
Fターム[4F208AJ11]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 装置又は装置部材の材料の特徴 (198) | 性質の特徴(←離型性) (44)
Fターム[4F208AJ11]の下位に属するFターム
熱伝導性 (13)
断熱性 (11)
摩擦特性(←耐摩耗性) (3)
耐薬品性 (1)
Fターム[4F208AJ11]に分類される特許
1 - 16 / 16
圧空成形用金型及び圧空成形方法

【課題】優れた外観や賦形性、強度、高い寸法精度を有する成形品の成形を可能とする圧空成形方法の実行に適した圧空成形用金型を提供する。
【解決手段】本発明の圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料を介して接し、上型41には上下動する上型可動コア部46が備えられており、下型51には上下動する下型可動コア部56が備えられており、下型可動コア部56の頂面57と対向する上型可動コア部46の底面47には、下型可動コア部56の外縁部と相似形のリング状の突起部48が設けられている。
(もっと読む)
コアを用いた成形方法および成形装置

【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
圧空成形用金型、圧空成形方法、及び、成形品
【課題】優れた外観や強度、高い寸法精度を有する成形品の成形を可能とする圧空成形用金型を提供する。
【解決手段】圧空成形用金型30は、下側に向かって突出した上型突出部42が外周部に設けられており、圧縮気体を導入する導入孔43を有する上型41、及び、上型突出部42に対向して、上側に向かって突出した下型突出部52が外周部に設けられた下型51から構成され、型締時、上型突出部42と下型突出部52とが圧空成形用材料21を介して接する圧空成形用金型であって、下型51の底面53の中央部には凸部54が設けられており、上型41には、上下動する可動コア部61が備えられており、下型51の底面53と対向する可動コア部61の底面62には、下型51に設けられた凸部54の平面形状と相似形の内面を有するリング状の突出部63が設けられている。
(もっと読む)
キャリアテープの成形方法
【課題】
間接過熱方式により樹脂テープを加熱する方式の成形方法で、ポケット形状に応じて、連続して高精度な寸法のポケットを有し、テーピング工程、実装工程での安定搬送が可能なキャリアテープを製造する。
【解決手段】
一定幅にスリットされた樹脂テープの、部品収納用ポケット成形部分を間接加熱方式で加熱し、ポケット成形用金型で電子部品収納用のポケットを成形するキャリアテープの製造方法において、前記間接加熱熱源と樹脂テープの間のテープの両側端部に加熱エリアガイド板を設け、テープ幅方向の加熱エリアを制限することを特徴とするキャリアテープの製造方法である。間接加熱工程の熱源は、熱風ヒーター方式であることが好ましい。
(もっと読む)
インサート金属板の加飾装置
【課題】膨出形状のインサート金属板に対して、経済的に、且つ、良好に加飾できるようにする。
【解決手段】第1金型1と、第2金型2とが設けられ、第1金型1のコア凸部3と第2金型2との間にキャビティ空間Vが設けられ、第1金型1と第2金型2とは、膨出形状に成形されたインサート金属板20とインサート金属板20の膨出側の面の加飾に用いる加飾シートSとを沿わせたプレス対象材21を、キャビティ空間Vに配置して挟圧することで、インサート金属板20に加飾できるように構成してあるインサート金属板の加飾装置であって、金型温度を調整する温度調整機構Tが設けられ、コア凸部3の少なくとも一部を、第1金型1のベース部1Aと別部材で、且つ、第2金型2より熱膨張率の高い膨張性第1素材B1を用いて構成してある。
(もっと読む)
2枚のシートからプラスチック中空体を製造するための方法及び装置
