
Fターム[4F208LD10]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 移動方向 (160) | 一軸の回りの回転 (117)
Fターム[4F208LD10]の下位に属するFターム
Fターム[4F208LD10]に分類される特許
1 - 20 / 47
歯磨剤用チューブ容器、歯磨剤入りチューブ容器及び歯磨剤用チューブ容器の製造方法

【課題】ガスバリア性に優れ、歯磨剤の香気の変質を抑制できる歯磨剤用チューブ容器を目的とする。
【解決手段】筒状の積層体10により形成され、その内部が歯磨剤を収納する収納部とされた胴部と、該胴部の一端に設けられた注出部とを備え、前記積層体10は、基材層12と、シーラント層16と、前記基材層12と前記シーラント層16との間に設けられ、ポリグリコール酸を含有するバリア層14とを備え、前記シーラント層16が前記胴部の内側とされたことよりなる。
(もっと読む)
射出延伸ブローボトル

【課題】ポリプロピレン系樹脂組成物を原料とした、比較的肉厚で所望の透明度を備えた射出延伸ブローボトルの提供
【解決手段】
ポリプロピレン系樹脂組成物からなる射出延伸ブローボトルであり、前記ポリプロピレン系樹脂組成物の樹脂成分はアイソタクティックポリプロピレン、及び/又はプロピレン−オレフィン共重合体であり、胴部の肉厚が0.85〜1.6mmであり、前記胴部の肉厚に対するヘイズ値の比(以下、正規化ヘイズ値という。)が5.0%/mm未満、且つ、ヘイズ値が6.0%以下であることを特徴とする射出延伸ブローボトル。
(もっと読む)
延伸棒移動を回転ダイアフラムで密封した状態でプラスチック材料プリフォームをプラスチック材料容器に成形する装置および方法
【課題】可動搬送デバイスに配置されている少なくとも1つのブロー成形ステーションを用いてプラスチック材料プリフォームをプラスチック材料容器に成形する装置
を提供する。
【解決手段】延伸ユニット60が、プラスチック材料プリフォームに対して移動可能であって、かつ前記プラスチック材料プリフォームに挿入可能な延伸棒5を有し、ブロー成形ステーションが、前記延伸棒5を受ける少なくとも1つの壁64aを備える受け空間64を有し、この受け空間は、少なくとも部分的に前記延伸棒5を包囲し、前記延伸棒5はこの受け空間64に対して移動可能であり、成形装置の殺菌室エリア72を前記成形装置の非殺菌室エリアから分離するフレキシブル密封デバイスが、前記受け空間の内部に配置されることを特徴とする、成形装置。
(もっと読む)
密封された延伸棒の移動によってプラスチック材料製予備成形物をプラスチック材料製容器へと成形する装置および方法
【課題】プラスチック材料製容器を形成すべくプラスチック材料製予備成形物を気体媒体の作用によって膨張させることができる少なくとも1つのブロー成型ステーションを提供すること。
【解決手段】前記気体媒体を作用させる加圧装置12と、前記ブロー成型ステーション8を少なくとも部分的に囲むクリーンルーム20と、該プラスチック材料製予備成形物の長手方向に沿って延伸する延伸ユニットであって、前記プラスチック材料製予備成形物に対して可動であって該プラスチック材料製予備成形物への挿入が可能である延伸棒5と、該延伸棒5を該延伸棒5の長手方向に沿って移動させる駆動装置とを有する延伸ユニットとを有しているプラスチック材料製予備成形物をプラスチック材料製容器へと成形するための装置である。
(もっと読む)
枢動およびロックの運動を連動させた、プラスチック予備成形物をプラスチック容器へと変換するための装置および方法
【課題】ブロー成形ステーションとして、ブロー金型キャリアとブロー金型を開閉すべく前記第1のブロー金型キャリア部分に対して所定の第1の枢支軸に関して枢動可能である第2のブロー金型キャリア部分とを提供する。
【解決手段】前記ブロー成形ステーション8が、ロック機構80が、少なくとも間接的に前記第1のブロー金型キャリア部分6aに配置された第1のロック要素82と、少なくとも間接的に前記第2のブロー金型キャリア部分に配置された第2のロック要素84とを備える。第1のロック要素82の運動が、少なくとも前記第2の所定の軸Xに関する前記第1のロック要素82の運動の最中に、前記第2の所定の軸Xが該第2の軸Xに対して垂直な方向に前記キャリア2に対して移動するようなやり方で、連結装置によって互いに連結されている。
