を調整する温度調整機構Tが設けられ、コア凸部3の少なくとも一部を、第1金型1のベース部1Aと別部材で、且つ、第2金型2より熱膨張率の高い膨張性第1素材B1を用いて構成してある。
(もっと読む)
積層成形品の成形方法並びに成形金型

【課題】樹脂芯材表面に表皮を真空貼りしてなる積層成形品の成形方法並びに成形金型であって、成形上型と表皮との先当たりを防止することで、外観性能を高める。
【解決手段】成形下型60の外周にシール用側壁68を配設し、成形上下型50,60を型締めする前段階において、表皮22の周縁部分をシール用側壁68でシールした状態で表皮22を成形下型60の型面形状に真空成形により馴染ませる。従って、成形上下型50,60の型締め時、表皮22に成形上型50が先当たりすることがない。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 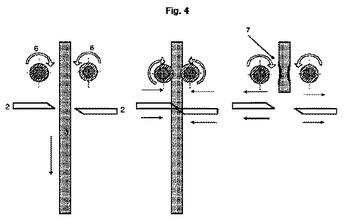 (もっと読む)
(もっと読む)
金属メッシュ強化された採光ドーム形状の成形体
金属メッシュ強化プラスチックから成る採光ドーム形状の成形体、並びに該成形体の製造法。 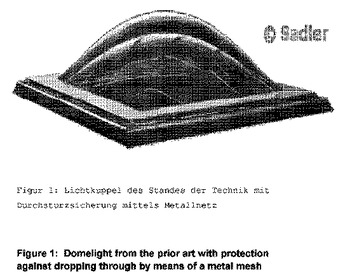 (もっと読む)
(もっと読む)
ブロー成形体
【課題】製品厚みが不均一でありながら、軽量で剛性に優れ、しかも成形時の成形不良を低減できるブロー成形体を提供する。
【解決手段】熱可塑性樹脂からなり、中空部を有する二重壁構造のブロー成形体1は、第1の壁部10aと、中空部を画定するように第1の壁部10aと間隔を置いて対向し、その間隔が相対的に短い領域11と相対的に長い領域12とを有する第2の壁部10bと、中空部内に設けられ、互いに実質的に平行に配置された複数のリブ列20と、を有し、各リブ列20は、一列に配列された複数のリブ21によって構成され、各リブ列20内で隣接するリブ21間には、ブロー成形用のエアーが流通する主通気路22が設けられ、主通気路22は、互いに隣接するリブ列20において、リブ列方向と直交する方向から見て互いに重ならないように配置され、リブ21には、ブロー成形用のエアーが流通する補助通気路23が開口している。
(もっと読む)
自動車用燃料タンク
【課題】燃料タンク内の燃料の蒸気圧上昇を抑制するとともに、製造が容易でコストに優れた燃料タンクを提供する。
【解決手段】多層構成からなる合成樹脂層で本体の外壁が形成された自動車用燃料タンクにおいて、外壁10は、少なくとも外側から順に、表皮層11、本体発泡層12、外部接着剤層13、バリヤ層14、内部接着剤層15及び内部本体層16から一体的に形成されている。表皮層11と内部本体層16は、ポリエチレン樹脂、ポリアミド樹脂又はポリエステル樹脂で形成され、本体発泡層12は、ポリエチレン樹脂、ポリアミド樹脂又はポリエステル樹脂を主に含有する発泡樹脂層として形成され、外部接着剤層13と内部接着剤層15は、それぞれ本体発泡層12と内部本体層16とバリヤ層14の両方に接着性を有する合成樹脂で形成され、バリヤ層14は、燃料油が透過しにくい合成樹脂で形成されている。
(もっと読む)
成形体の製造方法
【課題】賦形性がよく、かつ、非発泡層への成形型キャビティ面の転写性が良好な成形体の製造方法を提供する。
【解決手段】プロピレン樹脂からなる第一の発泡層11と、当該第一の発泡層に隣接する第二の発泡層12と、当該第二の発泡層に隣接し、その融点が150℃以上180℃以下であるポリマーからなる非発泡層13とを有する積層体1の第一の発泡層の表面温度、及び前記非発泡層の表面温度が、いずれも200℃以上、230℃以下となるように、加熱された積層体1を、夫々その内側にキャビティ面410Aを持つ一対の型部材を有する成形型4A内に配置し、次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型4Aを密閉し、次いで、キャビティ内を減圧状態とし、積層体を膨張させ、前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、成形体3Aを製造する方法。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
