
Fターム[4F208AP02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 検出量又は監視量 (178) | 力 (33) | 圧力 (32)
Fターム[4F208AP02]の下位に属するFターム
樹脂圧 (2)
Fターム[4F208AP02]に分類される特許
1 - 20 / 30
中空成形機の制御方法
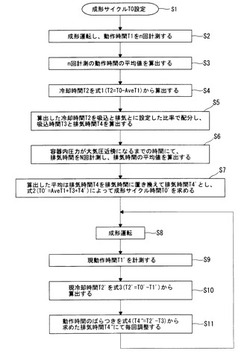
【課題】ブロー成形でのエア放出時間は、最適化になるまでトライ・アンド・エラーにて詰めているため、排気時間が必要以上になって生産性を落としている恐れがある。
【解決手段】成形金型5の型開指令から成形金型5内のパリソンへのブローピン7a,7bの打込下降開始までの動作時間を計測し、設定成形サイクル時間から動作時間を減算して冷却時間とし、冷却時間をエアの吹込時間と排気時間とに配分し、排気時間の増減によって動作時間を調整する中空成形機の制御方法にて、吹込回路に圧力検出センサ51を設け、成形開始時は操作画面10にて設定した吹込と排気との比率値から求めたエアの吹込時間および排気時間にて成形開始し、排気開始から圧力検出センサ51によって検出した圧力値が大気圧近傍になるまでの時間を1回以上計測し、計測値の平均値を排気時間の設定値とし、該排気時間と前記動作時間と前記吹込時間とを加算した時間を成形サイクル時間とする。
(もっと読む)
ブロー成型装置、ブロー成型ステーションの構成部品を交換する方法、ならびに飲料充てんプラントおよび/または飲料容器製造プラント

【課題】ストレッチブロー成型装置において、クリーンルームならびにクリーンルームに存在する装置およびツールを細菌による汚染を防止する装置とその方法を提供する。
【解決手段】ブロー金型30,48を保持するためのブロー金型キャリア22を有している複数のブロー成型ステーション23と、無菌の条件下でブロー成型ステーションを配置または搬送するためのクリーンルーム15と、ブロー金型キャリアにブロー成型ステーションの構成部品30,48を取り付けるためのクリーンルームへの搬入アクセス部40とを備え、プラスチック材料製の予備成形物5をプラスチック材料製の容器6へと成形するためのブロー成型装置4であって、搬入アクセス部が、環境側42において複数のブロー成型ステーションを有するクリーンルームの前方に配置された少なくとも1つの無菌室41を備えているブロー成型装置。
(もっと読む)
プラスチックプリフォームをプラスチック容器に成形する装置およびその方法
【課題】細菌の拡散を防止するプラスチックプリフォームの成形装置を提供する。
【解決手段】クリーンルーム20と、少なくとも一種のプロセス圧力89,91,92によりプラスチックプリフォーム10を成形するためのブロー成形金型4を備える少なくとも1つのブローステーション8と、プロセス圧力89,91,92または回収圧力に減圧されたプロセス圧力を大気に放出する放出デバイス65とを備え、放出デバイス65が少なくとも1つの放出バルブ67を備えることによりプロセス圧力89,91,92または回収圧力を消音器69を介して大気に放出し、放出デバイス65において大気圧レベル97に達する前に放出バルブ67を閉じる圧力低下安全デバイス68を備えるプラスチックプリフォーム10の成形装置を提供する。
(もっと読む)
真空成形方法
【課題】主に、局部的な薄肉化を防止し得るようにする。
【解決手段】加熱軟化した熱可塑性樹脂シート201を、コア型203を用いて真空成形型202へ押込むことにより伸ばしながら変形させ、熱可塑性樹脂シート201を、真空吸引して真空成形型202に密着させることにより、熱可塑性樹脂シート201を賦形して樹脂成形品を製造する真空成形方法に関するものである。真空成形型202とコア型203とを型締めする途中で、空気力を利用して、熱可塑性樹脂シート201の少なくとも一部分を部分的に伸ばしながら変形させてコア型203に密着させることにより、熱可塑性樹脂シート201の少なくとも一部分を予備賦形する。その後、真空成形型202とコア型203とを型締めして、真空成形型202で真空吸引することにより、熱可塑性樹脂シート201を本賦形する。