(もっと読む)
透明容器の製造方法及び透明容器
【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
偏芯ボトルの製造方法
【課題】 成形ロスが無く、耐衝撃強度にも優れ、均一肉厚とすることでバリア性にも優れた偏芯ボトルの新規な製造方法を提供する。
【解決手段】 コアピン5と雌型6からなる射出成形金型3において周方向一側のみを厚肉とした有底筒状の偏肉プリフォーム2をコアピン5外周に射出成形し、その直後に軟化状態のプリフォーム2をコアピン5で保持したままブロー成形型4の偏芯キャビティ内へ移送して、該プリフォーム2をブローすることにより周方向一側が径方向外方へ比較的大きく膨らんだ偏芯ボトルをブロー成形する。
(もっと読む)
ブロー成形機
【課題】複数列で成形品を搬送して生産性を向上し、成形品搬送路の省スペース化、時間ロスの減少、あるいは温調時の予備ブローへの対応が容易なフレキシビリティの高いブロー成形機を提供する。
【解決手段】N列の保持プレートと、N列の保持プレートに保持された複数のプリフォーム1Aを射出成形する射出成形ステーション12と、N列の温調ポットでプリフォーム1A温調する温調ステーション14と、N列のブロー型で複数のプリフォームを複数の容器にブロー成形するブロー成形ステーション16と、複数のプリフォームを保持するN列の保持プレートの列ピッチをP1とし、複数の容器を保持するN列の保持プレートの列ピッチをP2とし、型開きされたN列のブロー型に搬入される前記複数のプリフォームを保持するN列の保持プレートの列ピッチをP3としたとき、P1<P3<P2となるように列ピッチを変換する列ピッチ変換駆動部とを有するブロー成形機。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
滅菌容器を延伸ブロー成形またはブロー成形して充填するための方法および装置
【課題】ブローモジュールを含む容器処理装置内で予備成形体の滅菌容器をブロー成形して充填するための新規な方法を提供すること。
【解決手段】本発明によれば、予備成形体(P)が加熱装置(H)から輸送装置(3)を介してブロー金型へ移送され、容器(T)が充填機へ輸送されて充填され、予備成形体(P)および容器(T)にそれぞれ滅菌処理が行なわれ、加熱装置(H)とブローモジュール(B)との間で予備成形体(P)に主滅菌処理が行なわれ、充填機(F)へ向かう輸送経路で容器(T)に後段滅菌処理のみが行なわれる。この方法を行なうのに適した装置は、加熱装置(H)とブローモジュール(B)との間に主滅菌モジュール(HS)を備えるとともに、ブローモジュール(B)と充填機(F)との間に後段滅菌モジュール(NS)を備える。
(もっと読む)
ブロー成形金型の洗浄器を備えるブロー成形機
【課題】ブロー成形機の洗浄を簡素化する。
【解決手段】空洞4を形成する少なくとも1つのブロー成形金型2であって、この空洞の中でプラスチックプリフォームを容器に変形することができるブロー成形金型2を備え、また、プラスチックプリフォームに媒質を加えて、ブロー成形金型の、空洞4の境界を定める内壁8に押し付けるようにプラスチックプリフォームを膨張させる加圧器14を備え、また、プラスチックプリフォームをその縦方向Lに延伸する延伸ロッド12を備え、また、ブロー成形金型2を開閉する開閉機構を備えるようなプラスチックプリフォームを容器に変形させる装置1において、ブロー成形金型2の複数の領域を洗浄する洗浄器10を備える。本発明によれば、洗浄器10は、ブロー成形金型の内壁8を洗浄する少なくとも第一の洗浄要素16,18を備え、この洗浄要素16,18は、少なくとも時々、ブロー成形金型2の外側に配置される。
(もっと読む)
ブロー成形機切換え方法、及びブロー成形機
【課題】ヒートセット作業温度まで加熱される、複数の回転式に可動な金型を備えるブロー成形機を、金型の交換のために切り換える方法を提供すること。
【解決手段】本発明による方法では、金型が空のままのブロー成形機で、少なくとも1回の模擬作業サイクルを実施し、次いで、金型をヒートセット温度に比べて冷却するように、冷却媒体を金型キャビティ全てに同時に外部から供給する。機械制御部では、このブロー成形機は、空の金型を用いた少なくとも1回の模擬作業サイクルを、冷却媒体を外部から金型中に供給しながら、低減した回転速度で実施するプログラムルーチンを備える。