吸気ダクト
【課題】別途製作された内部仕切り部品を内蔵させることで内部を複数の流路に分割した吸気ダクトに関し、外気と一緒に吸い込まれてしまった雨や雪が壁面に衝突して水滴化したものを確実に外部へ排出し得るようにする。
【解決手段】空気取入口の開口側を前面として成形されたダクト本体と、該ダクト本体内を側壁12により左右方向に分割して複数の流路を区画形成した内部仕切り部品10と、ダクト本体下部の左右方向一側に形成されて上端をダクト本体内で開口し且つ下端を外部に開放したサイドブランチ部とを備え、側壁12を流下する水滴を各流路の後方壁面に導くビード19,20を側壁12に形成し、後方壁面を流下する水滴を受け止め得るよう樋状に形成され且つその受け止めた水滴をサイドブランチ部内に流し込むドリップチャンネル24,25を内部仕切り部品10に備える。
(もっと読む)
吸気ダクト及びその製造方法
【課題】吸気抵抗の増加を招くことなく内部を複数の流路に分割して多室化を図り得るようにした吸気ダクトを提供する。
【解決手段】運搬車両のキャブ後面に据え付けられて上下方向に延在し且つその上側に開口した空気取入口から外気をエンジン用吸気として取り入れる吸気ダクト8を、ブロー成形により形成されたダクト本体9と、該ダクト本体9のブロー成形時に内包されて前記空気取入口まで到る複数の流路A,B,C,D,E,Fを区画形成する内部仕切り部品10とにより構成する。
(もっと読む)
吸気ダクト
【課題】吸気抵抗の増加を招くことなく内部を複数の流路に分割して多室化を図り得るようにした吸気ダクトを提供する。
【解決手段】運搬車両のキャブ後面に据え付けられて上下方向に延在し且つその上側に開口した空気取入口から外気をエンジン用吸気として取り入れる吸気ダクト8を、型抜き方向を前後方向として成形されたダクト本体9と、該ダクト本体9内を前後に分割し且つその前後に分割されたダクト本体9内を更に左右方向にも分割して前記空気取入口まで到る複数の流路A,B,C,D,E,Fを区画形成する内部仕切り部品10とにより構成する。
(もっと読む)
成形体の製造方法
【課題】二次発泡の発泡倍率が高く、かつ、高いクッション性を有する成形体の製造方法を提供する。また、型形状の賦形性が良く、特に絞り形状部を有する場合、絞り形状部における成形体の外観に優れる成形体の製造方法を提供する。
【解決手段】第一の発泡シートからなる基材層と、この基材層の上に設けられた第二の発泡シートからなる中間層と、この中間層の上に設けられた非発泡シートからなる表皮層と、を有する積層体からなる成形体の製造方法であって、前記積層体の基材層側の面を、前記表皮層側の面の表面温度よりも高い温度となるよう加熱する加熱工程と、密閉可能な成形型のキャビティ内に、加熱された前記積層体を、この積層体の少なくとも一方の面が、対向する成形型のキャビティ面に直接接触しないよう配置し、前記成形型を型締する型締工程と、前記キャビティ内の圧力を減少させて前記積層体を膨張させる減圧工程と、前記減圧工程を経た積層体を冷却する冷却工程と、を有する。
(もっと読む)
樹脂燃料タンク
【課題】コストアップすることなく軽量化が可能な樹脂製燃料タンクを提供する。
【解決手段】樹脂燃料タンク100は、上椀部51及び下椀部52の筒状の中央部79に沿った第1方向Aにおける上椀部51及び下椀部52の中央の第1方向Aと直交する第2方向Bでの断面の内面が、上椀部51及び下椀部52の接続部分に接続されて上椀部51及び下椀部52の中央側に延出されると共に所定の半径からなる一対の第1円弧部と、所定の半径より大きい半径からなると共に一対の第1円弧部に亘って接続される第2円弧部と、を有して形成され、第2方向Bにおける上椀部51及び下椀部52の中央の第1方向Aでの断面の内面が、上椀部51及び下椀部52の接続部分に接続されて上椀部51及び下椀部52の中央側に延出される一対の第3円弧部と、一対の第3円弧部に亘って接続される接続部と、を有して形成される。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出して、発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13間に搬送し、該分割金型13で挟み込んで密閉し型締めする型締工程S3と、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