(もっと読む)
テープ巻取りリール及びテープ巻取りリールの製造方法
【課題】環境問題を配慮しつつ、円滑に回転動作を行うことができるテープ巻取りリール及びテープ巻取りリールの製造方法を提供する。
【解決手段】電子部品を収納する包装用テープを巻き取るためのテープ巻取りリール10であって、包装用テープが巻回される軸部12A、12Bと、軸部12A、12Bの軸方向両端部に設けられ軸部12A、12Bに巻き取られる包装用テープを保護する側板部14A、14Bと、を有し、側板部14A、14Bの外周側領域18A、18Bの肉厚が内周側領域20A、20Bの肉厚よりも厚くなる。
(もっと読む)
中空成形機の制御方法及び装置
【課題】本発明は、射出用油圧シリンダの圧力を計測し、クロスヘッド内の樹脂圧力の制御を行い、パリソンの品質を安定させることを目的とする。
【解決手段】本発明による中空成形機の制御方法及び装置は、樹脂(81)の計量充填時における前記射出用油圧シリンダ(16)の圧力を圧力フィードバック値(FB)として圧力計(72)で計測し、前記クロスヘッド(60)内の樹脂圧力を前記圧力フィードバック値(FB)を用いて前記油圧回路(70)により制御する方法と構成である。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】容器のブロー成形方法を、わずかな機械的構成コストで且つ高いスループットで高品質の容器成形が可能であるように改善する。
【解決手段】制御装置(51)により、シミュレーションモデル(48)を使用のもとに、ブロー成形工程を特徴づける測定したパラメータをベースにして、ブロー成形を終了した容器(2)の少なくとも1つの特性を算出して目標値と比較する。前記目標値と測定値との間にずれがあった場合には、ブロー成形工程を制御する前記パラメータを、ずれが最小になるように変化させる。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 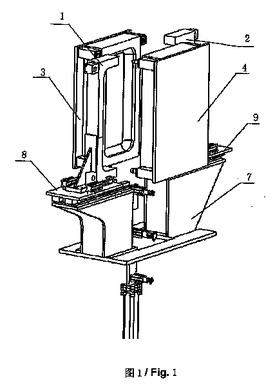 (もっと読む)
(もっと読む)
真空成形機および真空成形品の製造方法
【課題】装飾用シートを用いた真空成形において、外観の悪化や貼り付け不良の発生を抑制する。
【解決手段】本発明による真空成形機100は、基材16および装飾用シート10を収容するチャンバー20と、チャンバー20内に収容された基材16を囲む枠体30と、チャンバー20内を減圧する減圧装置40と、枠体30の内側と大気圧にある外部空間とを連通させる連通路50とを備える。
(もっと読む)
中空体をブロー成形する装置であって加圧・温度制御された流体の回路を備える装置
【課題】型がそのそれぞれのキャリアから回路が接続解除されたときに高温流体が圧力で噴出する危険性を低減すると同時に、型をそのキャリアに接続することが容易な型を提供する。
【解決手段】取り外し可能な型(3)が流体接続手段(4)を介して接続される少なくとも1つのキャリア(2)と、前記キャリア及び前記型を通過する少なくとも1つの加圧・温度制御された流体の回路(5)と、キャリア(2)に設けられて回路(5)を自動で遮断する手段と、を備え、回路(5)は、少なくとも1つのチャンバ(8)に流体接続されており、チャンバ(8)は、所定の圧力で補助流体を生成する手段(9)によって当該チャンバ(8)に付与された外部圧力に応じた可変容積を有し、所定の圧力は、温度制御された流体の圧力と大気圧との間で調節可能であり、加圧・温度制御された流体は、所定の圧力を用いた減圧によって前記チャンバ(8)内で低減される。
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
