
Fターム[4F208AR11]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 調整制御量(制御の対象) (972) | 時間、時期 (46)
Fターム[4F208AR11]に分類される特許
1 - 20 / 46
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
プリフォームの加熱方法

【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】電子写真装置使用時に駆動安定性が高く印刷時に転写ムラがない電子写真用シームレスベルトを提供する。
【解決手段】(1)ブロー用金型内に配置した、加熱した試験管形状の結晶性熱可塑性樹脂を含むプリフォームを延伸棒を用いて該プリフォームの長手方向に延伸すると共に、該プリフォーム内に気体を流入させて該プリフォームを膨らませることによってボトル状成形物を得る工程と、(2)該ボトル状成形物を円筒型に入れ、該ボトル状成形物の内部を加圧した状態で熱処理する工程と、(3)該熱処理されたボトル状成形物の口部及び底部を切断除去して電子写真用シームレスベルトを得る工程と、を含む電子写真用シームレスベルトの製造方法において、該工程(2)が、第1および第2の熱処理工程を含む。
(もっと読む)
ブロー成形用組成物
発泡中空成形用ポリエチレン
【課題】高発泡性、成形性、機械的強度、表面外観が良好で、かつ耐久性にも優れ、断熱性、吸音性、剛性がアップし、軽量容器に適する発泡中空成形用ポリエチレンを提供。
【解決手段】発泡中空成形品の製造に使用され、下記の物性(a)〜(d)を満足することを特徴とする発泡中空成形用ポリエチレンにより提供する。
物性(a):密度が0.935〜0.970g/cm3である。
物性(b):メルトフローレート(MFR)が温度190℃、荷重2.16Kgにおいて0.05〜0.80g/10分である。
物性(c):ゲルパーミエーションクロマトグラフ(GPC)により求められる重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)が4.0〜30である。
物性(d):溶融張力(MT)が6.0〜25cNである。
(もっと読む)
深絞り成形用発泡シート、およびそれを用いてなる発泡容器
【課題】 酸素に対するガスバリア性及び防湿性に優れ、高倍率な深絞り成形・熱成形が可能な発泡シート、更にはそのシートを深絞り成形してなる発泡容器を提供する。
【解決手段】 少なくとも1層の酸素バリア層、少なくとも1層の防湿層、少なくとも1層の耐衝撃性補助層及びポリスチレン発泡シートが積層されてなる深絞り成形用発泡シートであって、酸素バリア層がエチレン単位及びビニルアルコール単位以外の構造単位(I)を0.1〜20モル%含む変性エチレン−ビニルアルコール共重合体を含有し、防湿層がポリプロピレンからなり、耐衝撃性補助層がハイインパクトポリスチレンからなることを特徴とする深絞り成形用発泡シートである。
(もっと読む)
エンボスキャリアテープ及びその製造方法
【課題】
透明性が良好で、かつ形状精度および座屈強度の優れたエンボス部を有するエンボスキャリアテープ及びその製造方法を提供する。
【解決手段】
(a)スチレン系樹脂組成物を二軸延伸してなるシートをテープ状にスリットする工程と、(b)回転する円筒状の加熱器によりスリットしたテープを巻き取り、テープのエンボス部が形成される部分のみを部分的に加熱する工程と、(c)回転する円筒状の成形金型により加熱されたテープを巻き取り、ロータリー真空成形によりエンボス部を形成する工程と、を具備するエンボスキャリアテープの製造方法、及び該製造方法によって得られるエンボスキャリアテープ。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】本発明は、真空熱成形工程と結合した発泡ポリプロピレンの二次成形方法を提供する。
【解決手段】本発明の発泡ポリプロピレンの成形方法は、真空熱成形に用いられる樹脂シート上にスクリーン印刷を行うステップと、当該シートを真空成形させてブリスター製品を得るステップと、発泡ポリプロピレンを発泡成形させてポリフォーム製品を製造するステップと、ポリフォーム製品の表面にインクをスプレーコートするステップと、ポリフォーム製品をブリスター製品と一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンのブリスター製品は、良好な耐衝撃性能を有するだけでなく、外観的にも優れている。
