
Fターム[4F208AH17]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 車両(←軽車両)部材 (434)
Fターム[4F208AH17]の下位に属するFターム
車体(←ボディ、ドア) (28)
ステアリングホイール (1)
タイヤ
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (8)
バンパ (11)
パネル(←コンソールボックス) (63)
車両用内装材、クッション(←座席) (126)
ヘッドレスト (1)
Fターム[4F208AH17]に分類される特許
161 - 180 / 196
タンク体の製造方法
【課題】
解決しようとする課題は、パイプ体を一体形成するタンク体を熱可塑性樹脂により中空成形しようとする場合、該パイプ体の内面の形状の寸法を規制できないという点である。本発明は上記の点を解決するためになされた。
【解決手段】
分割金型内に半溶融状態の熱可塑性樹脂シートを2枚垂下させるとともに、該熱可塑性樹脂シートの間の該パイプ体の当該位置に内面規制ピンを位置づけして型締めし、該熱可塑性樹脂シート内に高圧空気を吹き込んで賦形した後、該内面規制ピンを該パイプ体から抜去することにより前記課題を解決した。
(もっと読む)
プラスチックシート

【課題】透明部を有するプラスチックシートに加熱体を接触させて軟化させた後、立体形成する場合であっても、品質的に満足するプラスチックシートを提供する。
【解決手段】透明部(表示部)を有する表示板1a(プラスチックシート)に加熱体18を接触させて軟化させた後、圧空成形によって立体形成される表示板1aにおいて、透明部に対応した加熱体18側の表示板1a面に透明層13を設ける。
(もっと読む)
車両用空気ダクト
【課題】 自動車等の車両の空調装置から送出される調温空気を車両室内へ吐出するために、内装部材の内側に配設される車両用空気ダクトにおいて、遮音性の著しい向上により、車両室内への騒音の漏れを防止して空調運転の低騒音化を図る。
【解決手段】 断熱性、吸音性を備えた発泡樹脂層2の内周面と外周面に気密性、剛性を備えた硬質樹脂層3、4を積層した外皮で、多層ブロー成形手段により所定の中空形状体に一体成形したことを特徴とする。
(もっと読む)
エンジン排気ガス添加剤貯蔵システム
内燃機関排気ガス液体添加剤を貯蔵するためのシステムであって、添加剤を貯蔵するためのタンク、およびタンクの底壁に形成された開口を介して配置された「液中」のベースプレート(1)を含み、前記ベースプレートは少なくとも1つのオリフィスを含み、排気ガス中に前記添加剤を噴射するためのシステムが、該オリフィスを介して液体供給されることが可能であり、またベースプレート(1)には、貯蔵システムおよび/または噴射システムの少なくとも1つの他の作動構成部品が組み込まれている、システム。 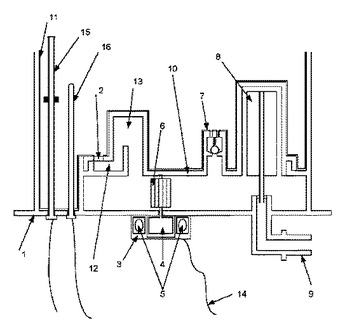 (もっと読む)
(もっと読む)
金型の真空システム用装置および真空システムを用いてシート材料を成形する方法
【課題】
ポリマー材料のシートを成形する方法および装置を提供することにある。
【解決手段】
協働してポリマーシートをクランプする第一および第二金型半部を有する、ポリマー材料のシートの成形方法および装置。真空機構は、シートを内部空間内に吸引する。真空機構は、真空をシートの特定部分に指向させるべく内部空間の周囲に配置された複数の制御可能な真空ポートを有している。また、検出機構がシートの吸引深さを測定する。
(もっと読む)
雪除け板付き吸気管の製造方法
【課題】
解決しようとする課題は、自動車用吸気管に雪除け機能を持たせる場合、ブロー成形製の該吸気管とは別に雪除け板を用意しなければならず、尚且つ捨袋部が無駄になるという点である。本発明は上記の点を解決するためになされた。
【解決手段】
