
Fターム[4F208LD15]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形装置 (590) | 予備加熱装置が組み込まれたもの (82)
Fターム[4F208LD15]に分類される特許
1 - 20 / 82
ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法
【課題】金型交換途中の段階でブローキャビティ割型が型開きされても、上げ底型の落下防止対策を追加する必要がないブロー型ユニットを提供すること。
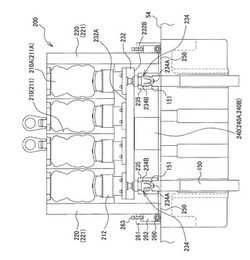
【解決手段】ブロー成形機の締め/型開装置により移動する第1,第2の型締め板とブロー成形機の昇降装置に連結されるブロー型ユニット200は、第1,第2のブローキャビティ割型210,211及び複数の上げ底型212を有するブロー型と、第1,第2の圧受け板220,221と、第1の固定板と第2の固定板と第3の固定板232と、第3の固定板の第2面より垂下された圧受けロッド234と、第1,第2の固定板の少なくとも一方に固定され、第1,第2のブローキャビティ割型の型閉じ時に第3の固定板が載置される載置部とを有し、圧受けロッド234は、昇降装置の昇降ロッド150に形成された嵌合部151に垂直方向にて嵌合される被嵌合部234Aを有する。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機

【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
着脱式のブロー成形ステーションを備えるブロー成形装置
【課題】クリーンルームでの無菌のブロー成形装置へのアクセスを容易する装置及びその方法を提供する。
【解決手段】クリーンルームにおいてプラスチック予備成形物を容器へと形成するために、複数のブロー成形ステーションが配置される可動のキャリア2を備えており、ブロー成形ステーションでは、ブロー金型部分4a、4bを保持するためのブロー金型キャリア部分6a、6bを備え、ブロー金型キャリア部分の少なくとも一方が、ブロー金型を開閉すべく他方のブロー金型キャリア部分に対して可動であり、少なくとも1つのブロー金型キャリア部分を保持するためのキャリア要素82を備えたユニット80が、キャリアへの取り付けまたは取り外しができる。
(もっと読む)
ブロー成型装置、ブロー成型ステーションの構成部品を交換する方法、ならびに飲料充てんプラントおよび/または飲料容器製造プラント
【課題】ストレッチブロー成型装置において、クリーンルームならびにクリーンルームに存在する装置およびツールを細菌による汚染を防止する装置とその方法を提供する。
【解決手段】ブロー金型30,48を保持するためのブロー金型キャリア22を有している複数のブロー成型ステーション23と、無菌の条件下でブロー成型ステーションを配置または搬送するためのクリーンルーム15と、ブロー金型キャリアにブロー成型ステーションの構成部品30,48を取り付けるためのクリーンルームへの搬入アクセス部40とを備え、プラスチック材料製の予備成形物5をプラスチック材料製の容器6へと成形するためのブロー成型装置4であって、搬入アクセス部が、環境側42において複数のブロー成型ステーションを有するクリーンルームの前方に配置された少なくとも1つの無菌室41を備えているブロー成型装置。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルを適正に殺菌処理する。
【解決手段】プリフォーム(1)を連続走行させながら、プリフォームを予熱し、予熱したプリフォームに過酸化水素ミスト(K)又はガスを吹き付け、さらにプリフォームを成形温度まで加熱し、成形温度に達したプリフォームを同じく連続走行するブロー成形型(4)内で容器(2)に成形し、ブロー成形型から容器を取り出して連続走行させながら容器に飲料を充填して蓋で密封する。
(もっと読む)
プリフォームの加熱方法
【課題】 ボトルの白化防止、プリフォームの加熱時間の短縮、耐熱性に優れたプリフォームの加熱方法を創出することを課題とする。
【解決手段】 加熱炉(2)内の冷却、プリフォーム(P)の外面への冷却エアー(e1)と熱源(4)からの加熱とを同時に行ってプリフォーム(P)の外面温度(Ta)と内面温度(Tb)とを調整しながら熱結晶化温度よりもわずかに低い温度となるまで急速加熱する第1工程(S1)と、加熱炉(2)内の冷却と熱源(4)による加熱を停止した状態で、冷却エアー(e1)をプリフォーム(P)の外面に吹き付けて外面温度(Ta)を冷却する第2工程(S2)と、加熱炉(2)内の冷却を停止した状態で、プリフォーム(P)の外面への冷却エアー(e1)の吹き付けと熱源(4)からの加熱とを同時に行ってプリフォーム(P)を急速加熱する第3工程(S3)と、を有する構成とする。
(もっと読む)
プラスチックプリフォームをプラスチック容器に成形する装置およびその方法
【課題】細菌の拡散を防止するプラスチックプリフォームの成形装置を提供する。
【解決手段】クリーンルーム20と、少なくとも一種のプロセス圧力89,91,92によりプラスチックプリフォーム10を成形するためのブロー成形金型4を備える少なくとも1つのブローステーション8と、プロセス圧力89,91,92または回収圧力に減圧されたプロセス圧力を大気に放出する放出デバイス65とを備え、放出デバイス65が少なくとも1つの放出バルブ67を備えることによりプロセス圧力89,91,92または回収圧力を消音器69を介して大気に放出し、放出デバイス65において大気圧レベル97に達する前に放出バルブ67を閉じる圧力低下安全デバイス68を備えるプラスチックプリフォーム10の成形装置を提供する。
(もっと読む)
ブロー成形型開閉機構および二軸延伸ブロー成形機
【課題】型開閉動作を円滑に行うことのできる小型でコンパクトな構成のブロー成形型開閉機構を提案すること。
