
Fターム[4F208AH17]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 車両(←軽車両)部材 (434)
Fターム[4F208AH17]の下位に属するFターム
車体(←ボディ、ドア) (28)
ステアリングホイール (1)
タイヤ
タイヤチェーン、無限軌条
ウエザーストリップ、モール(←トリム) (8)
バンパ (11)
パネル(←コンソールボックス) (63)
車両用内装材、クッション(←座席) (126)
ヘッドレスト (1)
Fターム[4F208AH17]に分類される特許
1 - 20 / 196
吸気ダクトの製造方法
成形品及びその製造方法
ブロー成形品の製造装置および製造方法
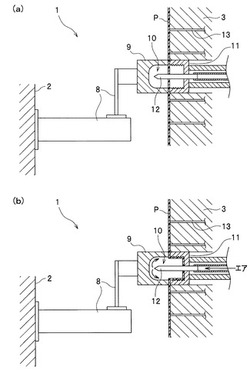
【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
ブロー成形品の製造方法

【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に粉末状界面活性剤のみを混入させてブロー成形機に投入し、成形時の熱によって上記界面活性剤に含まれる微量な水分を気化させることにより前記課題を解決した。
(もっと読む)
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に重曹のみを混入させてブロー成形機に投入し、成形時の熱によって重曹を熱分解させて主原料を発泡させることにより前記課題を解決した。
(もっと読む)
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
(もっと読む)
中空成形体の製造方法及び空調ダクト
【課題】竹炭による吸湿及び脱臭の効果を確実に得ることができる中空成形体の製造方法及び空調ダクトを提供する。
【解決手段】キャビティ39に配置したパリソンの内部に第1ないし第3のブローピン51,52,53から圧縮空気を注入して中空な中間体65を賦形する。第1及び第2のブローピン51,52から中間体65の内面に吸湿性及び脱臭効果を有する粉状の竹炭17を吹き付けるとともに、第3のブローピン53から圧縮空気を排出する。断面形状の複雑さに拘らず竹炭17を中間体65の内面に確実に固着できる。竹炭17が空調ダクトの内面に露出した状態となり、竹炭17による吸湿及び脱臭の効果を確実に得ることができる。
(もっと読む)
車両用アンダーカバー及びその製造方法
【課題】吸音性、耐チッピング性及び耐水性、の各特性を高度に並立できる車両用アンダーカバー及びその製造方法を提供する。
【解決手段】車両用アンダーカバーの製造方法において、ガラス繊維と第1樹脂(PP)とが含まれた不織布素材が2層以上積層されてなり、各不織布素材のガラス繊維の配向方向が互いに交差するように積層された基材層用不織布11、及び、第2繊維(PET)と、第2樹脂より融点が低い第3樹脂繊維(PP)と、が含まれた表面層用不織布12、を積層して積層体20を形成する積層体形成工程PR1と、第1樹脂及び第3樹脂の融点より高く、且つ、第2樹脂の融点より低い温度で熱盤プレスする工程PR2と、積層体21をシート状に冷間プレスする工程PR3と、積層体22を加熱する工程PR4と、積層体23を製品形状に冷間プレスする工程PR5と、を備える。
(もっと読む)
車両用装飾成形品の製造方法
【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
成形装置および成形方法
【課題】基材底面に接着するシートの接着強度を高め、その剥離を防止するとともに、生産性も向上した、成形装置および成形方法を提供する。
【解決手段】接着層を有するシート4を基材10に被覆し接着する成形装置である。基台22上に設けられて基材10を保持する基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、を備える。基台22には、基材治具60の側周面より外側に延出した基材10の外周部の底面10aに対向して押圧部63が設けられている。基材治具60上の基材10と押圧部63とを相対的に移動させることにより、基材10の外周部の底面にシート4を介して押圧部63を接離可能に当接させる移動手段を備えている。
(もっと読む)
ポリアミド樹脂組成物、および成形体
【課題】曲げ特性および耐熱性を維持しつつ、軽量性、ブロー成形性および表面平滑性に優れたポリアミド樹脂組成物を提供する。
【解決手段】本発明のポリアミド樹脂組成物は、ポリアミド樹脂(A)、繊維状粘土鉱物(B)およびカップリング剤(C)を含有し、各成分の質量比率が下記式(I)および(II)を満足するものであり、かつダイスウェル指数が1.1以上、ドローダウン指数が1.5以下であることを特徴とする。
(A)/(B)=75/25〜95/5 (I)
(C)/{(A)+(B)}=0.5/100〜8/100 (II)
(もっと読む)
フィルム加飾成形品の余剰フィルムトリミング方法およびその装置
【課題】成形品からはみ出している余剰フィルムを成形品の端部に沿って正確にかつ効率よくトリミングするフィルム加飾成形品の余剰フィルムトリミング方法とその方法を実施するための装置を提供する。
【解決手段】フィルム加飾成形品の余剰フィルムトリミング方法は、受治具30に載置された樹脂基材Aの表面に真空圧空成形により加飾フィルムBを貼着し、この加飾フィルムの製品部外周の余剰部分B2をトリミングするフィルム加飾成形品の余剰フィルムトリミング方法であって、樹脂基材Aは、外周縁が下方に向かって屈曲して裏面側が凹面形状の成形品であり、受治具は、この樹脂基材Aを載置する受型部31と受型部31に連続する基台部32との境界近傍に該境界の全周に亘って敷設された電熱線40を備え、この電熱線40に通電することで、貼着された加飾フィルムを樹脂基材Aの外周縁の下端部に沿って溶断することを特徴とする。