(もっと読む)
成形機
【課題】構成を複雑化することなく、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】金型1を開閉する金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置6と、金型に冷却媒体を供給する冷却媒体供給装置7と、これらの各装置の起動及び停止を制御し、金型1の型閉、金型の加熱、成形材料の射出及び保圧、金型の冷却、金型の型開及び成形品の取り出しからなる成形サイクルを実行する制御装置8とから成形機を構成する。制御手段9は、金型開閉装置2に型開指令信号s5を出力した後、金型開閉手段2に型閉指令信号s6を出力する前に、加熱媒体供給装置6に加熱開始指令信号s8を出力して、金型1の加熱を開始する。
(もっと読む)
ポリ(ヒドロキシアルカン酸)および熱成形品
ポリ(ヒドロキシアルカン酸)(PHA)を押出成形して第一の物品を製造するステップ、≧約90℃の温度を有する加熱金型中でこの第一の物品を熱成形して第二の物品を製造するステップ、および熱成形品を製造するためにこの第二の物品をその加熱金型中に約40秒未満の間保持することによってその第二の物品を熱処理するステップを含む方法を開示する。このPHA組成物は、PHAと、その組成物の重量を基準にして0から約4%の成核剤とを含むか、またはこれらから実質上なり、かつその第一の物品はフィルムまたはシートであり、また部分的に結晶化されている。 (もっと読む)
合成樹脂シートの成形方法
【課題】合成樹脂シート面の絞深さを任意に調整することができ、特に絞押されたシートを凸型真空成形して得られる成形体の絞深さが均一で外観に優れた成形体を得る。
【解決手段】合成樹脂シート42に対して、一対のプレス盤10,12間の少なくとも一方が複数のブロックに分割され、それぞれのブロック毎に加圧ユニット18A,18B,18C,18D・・・が設けられ、各ブロックにおける一対のプレス盤10,12間のプレス圧、加熱温度、加熱時間及びストロークの少なくともいずれかを各ブロック毎に調整する機構を有するエンボス機を用いて合成樹脂シート42の部位によって絞深さが異なる絞を形成する絞押工程を有することを特徴とする合成樹脂シートの成形方法。
(もっと読む)
バイオマス由来積層プラスチック成形体及びその製造方法
【課題】密閉されたボトルに掛かる荷重においては変形せず、一方耐衝撃性が高いバイオマス由来積層プラスチック成形体及びその製造方法を提供すること。
【解決手段】ブロー成形された積層プラスチック成形体であって、少なくとも一層の構成成分の25wt%以上がバイオマス由来プラスチックであり、他の層がポリオレフィン樹脂であり、成形後、常温から5〜20℃/分で昇温し、85〜100℃の環境下にて3〜10分保持し、10〜15℃/分で徐冷するアニール処理を行ったことを特徴とするバイオマス由来積層プラスチック成形体。
(もっと読む)
単層ブロー成形品及びその製造方法
【課題】容器の透明性に優れ、しかも復元性、耐衝撃性、柔軟性、耐環境応力亀裂性に優れた高級感のある単層ブロー成形品、及びその製造方法の提供。
【解決手段】下記の特性(i)〜(iv)を有するメタロセン触媒で製造されたポリエチレンからなる単層ブロー成形品によって提供した。
特性(i):メルトフローレート(温度190℃、荷重2.16kg)が0.5〜28g/10分である。
特性(ii):密度が0.850〜0.915g/cm3である。
特性(iii):曲げ弾性率が170MPs以下である。
特性(iv):ゲルパーミエーションクロマトグラフィー(GPC)測定による重量平均分子量と数平均分子量の比(Mw/Mn)が1.5〜4.0である。
(もっと読む)
ポリ(ヒドロキシアルカン酸)組成物
ポリ(ヒドロキシアルカン酸)とアルキルアクリレートおよび任意選択的にコモノマーに由来する繰り返し単位を有する耐衝撃性改良剤とを含む組成物が開示される。この組成物およびこの組成物を含む物品の製造方法もまた開示される。 (もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
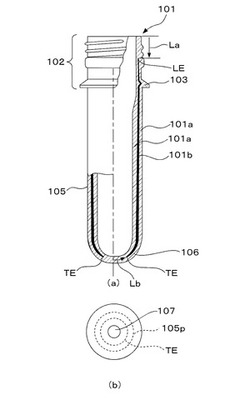
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 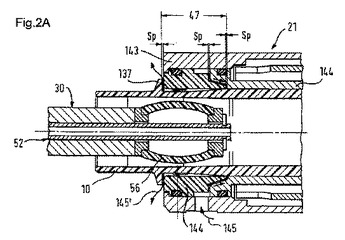 (もっと読む)