吸気管と雪除け板部をブロー成形により一括成形し、成形後該吸気管と該雪除け板部とを分離し、分離された該雪除け板部を分離された該吸気管の所定の位置に固定、或いはインサート成形することにより前記課題を解決した。
(もっと読む)
樹脂製中空容器および樹脂製中空容器の製造方法
【課題】インサート部品との接合強度が高く、貯留物の貯留安定性に優れた樹脂製中空容器とその製造方法の提供を目的とする。
【解決手段】樹脂製の中空容器本体とインサート部品とを備え、インサート部品は芯部材を中空容器本体とは異なる樹脂材料からなる樹脂部材に埋め込んだものであり、かつ、樹脂部材に接着層を設けて中空容器本体にインサートしてあることを特徴とする樹脂製中空容器とした。
樹脂製中空容器をガソリン等の燃料タンクに適用するには、中空容器本体には燃料ガスの透過防止性に優れるナイロン樹脂を用い、インサート部品の樹脂部材には吸湿で剛性低下しないポリオレフィン樹脂を用い、この中空容器本体とインサート部品の樹脂部材部分とを変性ポリエチレンシートよりなる接着層で接合するのが良い。
(もっと読む)
ブロー成形用金型およびブロー成形方法
【課題】 高速押出ができない耐熱性の低い樹脂材料を使用した場合であっても、確実にインサート部品を本体と一体化させることのできるブロー成形用金型およびブロー成形方法を提供する。
【解決手段】 インサート部品Wをセットされた部品装着孔12は、金型10を形成する材料よりも比熱の高い材料からなるブロック11に形成されているため温度が下がりにくい。実施例のようにパリソン3が多層の場合には、ノズルから半割型10aと10bとの間に押し出されるパリソンの速度が遅くなり、長時間インサート部品Wが外気に曝されることになるが、上記したようにブロック11を比熱の高い材料で構成することでインサート部品の温度が低下しにくくなり、パリソンと結合しやすい。
(もっと読む)
表示盤及びその製造方法
【課題】安価で、容易に金属等の光沢及び質感を表現できる表示盤及びその製造方法を提供すること。
【解決手段】樹脂基板2と、この上に形成された有色の意匠層3と、この意匠層3上又は意匠層3が形成された意匠面21とは反対側の面に形成された、凹部42と凸部41とが交互に複数配されてなる凹凸層4とを有する表示盤及びその製造方法である。凹凸層4は、凹部42の厚みよりも凸部41の厚みが大きくなるように紫外線硬化性インクをインクジェット印刷により印刷し硬化させてなる。凹凸層4の形成においては、インクジェット印刷装置のインク吐出部を保持部に対して相対的に毎分20〜200mで、一方向Aに移動させながら紫外線硬化性インクを吐出し、紫外線を照射して印刷する動作と、インク吐出部に対して、インクジェット装置の保持部を一方向Aに対して直角に1ピッチ移動させる動作とを繰り返す。
(もっと読む)
防炎加工耐衝撃性改良ポリカーボネート組成物
本発明は、
(i) 成分
A) 分枝芳香族ポリカーボネートおよび/または分枝芳香族ポリエステルカーボネート、40〜95重量部、
B) シリコーンゴムおよびシリコーン−アクリレートゴムを包含する群から選択される一種類以上のグラフトベースを含むグラフトポリマー、1〜25重量部、
C) タルク、9〜18重量部、
D) リン含有防炎加工剤、0.4〜20重量部、
E) 一種類以上の無機ホウ素化合物、0.5〜20重量部、および
F) ドリップ防止剤、0〜3重量部
を含む組成物を溶融し、混合し、
(ii) 生じる溶融物を冷却し、粒状化し、
(iii) 粒状物を溶融し、シートに押し出し、かつ
(iv) シートを三次元物体に成形する、
改良された防火要件を満たす熱成形物品の製造方法、およびこの方法によって得られる成形物品に関する。
(もっと読む)
車両用デッキボード及びその成形方法
【課題】 スチームピンを中空成形体内に挿入しなくても中空成形体内での発泡を可能にした車両用デッキボード及びその成形方法を提供する。