(もっと読む)
転写方式加飾シート、これを用いた外観部品の製造方法および外観部品、これを用いた家電製品
【課題】家電製品に用いる外観部品に係り、特に、メタリック光沢を備えた加飾層を有する転写方式加飾シートであっても、適切に加飾すること。
【解決手段】メタリック光沢を備えた加飾層を、樹脂フィルムからなる支持体と接着剤層とで挟み込む構成を有し、前記樹脂フィルムからなる支持体は熱線吸収剤を含有することを特徴とする転写方式加飾シートとしたものである。
これにより、波長700〜4000nmを放出する赤外線ヒーターで加熱した場合に、樹脂フィルムからなる支持体中が含有する熱線吸収剤の作用により、樹脂フィルムからなる支持体の昇温速度が向上する。得られた熱がメタリック光沢を備えた加飾層、及び接着剤層に伝わることで加飾シート全体の昇温速度の向上が望める。
(もっと読む)
板状部分付き管状発泡成形体
【課題】発泡倍率の高い溶融樹脂を用いて製造した場合であっても、管本体内側への不要なこぶの発生を確実に防止する。
【解決手段】管本体X1と、その管本体X1の外側に連接された板状部分Y1とを有する管状発泡成形体について、板状部分Y1における管本体X1との連接面近傍に凹部106を形成する。このことにより、分割金型での型締めの際に、板状部分Y1がキャビティ面10a、10b間の厚みまで圧縮され、管本体X1の内側部分には空間が空いた状態であっても、凹部106を形成するための凸部18が気泡セルの移動に対してダムとして機能し、気泡セルの移動をこの凸部18で堰き止める。
(もっと読む)
燃焼化学気相蒸着装置及び加飾品の製造方法
【課題】イトロ処理などの燃焼化学気相蒸着で表面改質が行われる被加飾体への異物の付着を防止し、歩留まりを向上させた加飾品の製造装置を提供する。
【解決手段】被加飾体である蓋部材103をワークとして、移動テーブル30がワークをスライダーに沿って移動させる。バーナー21は、移動テーブル30の上方に取り付けられており、下方を移動するワークに向かって、改質剤化合物の入っている火炎をあてる。吸気部40は、移動テーブル30の下方に中空の台座32の開口部32aを有しており、バーナー21及び移動テーブル30の下方に向かってブロアー41により行う。
(もっと読む)
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】ポリ乳酸樹脂に十分な二次加工性を与えることができる添加剤を含有し、二次加工性、なかでも延伸性、熱成形性が改善されたポリ乳酸樹脂組成物、該組成物を用いて得られるシート、該シートを二次加工して得られる、延伸フィルム、熱成形品等の成形体、該シートの二次加工方法、及び、延伸フィルム又は成形体からなる包装材を提供すること。
【解決手段】ポリ乳酸樹脂、及び該ポリ乳酸樹脂100重量部に対して、式(I):
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pはそれぞれ独立してオキシアルキレン基の平均付加モル数を示す正の数であって、m+n+pが3を超え12以下を満足する数である)
で表される化合物を0.1〜30重量部含有してなる、ポリ乳酸樹脂組成物。
(もっと読む)
積層シート、積層シートを貼り付けた部品およびその製造方法
【課題】インモールド射出成形法、真空加熱圧着法などによって基材に貼り付けるのに適した、形状追従性に優れたより薄い積層シートを提供する。また、用途に応じて必要とされる耐薬品性に優れた最表面層を有する積層シートを提供する。
【解決手段】積層シートは、最表面に配置される表面層と、加熱成形性を有する樹脂層と、前記基材に接着される接着層とを含み、表面層が、炭素数1〜4のアルキル基を有するアルキル(メタ)アクリレートと、式(1):
CH2=CR1COR2 (1)
(式中、R1は水素原子またはメチル基、R2は、炭素数5以上のアルコキシ基、炭素数5以上のシクロアルコキシ基、ヒドロキシル基、および含窒素基からなる群より選択される)で表される1種以上の(メタ)アクリルモノマーとを含むモノマー混合物を共重合してなる(メタ)アクリル共重合体を含む。
(もっと読む)
樹脂成形品の成形方法及び樹脂成形品
【課題】芯材と樹脂シートとの溶着強度を向上させることが可能な樹脂成形品の成形方法を提供する。
【解決手段】発泡体からなる芯材(102)を、溶融状態の少なくとも2枚の樹脂シート(101)で挟み込んで積層してなる樹脂成形品(100)の成形方法であり、樹脂シート(101)は、繊維状フィラーを含有しており、芯材(102)の表面を樹脂シート(101)の熱で溶融させながら、芯材(102)と樹脂シート(101)とを溶着し、芯材(102)と樹脂シート(101)とを金型で型締めし、樹脂成形品(100)を成形する。
(もっと読む)
一体成形体の製造方法及び一体成形体
【課題】結晶性熱可塑性樹脂と添加剤とを含む溶融樹脂組成物から構成される成形体の表面に、添加剤を含有しない結晶性熱可塑性樹脂から構成される結晶性樹脂層を、充分に密着させることができ、且つ、結晶性熱可塑性樹脂から構成される結晶性樹脂層のもととなる立体シートを、真空成形法で成形する技術を提供する。
【解決手段】結晶化度が20%以下のPPS樹脂(ポリフェニレンサルファイド樹脂)から構成される立体シートを、射出成形用金型内に配置し、PPS樹脂の溶融温度以上の溶融樹脂組成物を前記射出成形用金型内に射出し、一体成形体を製造する。
(もっと読む)
1 - 20 / 196
[ Back to top ]