
Fターム[4F208AH24]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 用途物品 (1,866) | 車両(←軽車両)部材 (434) | バンパ (11)
Fターム[4F208AH24]に分類される特許
1 - 11 / 11
繊維強化ブロー成形体及びその製造方法
【課題】長繊維材料で強化した繊維強化ブロー成形体の横方向の曲げ強度及び耐衝撃強度を向上させて、このブロー成形体の縦割れしやすい性質を改善する。
【解決手段】長繊維材料と短繊維材料の両方を強化材として含む繊維強化ブロー成形体。ブロー成形体は、直径2μm以上100μm以下、長さ2mm以上30mm以下の長繊維材料を、プラスチック材料に対して1質量%以上30質量%以下の割合で含み、さらに直径2μm以上100μm以下、長さ2mm未満の短繊維材料を含む。長繊維材料は、ブロー成形体の縦方向(パリソンの押出方向)に配向している。
(もっと読む)
ブロー成形品およびその製造方法
【課題】穴部周辺の壁面の平滑度を良好に保つブロー成形品およびその製造方法を提供する。
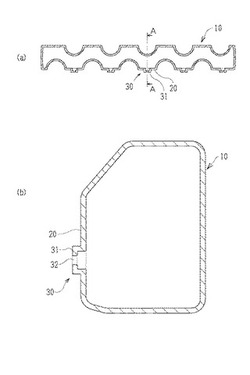
【解決手段】ブロー成形品である衝撃吸収体10は、凸部31を有する平面部20と、ブロー成形後の型内で刃付工具により、凸部31上の略中央に開けられる凸部31より小さな穴部30とを備える。穴部30は、凸凹がなく平滑な平面部20上に設けられ、平面部20から凸形状となるように設けられた凸部31を有する。穴部30には、凸部31上に凸部31の外周より小さい透孔32が設けられる。衝撃吸収体10は、樹脂をブロー成形して製造される。樹脂としては、例えばオレフィン系の樹脂が用いられる。
(もっと読む)
中空成形体及びその成形方法

【課題】フランジ部の剛性を高める。
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
多層ブロー成形品
【課題】光沢感が良好で、耐傷付き性、耐白化性に優れた多層ブロー成形品の提供。
【解決手段】少なくとも内層及び外層からなる多層ブロー成形品であって、前記外層がメタロセン触媒を用いて製造され、MFRが2〜40g/10分、融点が100〜140℃、ゲルパーミエーションクロマトグラフィー(GPC)により求めた重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が1.5〜4.0、昇温溶離分別(TREF)法で測定した40℃以下の可溶分(S40)が10重量%以下である、プロピレン単独重合体又はプロピレン・α−オレフィンランダム共重合体から選ばれるポリプロピレン系樹脂からなることを特徴とする多層ブロー成形品。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体が金型のキャビティ内に配置されるよう金型を型締めする工程と、前記筒状成形体を前記キャビティ内で膨らませてブロー成形体を成形した状態で、前記キャビティの前記ブロー成形体内部に発泡性の溶融樹脂を射出する射出工程と、前記金型をコアバックさせて前記キャビティの容積を増大させながら前記溶融樹脂を前記ブロー成形体内部で発泡させる発泡工程と、を有し、前記発泡工程において、前記コアバックによる前記ブロー成形体の被延伸部分に近接する部位に充填される前記溶融樹脂の発泡圧を、他の部位に充填される前記溶融樹脂の発泡圧に比べて、高く設定することを特徴とする。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】金型のコアバックにより溶融樹脂の発泡を促進すると共に、パリソンの金型内壁に対する追従性の低下を抑制すること。
【解決手段】
