
Fターム[4F208LA02]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | コールドパリソンブロー成形 (655)
Fターム[4F208LA02]に分類される特許
1 - 20 / 655
ブロー成形機、金型部品の取り付け方法及び金型ユニット
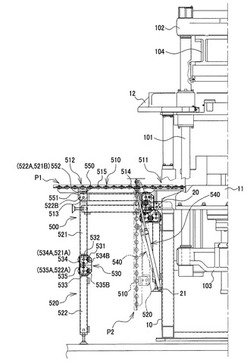
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
プラスチックボトル成形用プリフォーム

【課題】 樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。
サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
角型樹脂製容器及びブロー成形金型
【課題】
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
(もっと読む)
高分岐型インジェクションブロー用ゴム変性スチレン系樹脂組成物及び成形品
【課題】溶融張力と溶融延伸性のバランスに優れる高分岐型インジェクションブロー用ゴム変性スチレン系樹脂組成物と、それから得られる成形品を提供する。
【解決手段】ゴム成分を溶解したスチレンを必須とするモノビニル化合物に、1分子中にビニル基を2以上有し、分岐構造を有する溶剤可溶性多官能ビニル共重合体を、重量基準で100〜3000ppm添加した原料溶液を、重合反応器に連続的に供給して重合させて得られ、溶剤可溶性多官能ビニル共重合体とモノビニル化合物が重合して生じる高分岐型超高分子量共重合体と、モノビニル化合物が重合して生じる線状重合体とを含み、Mwが15万〜40万で、Mz/Mwが2.2〜5.0で、分子量100万〜150万における分岐比gMが0.85〜0.40である高分岐型インジェクションブロー用ゴム変性スチレン系樹脂組成物。
(もっと読む)
透明ボトルの製造方法及び透明ボトル
【課題】本発明はプロピレン系樹脂組成物により形成される透明ボトルの製造方法に関し、高い透明度と強度を実現することを課題とする。
【解決手段】
樹脂原料としてプロピレンホモポリマー及び/又はプロピレン共重合体からなる樹脂組成物を原料とし、容量が100〜2,000mlであり、胴部の相当直径と高さの比が1:0.5〜1:5であり、胴部の肉厚が0.7〜1.3mmで、胴部のヘイズ値が5%未満で、かつ胴部の座屈強度が100N以上である透明ボトルを射出延伸ブロー成形法により製造する透明ボトルの製造方法であって、射出成形金型内で110℃以下に冷却してプリフォームを製造する射出成形工程と、前記プリフォームを延伸ブロー成形して透明ボトルを製造する延伸ブロー成形工程と、を有することを特徴とする透明ボトルの製造方法。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法
【課題】金型交換途中の段階でブローキャビティ割型が型開きされても、上げ底型の落下防止対策を追加する必要がないブロー型ユニットを提供すること。
【解決手段】ブロー成形機の締め/型開装置により移動する第1,第2の型締め板とブロー成形機の昇降装置に連結されるブロー型ユニット200は、第1,第2のブローキャビティ割型210,211及び複数の上げ底型212を有するブロー型と、第1,第2の圧受け板220,221と、第1の固定板と第2の固定板と第3の固定板232と、第3の固定板の第2面より垂下された圧受けロッド234と、第1,第2の固定板の少なくとも一方に固定され、第1,第2のブローキャビティ割型の型閉じ時に第3の固定板が載置される載置部とを有し、圧受けロッド234は、昇降装置の昇降ロッド150に形成された嵌合部151に垂直方向にて嵌合される被嵌合部234Aを有する。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】 樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】 プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。
樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、輸送時等にプラスチックボトルの底部先端が潰れる不具合を防止することが可能な、プリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、内径D1をもつ胴部20と、底部30とを備えている。底部30は、その断面形状において、半径R1をもつ外面中央部35と、半径R2をもつ外面周縁部36と有する外面31と、半径R3をもつ内面中央部37と、半径R4をもつ内面周縁部38と有する内面32とを有し、(a)R2<R1、(b)D1/2<R3<R1、および(c)R4<R3という関係を満たす。底部30の形状を扁平形状としたことにより、ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、加圧しているにも関わらず輸送時や搬送時にプラスチックボトルの底部先端が潰れる不具合を防止することができる。
(もっと読む)
