
Fターム[4F208LA05]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形の区分 (2,436) | 二軸延伸ブロー成形 (552) | 成形と同時に延伸 (40)
Fターム[4F208LA05]に分類される特許
1 - 20 / 40
改良型プラスチック・プリフォーム
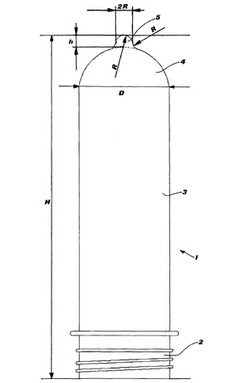
【課題】プリフォームから得られるボトルの寸法、及び物理的特性を同一に維持しながらも、従来のプリフォームに比べて大幅に低減された重量の改良型プリフォームを提供する。
【解決手段】プラスチック材料のプリフォーム1からブロー成形によって中空体を製造するにあたり、開放端2、及び閉鎖端4を有する実質的に円筒形の中心体3を含むプリフォーム1の閉鎖端4の中心領域に相当する箇所に、プリフォーム1から外側へ突出する中空の突起5を形成し、プリフォーム1の引き伸ばし棒の先端を内部に収容可能な中空の突起5を備えて、中空体の最終的な長さまで引き伸ばし、その後、加熱され、引き伸ばされたプリフォームの中に、圧縮された空気の流れを導入する。なお、中空の突起5と、プリフォーム1の閉鎖端4の残りの側部は、球形、円錐形、楕円形、又は放物線形であってよい。
(もっと読む)
密封された延伸棒の移動によってプラスチック材料製予備成形物をプラスチック材料製容器へと成形する装置および方法

【課題】プラスチック材料製容器を形成すべくプラスチック材料製予備成形物を気体媒体の作用によって膨張させることができる少なくとも1つのブロー成型ステーションを提供すること。
【解決手段】前記気体媒体を作用させる加圧装置12と、前記ブロー成型ステーション8を少なくとも部分的に囲むクリーンルーム20と、該プラスチック材料製予備成形物の長手方向に沿って延伸する延伸ユニットであって、前記プラスチック材料製予備成形物に対して可動であって該プラスチック材料製予備成形物への挿入が可能である延伸棒5と、該延伸棒5を該延伸棒5の長手方向に沿って移動させる駆動装置とを有する延伸ユニットとを有しているプラスチック材料製予備成形物をプラスチック材料製容器へと成形するための装置である。
(もっと読む)
樹脂製容器の成形方法及び樹脂製容器
【課題】生産コストが抑えられ、安定した品質の樹脂製容器を成形できる樹脂製容器の成形方法、及びこれにより成形された樹脂製容器を提供する
【解決手段】ブロー成形金型3に、ストレッチロッド2の先端側へ小さい第2の口部22が位置するようにプリフォーム20を装填し、ストレッチロッド2の先端2Aを、当該第2の口部22を閉塞するようにプリフォーム本体23の内面下端部分23aに当接させて当該第2の口部22を内側からエアシールし、エアシール状態を保てるように、ブローエアー50を吹き込むと共にストレッチロッド2を下降させ、当該ブローエアー50を漏洩させずにプリフォーム本体23を2軸延伸する。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機
【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
発光装置と発光装置のグローブ成形方法
【課題】配光特性が良好な照明用グローブを低コストで提供する。
【解決手段】中間品の高さ寸法が完成後のグローブ6の高さ寸法よりも高くし、且つ中間品内壁を周方向に広げて圧縮させるためのくさび機構を有するブロー成形金型を用いてブロー成形を行うことにより、グローブのヒートシンクへの挿入部の入口に段差63を設け、ヒートシンクへの挿入部の厚みt2をその上部の光線通過部の厚みt1より薄くする。
(もっと読む)
射出延伸吹き込み成形方法
