
Fターム[4F208LD01]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 金型が移動するもの (134)
Fターム[4F208LD01]の下位に属するFターム
Fターム[4F208LD01]に分類される特許
1 - 20 / 46
中空成形方法

【課題】電動中空成形機では、その電気系駆動機構であるサーボモータとかシーケンサとかの制限によって型締装置の動作にて有効な短縮化を達成することができなかった。
【解決手段】ヘッド2から垂下した筒状パリソンを型締装置7の駆動によって成形金型6にて挟んだ型閉後、型締を行い、ブローピン8a,8b下方に成形金型6をスライド移動させ、下動したブローピン8a,8bからエアを吹き込んでパリソンを膨らませて成形品を成形し、エアを排気し、ついで成形金型6をヘッド2下方に逆方向にスライド移動させる中空成形法において、操作画面20に成形品の水平方向の最大外形寸法値および筒状パリソンの外径値を入力し、最大型開定点からこれら値のいずれか大きい値に至る型閉時間を計測し、成形金型の型閉位置から当該大きい方の値に所望の値を加算してなる寸法位置にて成形金型6の逆方向のスライド移動を開始し、ついで計測した型閉時間に相当する位置にて型閉を開始させる。
(もっと読む)
中空成形機の制御方法

【課題】ブロー成形でのエア放出時間は、最適化になるまでトライ・アンド・エラーにて詰めているため、排気時間が必要以上になって生産性を落としている恐れがある。
【解決手段】成形金型5の型開指令から成形金型5内のパリソンへのブローピン7a,7bの打込下降開始までの動作時間を計測し、設定成形サイクル時間から動作時間を減算して冷却時間とし、冷却時間をエアの吹込時間と排気時間とに配分し、排気時間の増減によって動作時間を調整する中空成形機の制御方法にて、吹込回路に圧力検出センサ51を設け、成形開始時は操作画面10にて設定した吹込と排気との比率値から求めたエアの吹込時間および排気時間にて成形開始し、排気開始から圧力検出センサ51によって検出した圧力値が大気圧近傍になるまでの時間を1回以上計測し、計測値の平均値を排気時間の設定値とし、該排気時間と前記動作時間と前記吹込時間とを加算した時間を成形サイクル時間とする。
(もっと読む)
歯磨剤用チューブ容器、歯磨剤入りチューブ容器及び歯磨剤用チューブ容器の製造方法
【課題】ガスバリア性に優れ、歯磨剤の香気の変質を抑制できる歯磨剤用チューブ容器を目的とする。
【解決手段】筒状の積層体10により形成され、その内部が歯磨剤を収納する収納部とされた胴部と、該胴部の一端に設けられた注出部とを備え、前記積層体10は、基材層12と、シーラント層16と、前記基材層12と前記シーラント層16との間に設けられ、ポリグリコール酸を含有するバリア層14とを備え、前記シーラント層16が前記胴部の内側とされたことよりなる。
(もっと読む)
滑り軸受上ピボットシャフトガイド付きブロー成形機
【課題】ブロー成形ステーションは、ブロー成形用金型キャリアを閉状態で共にロックするためにロッキング機構を有した金型キャリアを提供する。
【解決手段】このロッキング機構80は、第一ロッキングエレメント82および第一ロッキングエレメント82に対して移動可能な第二ロッキングエレメント84を有している。少なくとも1つの第一軸受装置60が、ブロー成形用金型キャリアが互いに対して移動可能に実装されるように設けられ、及び少なくとも1つの第二軸受装置70が、第一ロッキングエレメント82を第二ロッキングエレメント84に対して移動可能に実装するために設けられ、そしてこれら軸受装置60、70の少なくとも1つが、潤滑剤なしの滑り軸受の形、または互いに対して移動可能な軸受部間で少なくとも一部がプラスチック材料から射出成形される軸受の形で設計されている。
(もっと読む)