ピンホール検査機能付きブロー成形機
【課題】ブロー成形された全てのボトルを安全かつ確実にピンホール検査をすることが出来るピンホール検査機能付きブロー成形機を提供する。
【解決手段】ブロー成形部110の出口近傍において、ピンホール検査部120をブロー成形部110に一体化する。ピンホール検査部120は、種々のホイール21,22,23,24とから構成され、ピンホール検査ホイール23では、等間隔に複数配置されたグリッパ2などのボトル保持手段によって首部を保持されたボトルに対し、加圧ヘッド付きエア噴射機10からピンホール検査用ガスを供給し、ボトルのピンホール検査を行う。また、これらの回転ホイール21,22,23,24は、完全に同期してボトルの授受を行う。
(もっと読む)
プラスチック燃料タンクの製造方法
2つのキャビティーとコアを含む型を用いてパリソンを成形することによる内部ライン(2)を備えたプラスチック燃料タンクの製造方法。本方法は、1.パリソン(4)を型キャビティー内に導入する工程、2.コアをパリソン内に導入する工程(コアは最初にラインを備えている)、3.キャビティーがコアに耐漏洩接触するよう型を閉じる工程、4.コアを介してブローしかつ/またはキャビティー背後から真空を適用することでパリソンをキャビティーに押圧する工程、5.コアに装着されたデバイス(5)を用いてラインを2箇所でパリソンに固定する工程、6.型を開けてコアを抜き取る工程、7.ブロー成形および/または熱成形によりパリソンの最終成形を行う工程を含み、ラインは、その固定箇所間に、型を閉じる時にパリソンおよび/またはその表面上に存在する付属品に接触可能な自由長を含み、それによりコアに装着されたデバイスを用いて工程(5)の間に中間固定箇所が形成される。 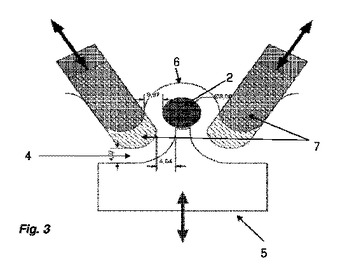 (もっと読む)
(もっと読む)
熱成形装置及び熱成形方法
【課題】熱板に被成形材を密接する際に被成形材に転写される熱板の通気孔の孔跡を目立ち難くすることが可能な熱成形装置を提供する。
【解決手段】通気孔61を有する熱板60と、通気孔61に接続された通気経路80と、通気孔61からエアを吸引する負圧を通気経路80に加える負圧供給機構26とを有して通気孔61にエアを流通させながら熱板60を用いてシートS1を熱成形する成形機構20を備える熱成形装置100であって、通気孔61に作用するエアの真空度を下げる真空度低減装置32を備える構成とする。
(もっと読む)
ペリソンの延伸終了点を、フィードバックで調節することにより、ペリソンから中空容器を成形する方法。
金型の中にパリソン(3)を挿入し、
あらかじめ設定されたプリブロー開始の瞬間(tP)によって、パリソン(3)内とプリブローのあらかじめ設定された圧力を持つ空気源(20)をつなぐ電磁バルブ(22)の開弁をおこない、
ペリソン(3)内に充満する圧力(P)を測定し、
プリブローの後、あらかじめ設定されたプリブロー成形の開始合図(tS)が出され、プリブローの合図(tP)が遅れる時、ペリソン(3)内に、プリブローの圧力(PP)よりも高圧でブロー成形のエアが吹き込まれるように、電磁バルブ(26)の開弁指令が出され、
ペリソン(3)内に充満するエアの圧力(P)について、少なくともプリブローの合図(tP)とブロー成形の合図(tS)の差を含めた、数種のバリエーションを記憶させ、
ペリソン(3)内の圧力(P)が急激に上昇を始める、延伸終了の瞬間(tC)の間隔を察知し、
延伸終了の瞬間(tC)が示す状態によって、ブロー成形開始の合図(tS)を早める、
プラスティック樹脂製のパリソン(3)から、金型(11)の中でブロー成形をし、中空容器(2)を作成する方法。 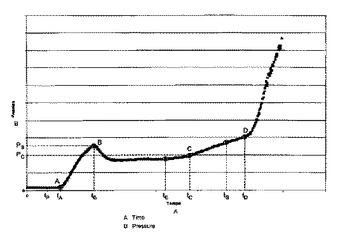 (もっと読む)
(もっと読む)
プリブロー開始点の状態をフィードバックで調節し、中空容器を成形する方法。
金型内にパリソン(3)を充填し、