本発明は、ポリエチレン材料から作製される固体プリフォームに関し、このプリフォームが、ネック領域、側壁、及びベース領域を含み、かつ内壁を有する内部と、外壁を有する外部とを有し、全ポリエチレン材料の少なくとも65重量%のポリエチレン材料は、300,000g/モル〜6,000,000g/モルのZ−平均分子量(Mz)、及び28を超えるMz/Mn値を有し、Mnが平均分子量であり、Mz/Mnが、Mz値をMn値で除したものである。 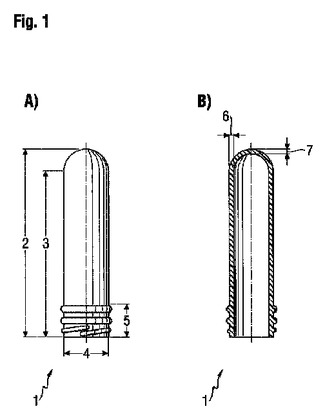 (もっと読む)
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。 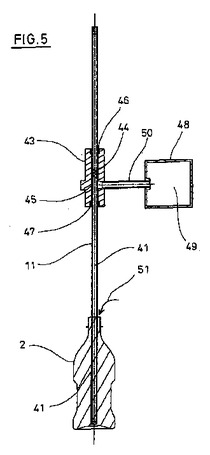 (もっと読む)
(もっと読む)
チタン含有PETコポリエステル及びそれからなる肉厚のプリフォーム及び再充填可能な大容量容器
【課題】チタン含有PETコポリエステルを提供する。
【解決手段】本チタン含有PETコポリエステルは0.72〜0.90dl/gの固有粘度を有し、DSC分析により、20℃/分の所定加熱率での結晶化転移時の放出熱の最大量は10ジュール/グラム未満である。本チタン含有PETコポリエステルはポリエチレンテレフタレートを主成分として含み、全コポリエステル重量に対して2〜25ppmの濃度のチタン成分と、該コポリエステルに対してXモル%のイソフタル酸と、該コポリエステルに対してYモル%のジエチレングリコールと、該コポリエステルに対してZモル%の2,6‐ナフタレンジカルボン酸と
を含み、ここでX、Y、Zは
0≦X≦2.5;
1.0≦Y≦2.5;
0≦Z≦2.5;
2.5≦X+Y+Z≦7.5
を満たし、該PETコポリエステルは、10リットルを超える内部容量を有し20回まで返却され再充填が可能な射出延伸ブロー成形された再充填可能容器を製造するのに適している。
(もっと読む)
タンク体の製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成されるニップル体付きタンク体の製造において、従来の方法ではニップル体の内面規制ピンに加えて、吹込みピンを別途設定しなくてはならないという点である。
【解決手段】
該ニップル体の内側形状をオスメス反転した外側形状が彫設され、且つ吹込みピンが一体に形成されたスライドコアを型締め後の金型分割面上のパリソンに打ち込み、該吹込みピンを通して該パリソン内部に圧縮空気を吹込んで該パリソンをブローアップすることにより前記課題を解決した。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
2パーツ型注出口付き延伸ブロー成形容器
【課題】プリフォームを延伸ブロー成形した容器の注出口に該当する部位に、別途に射出成形した注出口部を融着して得られる2パーツ方式の注出口付き延伸ブロー成形容器であって、容器の膜厚制御や容器の底隅部の形状制御が容易に成形できる延伸ブロー成形容器を提供することにある。
【解決手段】
プラスチック樹脂にて射出成形された筒状の注出口部Bと、該プラスチック樹脂と同種の樹脂にて射出成形された有底プリフォームAを用いて延伸ブロー成形された有底筒状の胴体部Dとから構成され、前記注出口部Bの開口下端部と胴体部Dの開口上端部とが各々接合部にて溶融接着している。
(もっと読む)
合成樹脂製壜体及びその製造方法
【課題】 本発明の技術的な課題は、ポリエチレンテレフタレート樹脂系の2軸延伸ブロー成形による広口ボトルの耐熱性あるいは生産性を向上するための壜体構造あるいは製造方法を創出する点にある。
【解決手段】 PET系樹脂製の2軸延伸ブロー成形による合成樹脂製壜体において、口筒部は、胴部と同様に試験管状のプリフォームの径を2軸延伸ブロー成形の延伸工程により拡径して形成したもので、前記延伸と金型温度を前記PET系樹脂の熱結晶化温度領域の所定の温度に設定することにより、口筒部の密度を1.368g/cm3以上とする、あるいは口筒部の示差走査熱量測定(DSC)の定速昇温測定における結晶化に伴う発熱ピークから算出される結晶化エンタルピー△Hcの絶対値及び、融解に伴う吸熱ピークから算出される融解エンタルピー△Hmの比率(|△Hc|/△Hm)を0.1より小さくする、と云うものである。