発泡成形品の製造方法
【課題】安価な材料を用いて、軽量であり、且つ耐衝撃性に優れる発泡成形品を成形することが可能な、発泡成形品の製造方法を提供する。
【解決手段】長鎖分岐を有するプロピレンホモポリマーと、プロピレン−エチレンブロックコポリマーと、低密度ポリエチレンとを所定の配合比で混合した基材樹脂に、発泡剤を添加して発泡成形する発泡成形体の製造方法である。所定の配合比は、混合する各材料のメルトテンションとメルトフローレイトとを乗算した値、引張破壊伸びに基づいて決定される。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】成形時に発泡樹脂の伸びが大きい部分がピンホールなく成形されているとともに、軽量、且つ、断熱性、耐衝撃性に優れた発泡成形体を提供する。
【解決手段】 本発明の発泡成形体は、2.0〜6.0(10-3×Pa-1)の平衡コンプライアンスを有するポリプロピレン系樹脂に発泡剤を混合させて押出機によって混練し、前記押出機から押出された発泡樹脂を、圧力流体により金型に沿わせて成形することにより形成され、最大ブロー比が0.4〜0.6であり、発泡倍率が1.5〜5.0倍であり、衝撃強度が30kg・cm以上である。
(もっと読む)
ポリカーボネート樹脂成形体の製造方法、ポリカーボネート樹脂成形体、防眩製品および防護製品
【課題】 ポリカーボネート樹脂シートに保護フィルムを貼り合わせたままで熱曲げ成形しても良好な外観を有するポリカーボネート樹脂成形体の製造方法を提供すること。
【解決手段】 ポリカーボネート樹脂シートまたはポリカーボネート樹脂層を基材に形成した積層体の少なくとも片面に保護フィルムを貼り合わせる工程、
裁断または打ち抜きにより形状加工する工程、
加熱しながら曲げ加工する工程、を含むポリカーボネート樹脂成形体の製造方法で、
前記保護フィルムが、105℃以上130℃以下の融解ピーク(A)および160℃以上175℃未満の融解ピーク(B)の少なくとも2つの融解ピークを有し、これら融解ピークの面積比[(A)/(B)]が35/65以上80/20以下であるポリカーボネート樹脂成形体の製造方法。
(もっと読む)
ダクトおよびその製造方法
【課題】ダクトの湾曲部分の通風性能を向上する。
【解決手段】ダクト10は、管状部14と曲げ変形可能な可変部16とを有し、該可変部16を曲げて湾曲部分11を形成するようになっている。可変部16は、支点部17が管状部14の外面と揃えて形成されると共に、残りの部分が、管状部14の外面より突出して周方向に延在する頂部18で繋がる対向する傾斜壁20,22で形成されている。可変部16は、支点部17を支点として対向する傾斜壁20,22を互いに近接するように折り畳んで湾曲部分11を形成している。
(もっと読む)
発泡成形体の製造方法
【課題】軽量でありながら、強度が優れる発泡成形体の製造方法を提供すること。
【解決手段】本発明は、発泡パリソンから発泡成形体40を製造する発泡成形体40の製造方法であって、発泡剤及び熱可塑性樹脂を含む混合樹脂を押出し発泡パリソンとする押出工程S1と、発泡パリソンの向かい合う内壁面同士を密着させ発泡パリソン積層体30とする密着工程S2と、該発泡パリソン積層体30を分割金型13で挟み込んで密閉し型締めする型締工程S3と、密着工程S2及び型締工程S3が施された後、分割金型13内の空気を吸引して減圧する吸引工程S4と、を備える発泡成形体40の製造方法に存する。
(もっと読む)
ブロー成形品
【課題】
解決しようとする課題は、溶着用のボスを有する熱可塑性樹脂のブロー成形品の製造に際し該ボスが成形時のブローアップによって引き伸ばされ、特に該ボスの平らな環状の溶着面が非常に薄肉となって溶着時の押圧力により大きく変形するため、溶着端と溶着面との片当りによって溶着部位が非常に限られた範囲になってしまう点である。
【解決手段】
平らな環状の溶着面と該溶着面の内側のフランジテーパー部分とを有するボス部を具備するブロー成形品の該溶着面に任意の相手部品を溶着することにより前記課題を解決した。
(もっと読む)
61 - 80 / 196
[ Back to top ]