(もっと読む)
ペリソンの延伸終了点を、フィードバックで調節することにより、ペリソンから中空容器を成形する方法。
金型の中にパリソン(3)を挿入し、
あらかじめ設定されたプリブロー開始の瞬間(tP)によって、パリソン(3)内とプリブローのあらかじめ設定された圧力を持つ空気源(20)をつなぐ電磁バルブ(22)の開弁をおこない、
ペリソン(3)内に充満する圧力(P)を測定し、
プリブローの後、あらかじめ設定されたプリブロー成形の開始合図(tS)が出され、プリブローの合図(tP)が遅れる時、ペリソン(3)内に、プリブローの圧力(PP)よりも高圧でブロー成形のエアが吹き込まれるように、電磁バルブ(26)の開弁指令が出され、
ペリソン(3)内に充満するエアの圧力(P)について、少なくともプリブローの合図(tP)とブロー成形の合図(tS)の差を含めた、数種のバリエーションを記憶させ、
ペリソン(3)内の圧力(P)が急激に上昇を始める、延伸終了の瞬間(tC)の間隔を察知し、
延伸終了の瞬間(tC)が示す状態によって、ブロー成形開始の合図(tS)を早める、
プラスティック樹脂製のパリソン(3)から、金型(11)の中でブロー成形をし、中空容器(2)を作成する方法。 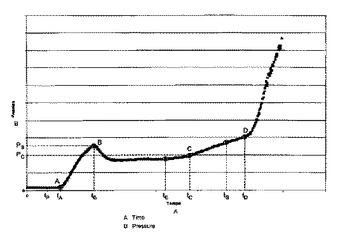 (もっと読む)
(もっと読む)
プリブロー開始点の状態をフィードバックで調節し、中空容器を成形する方法。
金型内にパリソン(3)を充填し、
あらかじめ設定されたプリブロー開始の合図(tP)によって、電磁バルブ(22)に開弁の指令を出し、パリソン(3)内にあらかじめ設定されたプリブロー圧を持つ空気供給源(20)を接続し、
ペリソン(3)の内圧(P)を測定し、
パリソン(3)の内圧Pが上昇を始める実際のプリブロー開始の瞬間(tA)を検知し、
この瞬間(tA)と、理論から予測されたプリブロー開始の瞬間とを比較し、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始瞬間に比べて遅れる場合、プリブロー開始の合図(tP)を早め、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始の瞬間より早く起こる場合は、プリブロー開始の合図(tP)を遅らせる、
プラスティック樹脂製のパリソン(3)から、金型(11)内でブロー成形にて中空容器(2)を作成する方法。
(もっと読む)
パリソン内部の圧力が、吹き込みのために上昇する段階で、その状態をフィードバックで調節し、パリソンから中空容器を成形する方法
あらかじめ設定した加熱温度(T)で、パリソン(3)を加熱し、
金型(11)の中にパリソン(3)を充填し、
あらかじめ設定された延伸速度(VE)で移動する延伸ロッド(16)でパリソン(3)を引っ張り、
あらかじめ設定されたプリブロー開始の合図(tP)により、電磁バルブ(22)の開弁を指示し、あらかじめ設定されたプリブロー圧(PP)と空気流量(DP)をもつ空気供給源(20)から、パリソン(3)内部に空気を送り、
パリソン(3)の内圧(P)を測定し、
圧力の最高点を検知し、
この圧力が最高点に達する瞬間(tB)と、この時のパリソン(3)内の最高圧力(PB)を記憶させ、
実際の圧力が最高点に達する瞬間(tB)・その時の最高圧力(PB)と、理論から予測した瞬間・圧力をそれぞれ比較し、
実際の最高点が理論から仮想された最高点と一致しない場合、以下のパラメータつまり、プリブロー圧(PP)、プリブローの空気流量(DP)、プリブロー開始の合図(tP)、延伸速度(VE)、加熱温度(T)の中から少なくとも一つを調整する、
操作を含むプラスティック樹脂製のパリソン(3)を金型(11)の中で延伸ブロー成形して、中空容器(1)を作成する方法。
(もっと読む)
I.S.マシン用の冷却管機構
【課題】I.S.マシンで形成されたびんの中へ冷却空気を導入する改良式の冷却管機構を提供すること。
【解決手段】I.S.マシンは、パリソンがびんへとブロー成形されるブローステーションを有する。パリソンは、ブロー成形型上の「オンブローモールド」位置にあるブローヘッドによってブロー成形され、パリソンのブロー成形の後、ブローヘッドは、ブロー成形型から離れるように持ち上げられる。ブローヘッドと成形型との間の距離は、成形型内で検出された圧力に応答する圧力特性によって定義される。
(もっと読む)
1 - 20 / 46
[ Back to top ]