あらかじめ設定されたプリブロー開始の合図(tP)によって、電磁バルブ(22)に開弁の指令を出し、パリソン(3)内にあらかじめ設定されたプリブロー圧を持つ空気供給源(20)を接続し、
ペリソン(3)の内圧(P)を測定し、
パリソン(3)の内圧Pが上昇を始める実際のプリブロー開始の瞬間(tA)を検知し、
この瞬間(tA)と、理論から予測されたプリブロー開始の瞬間とを比較し、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始瞬間に比べて遅れる場合、プリブロー開始の合図(tP)を早め、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始の瞬間より早く起こる場合は、プリブロー開始の合図(tP)を遅らせる、
プラスティック樹脂製のパリソン(3)から、金型(11)内でブロー成形にて中空容器(2)を作成する方法。
(もっと読む)
パリソン内部の圧力が、吹き込みのために上昇する段階で、その状態をフィードバックで調節し、パリソンから中空容器を成形する方法
あらかじめ設定した加熱温度(T)で、パリソン(3)を加熱し、
金型(11)の中にパリソン(3)を充填し、
あらかじめ設定された延伸速度(VE)で移動する延伸ロッド(16)でパリソン(3)を引っ張り、
あらかじめ設定されたプリブロー開始の合図(tP)により、電磁バルブ(22)の開弁を指示し、あらかじめ設定されたプリブロー圧(PP)と空気流量(DP)をもつ空気供給源(20)から、パリソン(3)内部に空気を送り、
パリソン(3)の内圧(P)を測定し、
圧力の最高点を検知し、
この圧力が最高点に達する瞬間(tB)と、この時のパリソン(3)内の最高圧力(PB)を記憶させ、
実際の圧力が最高点に達する瞬間(tB)・その時の最高圧力(PB)と、理論から予測した瞬間・圧力をそれぞれ比較し、
実際の最高点が理論から仮想された最高点と一致しない場合、以下のパラメータつまり、プリブロー圧(PP)、プリブローの空気流量(DP)、プリブロー開始の合図(tP)、延伸速度(VE)、加熱温度(T)の中から少なくとも一つを調整する、
操作を含むプラスティック樹脂製のパリソン(3)を金型(11)の中で延伸ブロー成形して、中空容器(1)を作成する方法。
(もっと読む)
発泡ブロー成形方法およびこの方法を実施する発泡ブロー成形装置
【課題】定量式のポンプおよび冷却器として冷凍機を用いた熱交換機を不要として、コストを上げることなく、発泡ブロー成形に必要な炭酸ガスを押出機に供給可能とする。
【解決手段】押出機Eに炭酸ガスが注入される部分の樹脂圧力を圧力計12により測定し、この測定された樹脂圧力より若干高く炭酸ガスの注入圧力を予め圧力調整装置13により設定する。この状態で、ガスボンベGに封入されている二酸化炭素を、ガスボンベGの開放と共にガス化し炭酸ガスとする。更に炭酸ガスの流量を流量計14により測定し、この測定した流量を電気制御回路16により設定値と比較し、その比較の結果に応じて流量制御弁15の開度を調整し、炭酸ガスの流量および圧力を所定の設定値として、押出機Eに供給する。このようにして押出機Eに供給された炭酸ガスを使用して、発泡ブロー成形機Aにより、発泡ブロー成形を行う。
(もっと読む)
I.S.マシン用の冷却管機構
【課題】I.S.マシンで形成されたびんの中へ冷却空気を導入する改良式の冷却管機構を提供すること。
【解決手段】I.S.マシンは、パリソンがびんへとブロー成形されるブローステーションを有する。パリソンは、ブロー成形型上の「オンブローモールド」位置にあるブローヘッドによってブロー成形され、パリソンのブロー成形の後、ブローヘッドは、ブロー成形型から離れるように持ち上げられる。ブローヘッドと成形型との間の距離は、成形型内で検出された圧力に応答する圧力特性によって定義される。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
1 - 20 / 30
[ Back to top ]