【解決手段】型開閉機構23では、左右一対の第1、第2ブロー成形型21、22の下方に配置した揺動板41の左右の第1、第2揺動端部41a、41bの上下方向の揺動運動を、垂直に配置した第1、第2連結軸45、46を介して、左右の第1、第2昇降スライダ51、52の昇降運動に変換し、これらの昇降運動を左右の平行リンク機構61、62を介して左右の第1、第2ブロー成形型21、22の開閉運動に変換している。トグルリンク機構の屈伸運動によって型開閉動作を行う場合のような複雑なリンク機構を用いる必要がないので、型開閉動作を円滑かつ高速で行うことができる。型開閉機構の構成部品点数を削減できるので機構の小型・コンパクト化を実現できる。
(もっと読む)
液体の無菌充填方法および装置
【課題】少ないエネルギーと水で急速滅菌を可能にする充填装および方法の提供。
【解決手段】本発明は、ボトル7をH2O2で滅菌するための滅菌装置9と、ボトルを充填するための充填装置11と、および例えば密閉キャップ15のようなふたを装着するためのふた締め装置11とを備えた、ボトル内への液体の無菌充填装置に関するものであり、この場合、ボトル表面上におけるH2O2の凝縮が阻止されるようにボトル温度がそれにより設定可能な手段が設けられている。さらに、本発明は、ボトルをH2O2で滅菌するステップと、ボトルを充填並びにふた締めするステップとを有する、ボトル内への液体の無菌充填方法に関するものであり、この場合、ボトルが、滅菌において、ボトル表面上におけるH2O2の凝縮が阻止されるような温度を有している。
(もっと読む)
反転装置およびプリフォーム取り扱い装置
【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
耐熱容器の加熱成形装置
【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
プレフォームの熱処理のための炉及びこのような炉に設けられる空気冷却器の制御方法
【課題】容器の質を向上させるために冷却を最適化することによって、炉中でプレフォームを熱処理する方法を改良する。
【解決手段】プレフォーム12を熱処理するための炉10と、プレフォーム12の本体18及び底部20に対する冷却用空気の流量を、加熱路に沿って変更するように、このような炉10に設けられており、冷却用空気の流量制御手段58から成る空気冷却装置42を操作するための方法とに、関わる。
(もっと読む)
ジョイントブーツの製造方法
【課題】パリソンの加熱工程における温度ムラを低減して、蛇腹部の肉厚制御を容易にする。
【解決手段】大径側取付部3に対応する第1パリソン部分61と、小径側取付部4に対応する第2パリソン部分62と、両者を連結する非蛇腹状をなす第3パリソン部分63とを備えるパリソン6を射出成形した後、第3パリソン部分のみを径方向外方側からヒータ87で加熱し、その後、ブロー工程において蛇腹部5を成形するジョイントブーツの製造方法において、加熱工程で用いるヒータ87は、複数の発熱体89をパリソンの軸方向Xに並べて設けたものであって、ヒータ87と第3パリソン部分63との間の空間を軸方向Xで複数に区画する遮蔽板90を設ける。
(もっと読む)
光線を閉じ込めるロック室を装備した、中空体半製品の光線による処理ユニット
合成樹脂材料製中空体の半製品(2)の処理ユニット(1)であり、本処理ユニットは、中で半製品(2)が長手方向に走行する筐体(13)と、筐体(13)の少なくとも片側に配置される複数の電磁光線源(15)と、筐体(13)に隣接する少なくとも1つのロック室(16)とを備え、ロック室は、電磁光線を通さず、半製品(2)の行程と局地的に重なる軌道を回る可動式防護板を装備し、2枚の防護板(41)が、2枚ごとに、少なくとも1つの半製品(2)の受容領域(43)を規定する。 (もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。 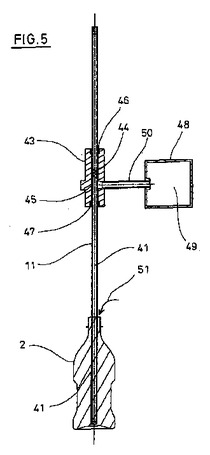 (もっと読む)
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
成形型の交換を効果的にするよう成形ユニットの装置を制御する為のモジュールを備えている、容器の製造の為の機械
【課題】吹き込み成形型の交換に必要としている時間を減少させ、同時に、人間工学的観点から安全性の高い機械を提供する。
【解決手段】熱可塑性プラスチックで形成された容器の製造の為の機械において、その使用状態が、固定装置を制御する為に第1の作動装置76を使用することと、それによって成形型ユニットが装備される開/閉装置を制御する為に第2の作動装置78を使用すること、を選択できる制御モジュール70と、選択的に対応される少なくとも1つの成形型ユニットを備えている。
(もっと読む)
合成樹脂製容器を成形するための成形装置
【課題】1ステージ様式で容器を成形することができることに加えて、必要に応じてプリフォーム成形手段のみを作動せしめてプリフォームを成形し、かかるプリフォームを適宜に排出して、上記2ステージ様式で容器を成形するためのプリフォームとして保管することができる成形装置を提供する。
【解決手段】合成樹脂製プリフォームを成形するためのプリフォーム成形手段、プリフォームを排出するためのプリフォーム排出手段、プリフォーム貯留手段、プリフォームの口頸部を加熱して結晶化するための結晶化手段及びプリフォームをブロー成形して容器せしめるブロー成形手段を具備する成形装置。かかる成形装置は、更に、プリフォーム成形手段によって成形されたプリフォームを、選択的に、プリフォーム貯留手段に移送し或いはプリフォーム排出手段に移送するための第一のプリフォーム移送手段、プリフォーム貯留手段に貯留されているプリフォームを該ブロー成形手段に移送するための第二のプリフォーム移送手段を具備する。
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
1 - 20 / 82
[ Back to top ]