
Fターム[4F208LD13]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 移動方向 (160) | 可動エンドレス支持体上に載置 (10)
Fターム[4F208LD13]に分類される特許
1 - 10 / 10
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)、特にボトルを形成するブロー成形プラントは、複数の成形ユニット(15)およびパリソン移送装置(39)を備える。各成形ユニット(15)は、容器(2)をブロー成形するための少なくとも2つの成形キャビティ(19)を備える。パリソン移送装置(39)は、柔軟な供給コンベア(41)から成形キャビティ(19)にパリソン(3)を移送する。第2の移送ステーション(40)において供給コンベア(41)に接続され、ここで、パリソン(3)の間隔(P1)は、成形ユニット(15)の成形キャビティ(19)の長手方向軸(19a)間の距離(D2)と等しい。 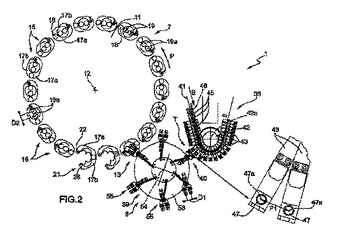 (もっと読む)
(もっと読む)
プラスチック材料からブロー成形で容器製品を形成する装置
容器製品(11)を成形する、形成型を閉鎖し、開放するために、対をなして互いに近づき、かつ互いに離れるように移動することができる、形成ライン(5)に沿って延びる個別型部分(7)を用いてプラスチック材料からブロー成形で容器製品(11)を形成する装置であって、容器製品が離型工程後に、形成ライン(5)に沿って移動される容器チェーン(9)の形式で排出され、排出される容器チェーン(9)に形成型の外部で作用する離型装置(3)が、離型工程を支援するために設けられている、装置は、離型装置(3)が、動力装置(17)を有しており、動力装置によって容器チェーン(9)が、形成ライン(5)から往復運動(5)で変位可能である。 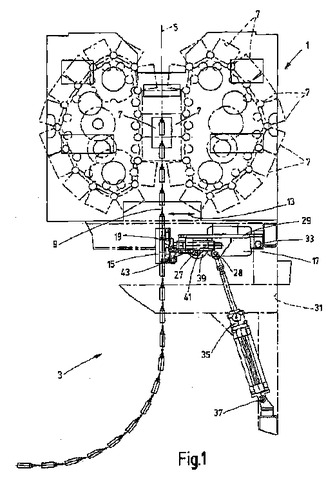 (もっと読む)
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 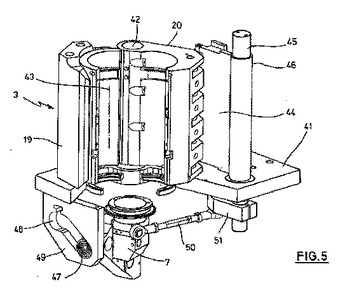 (もっと読む)
(もっと読む)
プリフォーム加熱装置

【課題】量産ラインに近い条件でプリフォームの加熱条件を検討する。
【解決手段】プリフォーム(60)を加熱するプリフォーム加熱装置(10)が、プリフォームを経路(21)に沿って搬送するプリフォーム搬送手段(20)と、経路の一部分に沿って配置されていてプリフォームを均等に加熱する第一ヒータ(30)と、経路の他の一部分に沿って配置されていてプリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータ(40)とを具備する。第一ヒータと第二ヒータとの間においては、プリフォームの幅よりも大きい非加熱領域(G)が経路に沿って形成されるのが好ましい。
(もっと読む)
成形型移動式ブロー成形方法
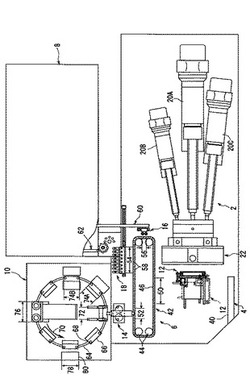
【課題】ラベル、把手などのインモールド用の部品の装着機構などを組み込むのに適した二軸延伸ブロー成形装置を提案すること。