【解決手段】 非発泡性パリソン12a,12bにより形成されてなる中空成形体12と、該中空成形体12内に挿入後加熱されることで前記中空成形体12に熱ラミネートされてなる板状の予備発泡樹脂13とより構成されてなる。
(もっと読む)
吸気ダクト構造及びその製造方法
【課題】
ダクト本体部に少なくとも1つのポーラス部を一体形成することで、構造が簡単で、しかもコスト低減を図ることができるうえ、ポーラス部により吸気騒音を全体的になますことができ、不快音の低減を図ることができる吸気ダクト構造の提供を目的とする。
【解決手段】
エアクリーナ1に空気を供給する吸気ダクト構造であって、吸気ダクト3は、中空状に形成された樹脂製のダクト本体部8と、ダクト本体部8の先端部に形成された空気吸入用の開口9を有する空気吸入部10と、ダクト本体部8に少なくとも1つ形成されると共に、多孔質材11を備えたポーラス部12とを有し、ポーラス部12はダクト本体部8と一体形成されたことを特徴とする。
(もっと読む)
取付金具とダストカバーとの組付体及びその製造方法
【課題】上金具と下金具とを接合して成る取付金具に対してダストカバーをブロー成形し且つ取付金具に一体に組み付けるに際して、ダストカバーの構成材料が取付金具の接合部の間隙に侵入する問題を解決することのできる取付金具とダストカバーとの組付体を提供する。
【解決手段】クッションゴムの下部を弾性的に嵌め込んで保持するカップ状の上金具36と、バウンドストッパ47の上部を嵌込状態に保持する逆カップ状の下金具38とを接合して成るピストンロッドの取付固定のための取付金具16と、ブロー成形品としてのダストカバー86との組付体87において、ダストカバー86の嵌合組付部88のうち、少なくとも下底部40と上底部44との接合部の外周側に位置する部分を他部に対して部分的に厚肉をなす厚肉部96としておく。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】。
【解決手段】パリソンPを同一の径にて下方に吐出するノズルと、上記同一の径にて吐出されたパリソンPの左側に配置されてなる一方の金型本体8と、上記パリソンPの右側に配置されてなる他方の金型本体9と、上記一方及び他方の金型本体8,9が互いに接近する方向及び離間する方向に該一方及び他方の金型本体を駆動する駆動手段10,11と、上記一方の金型本体8に配置され他方の金型本体方向9及びその反対方向に移動自在とされてなる一方の移動型12と、上記他方の金型本体9に配置され一方の金型本体8方向及びその反対方向に移動自在とされてなる他方の移動型13と、上記一方の移動型12と他方の移動型13とが型締めされた後に上記パリソンPの内側に空気を圧入する空気圧入手段5,24と、を備えてなるとともに、上記一方及び他方の移動型12,13に形成された成形面12aの幅は、上記パリソンPの外径よりも広いものとされてなる。
(もっと読む)
摩擦材の熱成形方法及び熱成形用金型
【課題】 熱成形中に発生するガスを、効率よく排出できる摩擦材の熱成形方法と、この方法に使用する摩擦材の成形金型とを提供する。
【解決手段】 貫通した中空部6aを有する枠型6と、該中空部の一方側に配置された押し型5と、他方側に配置された受け型7とを有し、押し型5と受け型7の少なくとも一方が前記枠型6の中空部6a内を摺動自在な熱成形用金型を用い、摩擦材原料を前記枠型内に投入し、該摩擦材に前記押し型と受け型とにより圧力を加え、加熱して成形する。枠型6は複数個に分割され、熱成形中に前記押し型と受け型とにより加える圧力を減圧するとともに、前記複数個に分割された枠型を離反し、該離反した枠型の隙間から熱成形中に発生したガスを排出する。
(もっと読む)
折り返し装置及び折り返し方法
【課題】 表皮材の突出部を容易かつ短時間に、かつシワ等が生じることなく折り返すことができるようにすること。