(もっと読む)
延伸ブロー成形方法およびその装置
【課題】 簡便な構造で大掛かりな改造を必要とせずに既存の設備に対しても適用することができ、薄肉化されたボトルや多層ボトルの芯ずれに有効な延伸ブロー成形方法およびその装置を提供すること。
【解決手段】 有底筒状のプリフォーム20を縦方向に延伸する延伸ロッド21による縦延伸位置の途中に突出し延伸ロッド21とで挟圧するとともに、縦延伸方向と逆方向にばね14で付勢される押えロッド12をプリフォームの成形用底金型11に設ける。これにより、縦延伸の途中に待機させたばね14などで付勢した押えロッド12と延伸ロッド21とでプリフォーム20の底中心部を挟んで縦延伸することで、押えロッド12の動作を制御する必要もなく、簡単な構造で芯ずれを防止することができ、既存設備へも成形用底金型11に設けるだけで容易に適用することができる。また、押えロッド12を縦延伸の途中に待機させることで、成形用底金型11からの突出量Sも少なく、延伸ブロー成形完了後の成形品の取り出しの邪魔になることもない。
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
深い差込み基部を有するプラスチック容器の作成方法
平面上に支持するための直立リングを有する深い差込み基部を有する容器の製造方法は、直立リングと、直立リングの下方に形成された基礎突出部分とを有する容器半加工品を成型するステップと、基礎突出部分が直立リングの上方に位置するまで、直立リングに対して上方に向かって基礎突出部分を相対的に配置するステップと、を含む。深い差込み基部を有する改良プラスチック容器もまた開示されている。 (もっと読む)
合成樹脂製壜体
【課題】より簡単な設備と工程で、色の濃淡等の変化を高度に現出可能な2軸延伸ブロー成形による合成樹脂製壜体を創出する。
【解決手段】試験管状のプリフォーム1を2軸延伸成形した透明性、若しく半透明性を有する合成樹脂製壜体11において、内周面と外周面の少なくとも一方に壁厚差による凹凸模様を形成したプリフォーム1の2軸延伸ブロー成形により、内周面に、前記凹凸模様15が延伸されると共に金型キャビティ面に押圧されて形成された延伸凹凸模様15を有し、この延伸凹凸模様15による壁厚の変化に係る光学的な視覚効果の変化を利用して周壁を加飾する。
(もっと読む)
平面状の成形体又はシートの製造方法
異方性の熱膨張係数を有する平面状の成形体又はシートの製造は、押出可能な熱可塑性ポリマー成形材料を、10〜1000nmの範囲での直径、及び1:5〜1:10000の範囲のアスペクト比を有する小片状のフィロケイ酸塩で満たすことによって、満たされた熱可塑性ポリマー成形材料の押出し、そして続く押出物の単軸又は二軸に延伸によって実施し、平面状の成形体又はシートを得る。 (もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを、加熱区間領域の搬送経路に沿って熱コンディショニングする。次に、パリソンを、ブロー成形型(4)内部でブロー圧の作用によって容器に成形する。加熱要素は加熱制御部に接続され、該加熱制御部は、前記加熱要素が時間的にほぼ一定の熱出力で作動するように制御特性を有している。延伸装置(11,12,13)は延伸制御部に接続され、該延伸制御部は、ブロー成形装置の始動直後の延伸速度の制御が作動開始から時間的に間隔をおいた1つの生産段階での延伸速度の制御とは異なって設定されるような制御特性を有している。 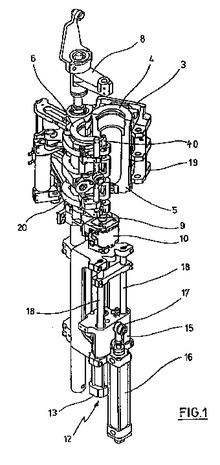 (もっと読む)
(もっと読む)
1 - 20 / 40
[ Back to top ]