ブロー成形体とその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂で形成されるブロー成形体において、軽量化を目的として肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型によってパリソンを型締めし、次いで該パリソン内に圧縮空気を吹込み、それと同時またはそれ以降のタイミングで該分割金型の型締め時の分割面に位置するスライドコアを進出させて該パリソンを突き破り、成形体の開口部に相当する部位の該パリソンの内壁に該スライドコアの内壁規定部を嵌入させて、開口部の内壁の一部にスライドコアの内壁規定部の形状を転写させた。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
樹脂製燃料タンクの成形方法
【課題】外殻部分の一部を他の部分と比較して薄肉化することが可能な樹脂製燃料タンクの成形方法を得る。
【解決手段】成形前の樹脂材料がセットされる成形部38を備え、進退可能とされた可動型36を有する金型32を用いる。可動型36を後退させた状態で成形部の内面及び成形面に樹脂材料を密着させて樹脂材料を薄肉化し、次いで可動型36を前進させることで凹部36B以外の成形面36Aに密着した樹脂材料を薄肉化する。
(もっと読む)
中空成形方法及び装置
【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
ブロー成形金型の洗浄器を備えるブロー成形機
【課題】ブロー成形機の洗浄を簡素化する。
【解決手段】空洞4を形成する少なくとも1つのブロー成形金型2であって、この空洞の中でプラスチックプリフォームを容器に変形することができるブロー成形金型2を備え、また、プラスチックプリフォームに媒質を加えて、ブロー成形金型の、空洞4の境界を定める内壁8に押し付けるようにプラスチックプリフォームを膨張させる加圧器14を備え、また、プラスチックプリフォームをその縦方向Lに延伸する延伸ロッド12を備え、また、ブロー成形金型2を開閉する開閉機構を備えるようなプラスチックプリフォームを容器に変形させる装置1において、ブロー成形金型2の複数の領域を洗浄する洗浄器10を備える。本発明によれば、洗浄器10は、ブロー成形金型の内壁8を洗浄する少なくとも第一の洗浄要素16,18を備え、この洗浄要素16,18は、少なくとも時々、ブロー成形金型2の外側に配置される。
(もっと読む)
ブロー成形機切換え方法、及びブロー成形機
【課題】ヒートセット作業温度まで加熱される、複数の回転式に可動な金型を備えるブロー成形機を、金型の交換のために切り換える方法を提供すること。
【解決手段】本発明による方法では、金型が空のままのブロー成形機で、少なくとも1回の模擬作業サイクルを実施し、次いで、金型をヒートセット温度に比べて冷却するように、冷却媒体を金型キャビティ全てに同時に外部から供給する。機械制御部では、このブロー成形機は、空の金型を用いた少なくとも1回の模擬作業サイクルを、冷却媒体を外部から金型中に供給しながら、低減した回転速度で実施するプログラムルーチンを備える。
(もっと読む)
プラスチックボトル、特にPETボトルを製造するためのCIPシステムを有するブロー成形機
【課題】より簡単に且つ高速で殺菌され得るブロー成形機を提供すること。
【解決手段】本発明は、プラスチックボトル、特にPETボトルを製造するためのブロー成形機に関し、このブロー成形機1は、(a)制御バルブを有するバルブブロック5と、吹き込み空気を導入し或いは排出するための吹き込みノズル17とが割り当てられた複数のブロー成形ステーション2と、このブロー成形機1を洗浄するための定置洗浄(CIP)システム20とを備える。バルブブロックは、それらをCIPプロセスに含めることができるように構成されるため、PETボトルの製造にとって衛生に関し特に重要な吹き込みノズルなどのシステム部品を分解することなく洗浄して殺菌することができる。
(もっと読む)
パリソンから得られる容器を成形するための装置
【課題】プラスチック素材のパリソンから得られる容器成形するための成形機と、前記成形機の駆動部と、を備える成形ステーションを有する製造装置を提供する。