【解決手段】 基材42上に表皮材43を重合させてなる成形天井材41を支持するための支持台11と、成形天井材41が支持台11上に支持された状態において、表皮材43の基材42からの突出部43aを基材42の端部が内包されるように折り返すための折り返し部材16とを備える。折り返し部材16を、昇降可能でかつ基材42に対して進退可能な第1把持部材22と、その第1把持部材22上に支持され、第1把持部材22との間に表皮材43の突出部43aを把持可能な第2把持部材23とにより構成する。第1把持部材22には、前進位置で下降することにより、基材42を内包した状態の表皮材43の突出部43aを基材42に対して押し付けるための押し付け面26を形成する。
(もっと読む)
構造用軽量トリム部品の製造方法、および製造された構造用軽量トリム部品
構造用軽量トリム部品を製造するための方法であって、以下のステップからなる:(A)第1の金型半分(6)および第2の金型半分(7)を備えている金型へ複数の層を挿入する。第2の金型半分(7)は、複数のカップ状の凹所(8)を有する。複数の層は、第1の金型半分(6)に面する第1の通気性外皮層(1)と、第2の金型半分(7)に面する第2の気密外皮層(3、4)と、2つの外皮層間に位置しているフィルム層(2)とを少なくとも含んでいる。(B)金型を閉じ、片側から気体(5)を排出して、第1の外皮層を第1の金型半分に対して押し付ける。(C)第1の多孔質外皮層を成形および固化する。(D)第1の空間を加圧気体(5)で満たし、第2の外皮層を第2の金型半分に対して押し付ける。(E)第2の外皮層を成形および固化する。(F)一方で、カップ状の凹所の間の領域において第1の外皮層と第2の外皮層とを互いに接合し、複数のカップ状の空洞を有する音響体を形成する。 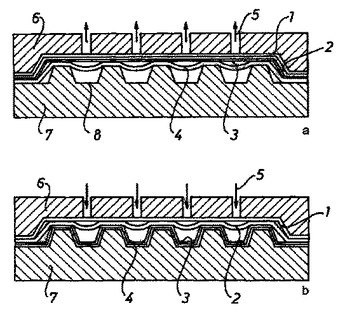 (もっと読む)
(もっと読む)
取付け部材を有する発泡樹脂中空成形体の製造方法および取付け部材を有する発泡樹脂中空成形体
【課題】車輌用エアコンダクトなどに使用できる強度が十分に確保された取付け部材が一体に形成された発泡樹脂中空成形体を提供する。
【解決手段】 軟化状態にある発泡樹脂パリソン6を、開閉可能な分割型金型(1,1)内に配置し、該発泡樹脂パリソン6を金型で挟み込んで発泡樹脂パリソン内に気体を吹き込んで発泡樹脂中空成形体を製造する方法において、分割型金型の閉合に伴って発泡樹脂パリソンの少なくとも一部を、成形される発泡樹脂中空成形体の外壁面より外側に突出させ、該突出部61を重ね合わせて押し潰すことにより、密度が0.5g/cm3>以上であり、且つ坪量が該発泡樹脂中空成形体の本体部の坪量の2倍を超える平坦部を有する取付け部材7を形成する。
(もっと読む)
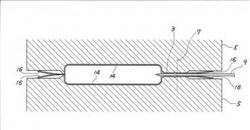
レゾネータ
【課題】
解決しようとする課題は、溶着バリにより導伝管の導伝管有効内径が狭まり、レゾネータの固有音響周波数f0が小さくなってしまうので、該溶着バリを後加工にて処理する必要があるという点である。
【解決手段】
熱可塑性樹脂のブロー成形による共鳴箱と一体の導伝管の端部に該導伝管の径を太くする向きに広がる段部を設け、熱可塑性樹脂製の吸気管の溶着座に設けられた導伝穴の外周部と該段部の縁部とを溶着してなるレゾネータを提供することにより前記課題を解決した。
(もっと読む)
プラスチック製押出ブロー成形注入管
本発明は、各管端部にそれぞれ端口部(7)を有し、各端口部にはフランジ及び/又は接合対象部材との溶接用の端面(8)が設けられているタイプの特に自動車燃料タンク向けの多層共押出成形品からなるプラスチック製押出ブロー成形注入管(1)に関する。この注入管(1)は、互いに異なる管端部に位置する2つの端口部(7)が共に予め校正された肉厚と内径を有することを特徴とする。 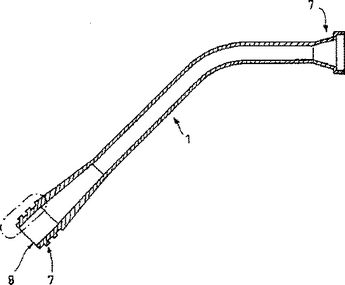 (もっと読む)
(もっと読む)
161 - 180 / 196
[ Back to top ]