
Fターム[4F208LA01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | ホットパリソンブロー成形 (727)
Fターム[4F208LA01]に分類される特許
1 - 20 / 727
吸気ダクトの製造方法
ポリエチレン樹脂組成物及びそれを用いた容器
多層ブロー成形容器
断熱ボードの製造方法
成形品及びその製造方法
ブロー成形品の製造装置および製造方法
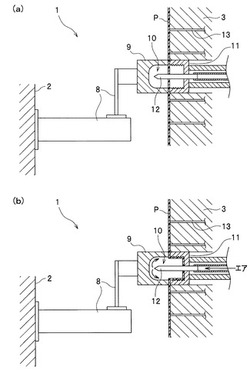
【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
樹脂組成物、その製造方法、成形品およびその製造方法
【課題】工業的規模での生産性が高く、かつ、成形性、耐ドローダウン性に優れた樹脂組成物および耐熱性、耐衝撃性等の機械的強度、表面外観性に優れた成形品およびその製造方法を提供すること。
【解決手段】 末端にカルボキシ基を樹脂中25〜45〔μmol/g〕なる割合で有し、非ニュートン指数が0.90〜1.15であり、かつ300℃で測定した溶融粘度が1,000ポイズ〜3,000ポイズの範囲にあるポリアリ−レンサルフィッド樹脂(A)と、カルボキシ基と反応する官能基を有するポリオレフィン(B)とを、前記ポリアリ−レンサルフィッド樹脂(A)100質量部に対して前記エポキシ基を有するポリオレフィン(B)5〜30質量部となる割合で溶融混合することを特徴とする樹脂組成物の製造方法、当該樹脂組成物を用いた成形品。
(もっと読む)
ブロー成形方法と金型

【課題】
解決すべき課題は、ブロー成形用金型のキャビティー面とバリ逃がし面との連絡部にハサミの刃のように互いにずらして位置づけられた少なくとも1組以上の食切り剪断刃を設けるような方法ではパリソンをせん断するだけで食切り刃によってパリソンを潰していないので、ピンチオフ強度が保持できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形方法であって、分割金型によるパリソンの型締めの際に、食切り刃によってパリソンを押し潰すと共に、押切り刃によってパリソンを押切って引きちぎり、製品部とバリ部とを分離することにより前記課題を解決した。
(もっと読む)
積層パネル及びその成形方法
【課題】互いに異方向を向く補強材が所定の位置に精度良く配置され、効率的に強度を得ることが可能な積層パネルを提供する。
【解決手段】別部材と所定の当接面(31)で当接する積層パネル(1)であり、当接面(31)に架け渡されるように配置される第1の補強材(51)と第2の補強材(51)と、第1の補強材(51)と第2の補強材(51)との間に介在する第3の補強材(52)と、で構成する補強材ユニット(5)と、補強材ユニット(5)の上下面から補強材ユニット(5)を挟持する樹脂基材(2,3)と、を有することを特徴とする。
(もっと読む)
ダクトの製造方法
【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
ブロー成形用ポリエチレン系樹脂組成物及びそれよりなるブロー成形体
【課題】ブロー成形加工性に優れたブロー成形用ポリエチレン系樹脂組成物及びそれよりなる成形外観が良好なブロー容器を提供する。
【解決手段】伸長粘度の測定においてひずみ硬化性を有し、好ましくはそれぞれ特定の物性を有する直鎖状ポリエチレン(α)と高圧法低密度ポリエチレン(β)とを含むブロー成形用ポリエチレン系樹脂組成物及びそれよりなるブロー容器。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】発泡溶融樹脂の内部に吹き込んだ気体の外部への流出を防止することが可能な発泡成形体を提供する。
【解決手段】他部材(図示せず)を嵌め込むための嵌合部(104)を有する発泡成形体(100)であり、嵌合部(104)は、発泡成形体(100)の本体部分(102)の発泡倍率よりも低い発泡倍率の発泡樹脂からなる第1の筒状部(104a)と、第1の筒状部(104a)の発泡倍率よりも低い発泡樹脂、又は、未発泡樹脂からなる第2の筒状部(104b)と、を有することを特徴とする。
(もっと読む)
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に重曹のみを混入させてブロー成形機に投入し、成形時の熱によって重曹を熱分解させて主原料を発泡させることにより前記課題を解決した。
(もっと読む)