押し出し成形された非発泡性かつ伸縮性のある筒状成形体Pが金型21、22のキャビティC内に配置されるよう金型21、22を型締めする工程と、筒状成形体PをキャビティC内で膨らませてブロー成形体を成形した状態で、キャビティC内のブロー成形体P内部に発泡性の溶融樹脂を射出する射出工程と、金型21、22をコアバックさせてキャビティCの容積を増大させながら溶融樹脂をブロー成形体P内部で発泡させる発泡工程と、を有し、発泡工程において、コアバックによるキャビティCの容積の増大に伴って延伸されるブロー成形体Pの被延伸部分に近接する部位(部分B)に充填される溶融樹脂の温度を他の部位に充填される溶融樹脂の温度に比べて高く設定することを特徴とする。
(もっと読む)
高剛性ポリプロピレン系樹脂の製造方法およびそれを用いたブロー成形体
【課題】軽量で、かつ剛性,寸法安定性,耐熱性に優れる大型ブロー部品の製造が可能な耐ドローダウン性の良好な高剛性ポリプロピレン系樹脂を開発し、該ポリプロピレン系樹脂からなる、特に、自動車用大型部品、例えば、バンパー,バンパービーム,シートバック,インストルメントパネル等に好適に用いられるブロー成形体を提供する。
【解決手段】立体規則性触媒を用い、第一段階及び第二段階でそれぞれ極限粘度〔η〕が異なるプロピレン重合体を生成させ、さらに、第三段階においてプロピレン−エチレン共重合体を生成させる多段重合法による高剛性ポリプロピレン系樹脂の製造方法及び、該方法により製造された高剛性ポリプロピレン系樹脂からなるブロー成形体である。
(もっと読む)
真空成形用樹脂シート
【課題】広がった開口部がシート本体の切断位置の内側に入り込んでしまうことを防止すると共に、最も大きく変形する部位の肉厚変化を十分に抑制することができる真空成形用樹脂シートを提供すること。
【解決手段】成形型に倣わせて押圧及び吸引された後に所定形状に切断されるシート本体2と、このシート本体2に設けられて吸引した際に広がる開口部3とを備えた真空形成用樹脂シート1であって、開口部3は、シート本体2の切断位置Sよりも外側であって、成形時に最も大きく変形する部位Aから最も大きな張力のかかる方向Xに沿う位置を避け、且つ、その近傍位置に設けられている。
(もっと読む)
樹脂シート材
【課題】剛性が高い樹脂成形体を容易に成形できるようにした樹脂シート材を提供する。
【解決手段】樹脂シート材1は、シート材本体3と、シート材本体3の少なくとも一側面に配置されて、加圧成形の際に一側面にインサートされる繊維シート5とを備えている。縫製糸9が、シート材本体3を貫通し、シート材本体3に繊維シート5を縫い止めている。
(もっと読む)
樹脂中空成形体及びその成形方法
【課題】樹脂中空成形体の剛性を高め、かつ樹脂中空成形体を簡単に成形する。
【解決手段】閉断面状の中空部13を有する樹脂製のバンパービーム本体15と、バンパービーム本体15の内周面全体に一体的に付着されているテキスタイルからなる被覆材17と、中空部13に配置され、被覆材17をバンパービーム本体15とで一体的に挟圧する筒状マンドレル19とでバンパービーム1を構成する。
(もっと読む)
衝撃吸収体
【課題】対応し得る衝撃の幅が大きく、衝撃が人体に及ぼす影響を軽減でき、かつ斜めからの衝撃に対しても衝撃吸収性能が低下しない、熱可塑性樹脂のブロー成形体からなる衝撃吸収体。
【解決手段】後壁3に前壁2に向けて窪ませた截頭円錐形の凹状リブ5が形成されている。凹状リブ5の先端は前壁2の近傍に達し、前壁2に凹状リブ5の受け部が形成されている。受け部は前壁に向けて窪ませた環状の凹部6であり、凹部6は凹状リブ5の先端の周囲に配置されている。凹部6の先端6aは、凹状リブ5の先端5aの高さとほぼ同一又はそれより深く形成されている。ブロー成形体は密封されていることが望ましい。
(もっと読む)
1 - 11 / 11
[ Back to top ]