改良型プラスチック・プリフォーム
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
樹脂製容器
【課題】落下強度を向上させることが可能な樹脂製容器を提供する。
【解決手段】プリフォーム品をブロー成形により成形することで、胴部の端部に自立可能な底部15が形成された樹脂製容器1であって、底部15は、その中心側に設けられた平面状の平面部21と、平面部21に連続して設けられ、胴部の内部側に向かって湾曲する凸状曲面部22と、凸状曲面部22に連続して設けられ、胴部内部側に突出するとともに、凸状曲面部22と連続する環状リブ23と、環状リブ23に連続して設けられた複数の脚部24と、を備える構成とする。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
着脱式のブロー成形ステーションを備えるブロー成形装置
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
ブロー成型装置、ブロー成型ステーションの構成部品を交換する方法、ならびに飲料充てんプラントおよび/または飲料容器製造プラント
【課題】ストレッチブロー成型装置において、クリーンルームならびにクリーンルームに存在する装置およびツールを細菌による汚染を防止する装置とその方法を提供する。
【解決手段】ブロー金型30,48を保持するためのブロー金型キャリア22を有している複数のブロー成型ステーション23と、無菌の条件下でブロー成型ステーションを配置または搬送するためのクリーンルーム15と、ブロー金型キャリアにブロー成型ステーションの構成部品30,48を取り付けるためのクリーンルームへの搬入アクセス部40とを備え、プラスチック材料製の予備成形物5をプラスチック材料製の容器6へと成形するためのブロー成型装置4であって、搬入アクセス部が、環境側42において複数のブロー成型ステーションを有するクリーンルームの前方に配置された少なくとも1つの無菌室41を備えているブロー成型装置。
(もっと読む)
圧力パッドを有しプラスチック製予備成形物をプラスチック製容器に成形するための装置
【課題】圧力パッド配列の圧力パッドは、少なくとも一方のブロー金型運搬部と当該ブロー金型運搬部に配置されたブロー金型部とを両者の間に作用する力によって互いに引き離すために、流動性を有する圧力媒体を作用されることができる、プラスチック製予備成形物をプラスチック製容器に成形するための装置を提供する。
【解決手段】圧力パッド配列は、ブロー金型運搬部6aとブロー金型部4aとの間に作用する力が、ブロー金型部4aの周囲方向の第1の所定の領域B1に作用する第1の力成分F1と、ブロー金型部4aの周囲方向の第2の所定の領域B2に作用する第2の力成分F2とを有し、第1の領域B1と第2の領域B2とが互いに離れて位置し、第1の力成分F1および第2の力成分F2の方向が互いに対して0°ではない角度をなすように設計される。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルを適正に殺菌処理する。
【解決手段】プリフォーム(1)を連続走行させながら、プリフォームを予熱し、予熱したプリフォームに過酸化水素ミスト(K)又はガスを吹き付け、さらにプリフォームを成形温度まで加熱し、成形温度に達したプリフォームを同じく連続走行するブロー成形型(4)内で容器(2)に成形し、ブロー成形型から容器を取り出して連続走行させながら容器に飲料を充填して蓋で密封する。
(もっと読む)
無菌容器の成形方法及び装置並びに無菌充填方法及び装置
【課題】インラインシステムにおいてボトル等の容器の殺菌処理を簡易に行う。
【解決手段】ボトル2のキャビティCを有する金型4内に加熱したプリフォーム1を装着し、過酸化水素の凝結ミスト又はガスと一次ブロー用エアとを混ぜた混合気Mをプリフォーム内に吹き込むことによってキャビティ内でプリフォームを中間成形品1aまで膨張させると同時に中間成形品内を殺菌し、次いで、二次ブロー用エアNを上記中間成形品内に吹き込むことによってキャビティ内で中間成形品をボトルまで膨張させると同時にボトル内の過酸化水素を除去し、上記金型における上記容器の口部に対応する箇所は上記容器の中央部に対応する箇所よりも低い温度に設定して容器の口部の変形を防止するようにした成形方法である。ボトルの殺菌と成形を同時に進めることができるので、殺菌処理を簡易に行うことができる。
(もっと読む)
プラスチックボトル用プリフォーム及びプラスチックボトル
【課題】本発明の目的は、軽量化を図りながら、必要な座屈強度を有するプラスチックボトル及びそれを成形可能なプラスチックボトル用プリフォームを提供することである。
【解決手段】本発明に係るプラスチックボトル用のプリフォーム100は、ネックサポートリング14が下端に設けられた口部10と、ネックサポートリング14の下に連接する筒状の胴部20と、胴部20の下に連接する底部30とを備えるプラスチックボトル用のプリフォームにおいて、胴部20及び底部30を外周面S2側から薄肉化して、胴部20及び底部30の外周面S2に、胴部20の上端20aから底部30に至る縦リブ50を複数本設けてなる。
(もっと読む)
1 - 20 / 655
[ Back to top ]