【解決手段】二軸延伸ブロー成形装置1の作業ステーション7およびブロー成形ステーション8では、回転盤46に一対のブロー金型41が搭載され、各ブロー金型41は作業位置61においてラベル4が装着される。ラベル4が装着されたブロー金型41は、回転盤46によってブロー成形位置14の直上まで移動する。ブロー成形位置14には、ブロー成形に適した温度状態のプリフォーム2が位置決めされて待機している。ブロー金型41を下降させ、その中にプリフォーム2を装着して、ブロー成形が行われ、外周面にラベル4が接着固定された容器3が成形される。ブロー金型41を移動させることにより、ラベル、把手などをインモールド成形可能な小型でコンパクトな二軸延伸ブロー成形装置を実現できる。
(もっと読む)
可撓管電線管の製造方法及び製造装置
【課題】 長距離の配管をし、また曲げ部分が多数含まれている場合であっても、通線性に優れた可撓管電線管の製造方法及び製造装置を提供する。
【解決手段】 加熱手段によって合成樹脂材料を溶融状態にし、ダイノズル2とその管内に填装された内リップ部材3との間隙を通して管状部材に成形した後、複数の成形型90がシャトルループ駆動するモールドトラックに供給して、ブロー成形又はバキューム成形により複数の凹部1aa及び凸部1abを有する管本体1を連続押出成形すると共に、内リップ部材3の内側を通して潤滑剤を供給し、凹部1aa及び凸部1abを成形する際に、前記管本体3の内壁に当接する潤滑剤供給部より、凸部1abに潤滑剤を付着させることを特徴とするものである。
(もっと読む)
ブロー成形装置
【課題】 PETボトル等をブロー成形する場合に装置を大型化することなく加熱ステーションのポケット数を増やすことができ、高速成形することができるブロー成形装置を提供すること。
【解決手段】 回転式テーブル式の加熱ステーション1とブローステーション2、および各ステーション1、2へプリフォームPを受け渡し、あるいは受け取りするトランスファーテーブル3a、3b、3cを備えたブロー成形装置であって、前記トランスファーテーブル3a、3b、3cに2以上の水平回転運動の複合運動によりプリフォームPを受け取り、あるいは受け渡しするステーションの回転運動に追従するように移送するカム式の追従移送機構と、プリフォームPを上下に反転するカム式の反転機構とを有するプリフォーム反転移送装置4を設けた。
(もっと読む)
波形可撓管及びそれのブロー成形製造方法
【課題】 波形可撓管の重量化と曲り特性の低下を抑制して高い配管作業性を維持しながらも、ウォータハンマー現象に起因する流体管の波打ちによる衝突音の発生を効果的に抑制する。
【解決手段】 可撓性の流体管2を挿通する屈曲可能な合成樹脂製の波形可撓管1であって、内壁面1aに、それの谷部1b内面よりも径方向内方位置で流体管2の外周面2aに当接する弾性変形可能な緩衝突起3が管軸芯方向で断続する状態で一体形成されている。
(もっと読む)
被覆方法と被覆された物体を形成する装置
1または複数の層を有する被覆物体(物品)を製造するために使用される方法および装置。当該層は浸漬被覆、スプレー被覆またはフロー被覆によって適用されることができる。当該装置および方法は、被覆されたプリフォームから、被覆された容器、好ましくは、ポリエチレン・テレフタテレートを含む容器を製造できる。ある装置構成において、当該装置および方法は、被覆の損傷の危険を低減し、それゆえ、最終的な容器の効力を増加させる、エネルギー的に効率の良い方法で被覆される容器またはプリフォームを製造することを可能にする。 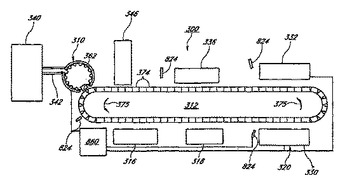 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]