溶融プラスチックの2枚のシートを2つのキャビティを備える金型で成形することによってプラスチック中空体を製造する方法であって、当該方法は、a)溶融プラスチックの少なくとも1つの流れを押出し、かつ横に切断することによって、2枚の溶融プラスチックシートが製造されるステップと、b)金型キャビティの間にこれらのシートが導入されるステップと、c)金型が閉じられ、かつ2枚のシートを金型キャビティに合わせることによって中空体が製造されるステップと、d)このように得られた中空体を金型から取り除くステップと、e)2枚の新しいシートから別の中空体を製造するためにa)〜d)の全ての操作を繰り返すステップと、を備え、横の切断操作の前、最中、または後で、シートの下部を局部冷却することが可能な特定の装置を用いて2枚の新しいシートの下部が冷却されることを特徴とする。 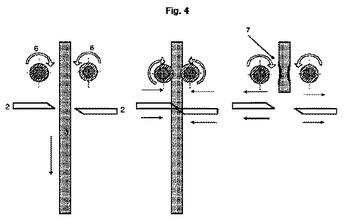 (もっと読む)
(もっと読む)
光線を閉じ込めるロック室を装備した、中空体半製品の光線による処理ユニット
合成樹脂材料製中空体の半製品(2)の処理ユニット(1)であり、本処理ユニットは、中で半製品(2)が長手方向に走行する筐体(13)と、筐体(13)の少なくとも片側に配置される複数の電磁光線源(15)と、筐体(13)に隣接する少なくとも1つのロック室(16)とを備え、ロック室は、電磁光線を通さず、半製品(2)の行程と局地的に重なる軌道を回る可動式防護板を装備し、2枚の防護板(41)が、2枚ごとに、少なくとも1つの半製品(2)の受容領域(43)を規定する。 (もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
プリフォーム圧縮成形用金型
【課題】プリフォームを圧縮成形用金型から離型する際の離型性が良好となり、プリフォームにしわ不良が生じないプリフォーム圧縮成形用金型を提供する。
【解決手段】プリフォームの圧縮成形用金型10は、プリフォーム14を圧縮成形するものである。この圧縮成形用金型10は、メス型11と、メス型11に対応して設けられ、メス型11との間で溶融樹脂塊16を圧縮成形するオス型12とを備えている。圧縮成形用金型10のメス型11の内面11aおよびオス型12の外面12aのうち少なくとも一部の表面に炭素イオンが注入されている。
(もっと読む)
パリソンからプラスチック中空体を製造するための方法およびパリソン押出し用ダイ
プラスチック中空体を製造するための方法であって、a)押出し機において、ダイを通して溶融プラスチックパリソンが押出されるステップと、b)パリソンの長さ方向に少なくとも1つの切れ目が形成されるステップと、c)パリソンが2つのキャビティを含む金型に導入されるステップと、d)パリソンを金型キャビティに適合させることにより中空体が成形されるステップとを含み、前記ダイが、排出時に実質的に平らになるようパリソンの形状が徐々に変形される溶融プラスチック用の流路を備えている、プラスチック中空体を製造するための方法が提供される。この方法の実施に好適なダイが提供される。 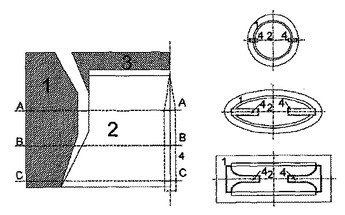 (もっと読む)
(もっと読む)
プリフォーム加熱方法、プリフォームキャリアおよび二軸延伸ブロー成形方法
【課題】加熱時にプリフォームが横倒れ、熱収縮することのないようにしたプリフォーム加熱方法を採用した二軸延伸ブロー成形機を提案すること。
【解決手段】二軸延伸ブロー成形機1の搬送路6に沿って、支持棒76を備えたプリフォームキャリア7が循環する。プリフォームキャリア7にはプリフォーム10が倒立状態で担持される。担持状態では、支持棒76がプリフォーム10の口部12から胴部11内に挿入された状態で、当該口部12が差込ノズルに差し込まれる。加熱部を経由してプリフォーム10が加熱されて軟化して自重によって横倒れ、あるいはその軸線方向に熱収縮しようとすると、挿入されている支持棒76によってそのような変形が阻止される。よって、ブロー成形に支障を来たすような大きな変形状態に陥ることなく、プリフォーム10が二軸延伸ブロー成形部4に送り込まれて精度良く二軸延伸ブロー成形される。
(もっと読む)
吊下げられた物体の搬送に用いられるレール部材、1つの当該部材を備えるプリフォームの供給装置及び1つの当該部材に固定可能な湾曲したフラップバンド
本発明は、ボトルやプリフォームのような吊り下げられた物体を搬送するレール部材に関する。本発明の部材は、2本のガイドレール(11、12)を備え、これらガイドレール(11、12)が、所定距離だけ離間し、プリフォームの副首ガイド部のような搬送経路(13)に沿って搬送される物体用の横方向の支持面を形成する。本発明は、部材が螺旋状に湾曲した搬送部分を形成し、ガイドレール(11、12)が螺旋状に配置されるフレーム(10)を備え、ガイドレール(11、12)の少なくとも一方が、フレーム(10)から取外し可能なフラットストリップであることを特徴とする。 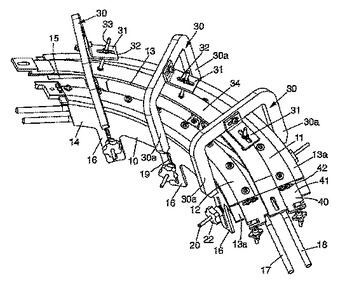 (もっと読む)