(もっと読む)
プラスチック成形品の生産方法及びブロー成形装置
【解決手段】
本発明は、プラスチック成形品の生産方法であって、概ねチューブ状のプレフォームを押出し、概ね断面C形状のプレフォームが得られるように、押出機ヘッド内で溶融した流れを分け、或いは押出機ヘッドから現れた若しくは既に表れている押出物を分離し、圧力差を与えることでブロー成形装置内で中空を有するプレフォームを再形成し、部分的に閉じた前記ブロー成形装置で前記プレフォームの膨張と部分的な予備成形が最初に行われ、更なる工程で、少なくとも1つの挿入物が完全には閉じていない前記ブロー成形装置部品の間で、前記プレフォームの開いた側を介して部分的に予備形成された成形品の内側に導入され、更なる工程で、前記ブロー成形装置が完全に閉じられて、少なくとも部分的に囲む摘み取り継ぎ目を形成しながら成形品が完全に形成されることを特徴とする。
(もっと読む)
プラスチックボトル、特にPETボトルを製造するためのCIPシステムを有するブロー成形機
【課題】より簡単に且つ高速で殺菌され得るブロー成形機を提供すること。
【解決手段】本発明は、プラスチックボトル、特にPETボトルを製造するためのブロー成形機に関し、このブロー成形機1は、(a)制御バルブを有するバルブブロック5と、吹き込み空気を導入し或いは排出するための吹き込みノズル17とが割り当てられた複数のブロー成形ステーション2と、このブロー成形機1を洗浄するための定置洗浄(CIP)システム20とを備える。バルブブロックは、それらをCIPプロセスに含めることができるように構成されるため、PETボトルの製造にとって衛生に関し特に重要な吹き込みノズルなどのシステム部品を分解することなく洗浄して殺菌することができる。
(もっと読む)
パリソンから得られる容器を成形するための装置
【課題】プラスチック素材のパリソンから得られる容器成形するための成形機と、前記成形機の駆動部と、を備える成形ステーションを有する製造装置を提供する。
【解決手段】前記成形機4の隔離装置6を有し、前記隔離装置6が、前記成形機4を収納するためのコンタミネーションが制御された環境空間7を備え、前記駆動部5は前記環境空間7の外側に配置され、調整、メンテナンスまたはサイズ変更操作が可能なサービスセクション19と、前記成形機4に固定された型11と、前記環境空間7に対して部分的に内側に配置されるとともに前記環境空間7に対して部分的に外側に配置されている管状体13と、前記管状体13は駆動部5、特に、型11を開放および閉鎖するための駆動部品12の通過に適した管状の孔を有する成形装置1である。
(もっと読む)
制御されたノズルを備える金型キャリヤユニット
【課題】移転クランプとノズルの釣り鐘部とが衝突するリスクを回避する吹き込みノズルの制御方法を提供する。
【解決手段】金型2内に配置された予備成形物3を延伸ブロー成形するための金型キャリヤユニットは、一方はスライド13に支えられた延伸ロッド10を有しており、他方は固定された胴部16を備える吹き込みノズル15を有している。延伸ロッドは金型の底部との間を移動可能であり、吹き込みノズルは、釣り鐘部20によって引き延ばされる。釣り鐘部の自由縁25が延伸ロッドの自由端11とほぼ同じ高さで保持される非動作位置から、釣り鐘部が金型の注入口の表面4に付着し、吹き込み流体の閉流路を形成する動作位置まで、移動が可能で、停止具23は、スライド上に形成された支持部24と協働して、釣り鐘部の動作位置から非動作位置まで、延伸ロッドと同じ運動の法則で移動できる。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソン(1)を、ブロー成形機のブロー成形型内部で熱コンディショニングした後に、ブロー圧を作用させることで容器(2)に変形させる。必要なブローガス(P1,P2)は供給装置から供給する。ブロー成形される容器の内部に蓄積される空気圧エネルギーの少なくとも一部を他のエネルギー形態に変換する。 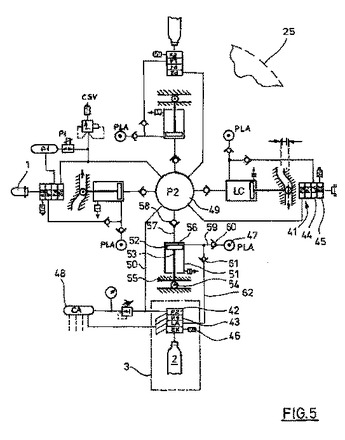 (もっと読む)
(もっと読む)
1 - 20 / 47
[ Back to top ]