
Fターム[4F208AM23]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 成形装置、成形操作のその他の特徴 (232) | 成形装置の管理(方法を含む) (27) | 評価テスト、シミュレーション、設計 (8)
Fターム[4F208AM23]に分類される特許
1 - 8 / 8
成形印刷物の製造方法
【課題】効率よく所望の形態を有する成形印刷物を製造する。
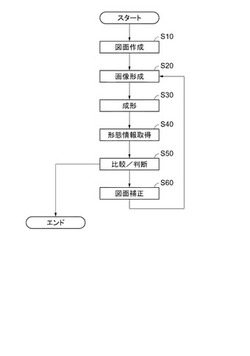
【解決手段】第1形態情報を含む図面を作成する図面作成工程と、作成された前記図面に基づいて、ワークに画像を形成する画像形成工程と、画像が形成された前記ワークを成形して成形印刷物を形成する成形工程と、形成された前記成形印刷物の第2形態情報を取得する形態情報取得工程と、前記第1形態情報と前記第2形態情報とを比較する比較工程と、比較した結果に基づいて、前記図面に含まれる前記第1形態情報を補正する図面補正工程と、を含み、画像形成工程では、補正された前記図面に基づいて、前記ワークに画像を形成する。
(もっと読む)
容器をブロー成形するための方法および装置

【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
中空成形方法および中空成形装置
【課題】 従来の中空成形条件設定方法は、トータルの情報データを入力する煩わしさがあり、より簡素化した情報データの入力方法が望まれていた。
【解決手段】 成形用の原料樹脂情報、1成形サイクルの時間情報、成形すべき製品の形状および重量の情報、金型のばり切断用刃の刃厚情報および該ばり切断用刃によって切断されるばり全ての長さ情報を中空成形装置の成形条件設定装置20へ入力し、押出機1における溶融した前記樹脂の送り用スクリュの回転数、型締装置5の型締力、パリソンにエアを吹き込む打込装置4の打込ノズル9による打込力および中空成形装置の所定箇所の設定温度のそれぞれのデータを算出して、これら算出データを用いて中空成形する構成とした。これにより、設定条件の確実かつ簡素化した入力・演算ができる中空成形方法および中空成形装置を提供できる。
(もっと読む)
ポリエステルの味覚試験方法
【課題】 ポリエステルが保香性に優れ、食品や飲料用等の容器、包装材料として有利に使用することができるか否かの判定をすることが出来るポリエステルの味覚試験方法を提供することである。
【解決手段】 ポリエステルからなる成形体を超純水中で加熱処理をして得られた抽出水を人工脂質膜からなる味センサを備えた味検査装置で測定することを特徴とするポリエステルの味覚試験方法。ポリエステルが、エチレンテレフタレートを主繰返し単位とするポリエステルであることが好ましく、加熱処理の条件が、80℃で1時間であることが好ましい。
(もっと読む)
樹脂板の印刷成型システム及び樹脂板の印刷・成型装置
【課題】本発明は、格別な専門知識を必要とすることなく、誰でも簡単に樹脂板に対して効率よく短時間で所望の画像の印刷を行い、所望色や模様が付された例えば付け爪のような成型体を効率よく得ることができる樹脂板の印刷成型システムを提供する。
【解決手段】本発明の印刷成型システムは、カメラ付きの携帯電話17等の記録メディア18に記録した画像又はパーソナルコンピュータ19により作成した画像を基に拡大縮小処理、ひずみ補正、トリミング処理等、画像処理全般の操作を行い所望の成型イメージ画像を作成する成型制御コンピュータ1と、この成型制御コンピュータ1の制御の基に樹脂板に対する成型イメージ画像の印刷、印刷済の樹脂板の所望形状の成型体への成型加工を行う印刷・成型装置3と、成型制御コンピュータ1の制御の基に成型イメージ画像の保存管理を行うデータベース2とを有するものである。
(もっと読む)
壁厚を監視するための方法及び装置
二つの交差箇所で容器と交差する計測放射線の第1及び第2の試験経路に沿った放射線の吸収を決定する、例えばPET製のボトル等の容器の壁厚を検出するための方法である。二つの試験経路(2、3)は、各々、ほぼ共通の少なくとも一つの交差箇所(6)を有する。更に、容器の側壁から容器の底領域への移行領域の壁厚を計測する。本発明は、更に、対応する装置に関する。 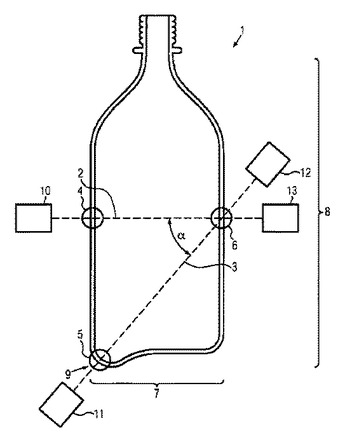 (もっと読む)
(もっと読む)
中空成形機におけるブロー成形条件の設定方法およびその設定方法を有する中空成形機。
【課題】
中空成形機の運転操作者が少ない設定作業で誤りのない最適なブロー成形条件を容易に設定でき、中空成形品の品質や中空成形機の運転操作性の向上を図ることのできるブロー成形条件の設定方法を提供する。
【解決手段】
コンピュータに使用される樹脂特性データベース・押出機データベース・吹込装置データベース・成形金型データベース・知識情報等の諸情報を備え、入力されたブロー成形される中空成形品データ・使用する原料樹脂データ・中空成形機データ・成形金型データ等の諸データに対して適合する押出機に関する押出条件、型締装置に関する型締条件、エア吹込装置に関する吹込条件、ブロー成形の成形サイクル時間等のブロー成形条件の全部または一部を設定する。
(もっと読む)
ブロー成形品の仮想試作品形成用装置及び方法
プラスチックのプリフォームの加熱をシミュレートするための方法が提供される。プリフォーム幾何形状がプリフォーム設計プログラムに入力される。オーブン幾何形状及び少なくとも1つのオーブンにわたるプリフォームの空間位置が与えられる。加熱情報が与えられ、第1及び第2の加熱源の温度が計算される。プリフォーム幾何形状、プリフォームの空間位置、冷却空気の温度、及びプリフォームの材料の吸収スペクトルに基づいてエネルギー方程式が解かれる。最終的に加熱されたプリフォームの少なくとも1つの断面の温度特性が計算される。 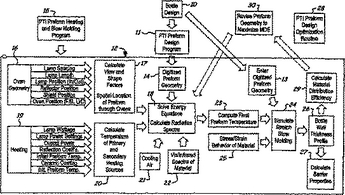 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]