(もっと読む)
コンポーネントキャリヤおよび製造方法
キャリヤテープが、中に複数のコンポーネント受容ポケットが位置決めされた長手方向のストリップを含む。ポケット深さは、長手方向のストリップの厚さより大きい。隣接したポケットが、長手方向のストリップの厚さの約5倍未満の距離だけ隔置される。隣接したポケットを分離する側壁は、ポケット深さから、ポケットが受けるように構成されたコンポーネントの高さを引いたものより大きい高さを有する。キャリヤテープは、回転可能な工具と、工具に対向した適合可能な外側円周表面を有するニップロールとを提供することによって、製造される。工具の外側円周表面は、ポケットを形成するための突出部を含む。ポリマーウェブが、工具とニップロールとの間のニップに導入され、工具の円周表面上の突出部でエンボス加工される。 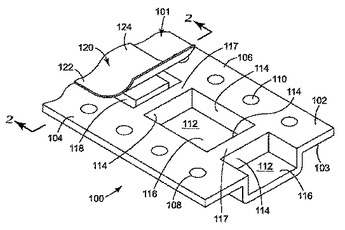 (もっと読む)
(もっと読む)
干渉材及びそれを用いた真空成形方法
【課題】 真空成形時に熱可塑性のシート材を型のコーナー部に追従させるための干渉材を提供する。
【解決手段】 コーナー部3Aを有する型3と型を覆うカバー11との間に熱可塑性のシート材2を入れて、加温したシート材2を型3とカバー11との間を真空ポンプ13によって吸引することで型に密着させる真空成形装置において、シート材2を型3のコーナー部3Aに押しつける干渉材1であって、干渉材1が、伸縮性を有すると共にシート材2を加温する温度に対して耐熱性を有し、断面に凹凸を有するシート状に形成され、干渉材1はコーナー部3Aに対応してシート材2とカバー11との間に入れられた状態で真空ポンプの吸引によって延びながらシート材を型に押しつける。
(もっと読む)
高分子材料の容器用プレフォームの圧縮成形方法とグループ
プレフォームは、最終対象物の状態での形状を維持する上部ネックと、そのネックと結合している中空体内から構成される。本発明におけるプレフォーム成形法では、その質量が基準値に基づいて計量された高分子材料をマトリックスのキャビティに挿入し、続いてマトリックスの成形キャビティ内にパンチを圧力をかけながら挿入し、キャビティを完全にふさいだ時点で停止させる。この時パンチはプレフォームの内面を成形し、マトリックスのキャビティはプレフォームの外側表面を成形する。本発明によれば、プレフォームの成形において基準値に対する高分子材の計量誤差は中空体全体に分布される。この中空体は引き続く加熱変形でプレフォームの最終形状に達し、この過程で内部応力がほぼ完全に除去される。本発明によるプレフォーム成形用金型において、マトリックスはその内面がプレフォームの中空部分の形状を与えるように意図された金型の内面の少なくとも一部が変形可能な壁(31)を有しており、この変形可能な壁(31)は少なくとも一部が相対的に薄くなっていて、最終のプレフォーム成形工程で高分子材料にかけられる圧力の下で弾性変形を生じ、これによって中空体の厚が変わり、高分子材料の計量誤差が吸収される。 (もっと読む)
成形素材固定具
【課題】 真空成形を行う際に、成形素材を成形型に確実に固定し、成形素材に傷を付けない成形素材固定具を提供する。
【解決手段】 断面コ字状のインサートパネル11と、インサートパネル11の形状に沿って断面凹形状にインサートパネル11を被覆する被覆部12と、を備え、被覆部12には、第1接触部12aと第2接触部12bとで溝13を形成するとともに、第1接触部12aとインサートパネル11との間に空洞14を形成する。成形型2の型面に被せた成形素材3の端部3aを成形型2の端部2aに重ね合わせた状態で、成形型2および成形素材3の各端部2a,3aを成形素材固定具1で挟み、真空パック4内に収納して、全体を加熱するとともに、真空パック4内を真空排気することにより、空洞14が膨張して成形素材3の端部3aを成形型2の端部2aに確実に固定する。
(もっと読む)
1 - 16 / 16
[ Back to top ]