【解決手段】前記成形機4の隔離装置6を有し、前記隔離装置6が、前記成形機4を収納するためのコンタミネーションが制御された環境空間7を備え、前記駆動部5は前記環境空間7の外側に配置され、調整、メンテナンスまたはサイズ変更操作が可能なサービスセクション19と、前記成形機4に固定された型11と、前記環境空間7に対して部分的に内側に配置されるとともに前記環境空間7に対して部分的に外側に配置されている管状体13と、前記管状体13は駆動部5、特に、型11を開放および閉鎖するための駆動部品12の通過に適した管状の孔を有する成形装置1である。
(もっと読む)
深い差込み基部を有するプラスチック容器の作成方法
平面上に支持するための直立リングを有する深い差込み基部を有する容器の製造方法は、直立リングと、直立リングの下方に形成された基礎突出部分とを有する容器半加工品を成型するステップと、基礎突出部分が直立リングの上方に位置するまで、直立リングに対して上方に向かって基礎突出部分を相対的に配置するステップと、を含む。深い差込み基部を有する改良プラスチック容器もまた開示されている。 (もっと読む)
ロータリ型ブロー成形装置
【課題】 ワニ口式のブロー型を採用しながら、可動キャビティ型を型開きさせる外力に対する抗力を高めて、成形品質を向上させること。
【解決手段】 垂直なパーティング面201を有する固定キャビティ型200に対して、固定水平軸を第1支点O1として可動キャビティ型210が開閉駆動される。この可動キャビティ型を開閉駆動する型開閉駆動機構220は、可動キャビティ型に設けられた第2支点O2に第1端部222Aが回動自在に連結された第1リンク222と、第1リンクの第2端部222Bに設けられた第3支点O3に第3端部224Aが回動自在に連結された第2リンク224と、第2リンクの第3端部と第4端部との間に設けられた第4支点O4に第5端部226Aが回動自在に連結され、固定の第5支点O5に第6端部226Bが回動自在に連結され、第5支点を中心に回動する第3リンク226と、第2リンクの第4端部に設けられた第6支点O6を、5支点O5を通る垂直線の両側に往復移動させる移動部材230と、を含む。
(もっと読む)
ロータリ型ブロー成形装置
【課題】 占有設置面積を縮小しながら時間当たりの耐熱容器の生産量を極めて増大させることができるロータリ型ブロー成形装置を提供すること。
【解決手段】 ロータリ型ブロー成形装置10は、加熱される複数の一次ブロー型22を回転搬送しながら一次ブロー成形品をブロー成形して収縮させる一次ブロー成形ロータリ部20と、複数の二次ブロー型32を回転搬送しながら二次ブロー成形品をブロー成形する二次ブロー成形ロータリ部30と、一次及び二次ブロー成形ロータリ部の間に配置され、回転搬送される複数の中継アーム42の各々に設けた少なくとも一つの第1保持部を介して、一次ブロー成形ロータリ部20から二次ブロー成形ロータリ部30に一次ブロー成形品を受け渡す中継ロータリ部40と、を有する。
(もっと読む)
ロータリ型成形品搬送装置及びそれを用いたロータリ型ブロー成形装置
【課題】成形品の口部を傷つけることなく受け渡しすることができるロータリ型成形品搬送装置及びそれを用いたロータリ型ブロー成形装置の提供。
【解決手段】各々回転中心O1,O4の廻りの等角度間隔の複数位置の各々にて、少なくとも一つの成形品を水平面内で回転搬送し、受け渡し位置での成形品が受け渡される2台のうちの一方のロータリ型成形品搬送装置50(100)は、該成形品を第1保持部160を先端に支持し回転搬送される搬送アーム110を有し、搬送アームが2台のロータリ型成形搬送装置の各々の回転中心を通る直線S4に沿って配置された時の受け渡し位置を中心とする所定回転角度に亘り、水平面内で直線S4と平行な方向で一つの第1保持部を受け渡し可能なストローク分だけ往復移動させ、かつ、2台のうちの他方のロータリ型成形品搬送装置の少なくとも一つの第2保持部22Aに対して第1保持部160を正対させる。
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 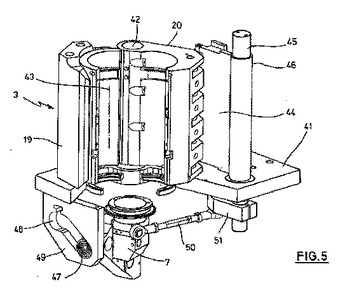 (もっと読む)
(もっと読む)
1 - 20 / 46
[ Back to top ]