高分岐型ブロー成形用ゴム変性スチレン系樹脂組成物及び成形品
【課題】高分岐型超高分子量共重合体を含有し、溶融張力と溶融延伸性のバランスに優れる高分岐型ブロー成形用ゴム変性スチレン系樹脂組成物と、それを使用した大型ブロー成形品を提供する。
【解決手段】ゴム成分を溶解したスチレンを必須とするモノビニル化合物に、平均して1分子中にビニル基を2以上有し、分岐構造を有する溶剤可溶性多官能ビニル共重合体を、重量基準で100ppm〜3000ppm添加した原料溶液を、重合反応器に連続的に供給して重合させて得られ、溶剤可溶性多官能ビニル共重合体とモノビニル化合物が重合して生じる高分岐型超高分子量共重合体とモノビニル化合物が重合して生じる線状重合体とを含み、Mwが15万〜40万、Mz/Mwが2.2〜5.0、分子量100万〜150万における分岐比gMが0.85〜0.40である高分岐型ブロー成形用ゴム変性スチレン系樹脂組成物。
(もっと読む)
発泡成形体の成形方法及び発泡成形体
【課題】嵌合部に他部材を容易に嵌め込むことが可能な発泡成形体を提供する。
【解決手段】他部材を嵌め込むための嵌合部(104a)を有する発泡成形体(100)であり、嵌合部(104a)の発泡倍率は、発泡成形体(100)の本体部分(102)よりも高いことを特徴とする。
(もっと読む)
ブロー成形品の製造方法
【課題】
解決すべき課題は、自動車用空調ダクトのように薄肉で複雑な形状のものの発泡ブロー成形を行う場合、特許文献1に開示されているような発泡倍率が1.5%〜10%という高倍率な発泡成形法だと、元々薄肉なパリソンが局部的に大きく膨らまされる途中で破裂してしまい、成形ができないという点である。
【解決手段】
着色剤を含む熱可塑性ポリオレフィン系の樹脂主原料に粉末状界面活性剤のみを混入させてブロー成形機に投入し、成形時の熱によって上記界面活性剤に含まれる微量な水分を気化させることにより前記課題を解決した。
(もっと読む)
発泡樹脂成形品
【課題】発泡により遮光性が付与されながら、発泡による外観や表面平滑性の低下が有効に抑制された発泡樹脂成形品を提供する。
【解決手段】発泡セルが分布した発泡領域を有する発泡樹脂成形品において、前記発泡領域の少なくとも一方の表層部は、セル径が15μm以下の超微細発泡セルが1×107cells/cm3以上の密度で分布している超微細発泡層1となっていることを特徴とする。
(もっと読む)
中空成形体の製造方法及び空調ダクト
【課題】竹炭による吸湿及び脱臭の効果を確実に得ることができる中空成形体の製造方法及び空調ダクトを提供する。
【解決手段】キャビティ39に配置したパリソンの内部に第1ないし第3のブローピン51,52,53から圧縮空気を注入して中空な中間体65を賦形する。第1及び第2のブローピン51,52から中間体65の内面に吸湿性及び脱臭効果を有する粉状の竹炭17を吹き付けるとともに、第3のブローピン53から圧縮空気を排出する。断面形状の複雑さに拘らず竹炭17を中間体65の内面に確実に固着できる。竹炭17が空調ダクトの内面に露出した状態となり、竹炭17による吸湿及び脱臭の効果を確実に得ることができる。
(もっと読む)
成形機
【課題】従来の成形機は、主押出機を成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を主押出機に対し併設していた。そのため副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
(もっと読む)
中空成形機の制御方法
【課題】ブロー成形でのエア放出時間は、最適化になるまでトライ・アンド・エラーにて詰めているため、排気時間が必要以上になって生産性を落としている恐れがある。
【解決手段】成形金型5の型開指令から成形金型5内のパリソンへのブローピン7a,7bの打込下降開始までの動作時間を計測し、設定成形サイクル時間から動作時間を減算して冷却時間とし、冷却時間をエアの吹込時間と排気時間とに配分し、排気時間の増減によって動作時間を調整する中空成形機の制御方法にて、吹込回路に圧力検出センサ51を設け、成形開始時は操作画面10にて設定した吹込と排気との比率値から求めたエアの吹込時間および排気時間にて成形開始し、排気開始から圧力検出センサ51によって検出した圧力値が大気圧近傍になるまでの時間を1回以上計測し、計測値の平均値を排気時間の設定値とし、該排気時間と前記動作時間と前記吹込時間とを加算した時間を成形サイクル時間とする。
(もっと読む)
1 - 20 / 727
[ Back to top ]