
Fターム[4F208LG06]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 全体の形状、構造、材質 (583) | 多層のもの (156)
Fターム[4F208LG06]の下位に属するFターム
表面コーティングによるもの (6)
Fターム[4F208LG06]に分類される特許
1 - 20 / 150
多層ブロー成形容器
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
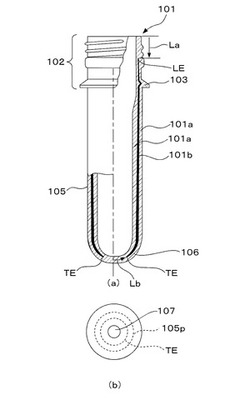
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
プリフォームの射出成形装置

【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
発泡樹脂成形品
【課題】発泡により遮光性が付与されながら、発泡による外観や表面平滑性の低下が有効に抑制された発泡樹脂成形品を提供する。
【解決手段】発泡セルが分布した発泡領域を有する発泡樹脂成形品において、前記発泡領域の少なくとも一方の表層部は、セル径が15μm以下の超微細発泡セルが1×107cells/cm3以上の密度で分布している超微細発泡層1となっていることを特徴とする。
(もっと読む)
中空成形機の制御方法
【課題】ブロー成形でのエア放出時間は、最適化になるまでトライ・アンド・エラーにて詰めているため、排気時間が必要以上になって生産性を落としている恐れがある。
【解決手段】成形金型5の型開指令から成形金型5内のパリソンへのブローピン7a,7bの打込下降開始までの動作時間を計測し、設定成形サイクル時間から動作時間を減算して冷却時間とし、冷却時間をエアの吹込時間と排気時間とに配分し、排気時間の増減によって動作時間を調整する中空成形機の制御方法にて、吹込回路に圧力検出センサ51を設け、成形開始時は操作画面10にて設定した吹込と排気との比率値から求めたエアの吹込時間および排気時間にて成形開始し、排気開始から圧力検出センサ51によって検出した圧力値が大気圧近傍になるまでの時間を1回以上計測し、計測値の平均値を排気時間の設定値とし、該排気時間と前記動作時間と前記吹込時間とを加算した時間を成形サイクル時間とする。
(もっと読む)
成形機
【課題】従来の成形機は、主押出機を成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を主押出機に対し併設していた。そのため副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
(もっと読む)
中空成形方法
【課題】電動中空成形機では、その電気系駆動機構であるサーボモータとかシーケンサとかの制限によって型締装置の動作にて有効な短縮化を達成することができなかった。
【解決手段】ヘッド2から垂下した筒状パリソンを型締装置7の駆動によって成形金型6にて挟んだ型閉後、型締を行い、ブローピン8a,8b下方に成形金型6をスライド移動させ、下動したブローピン8a,8bからエアを吹き込んでパリソンを膨らませて成形品を成形し、エアを排気し、ついで成形金型6をヘッド2下方に逆方向にスライド移動させる中空成形法において、操作画面20に成形品の水平方向の最大外形寸法値および筒状パリソンの外径値を入力し、最大型開定点からこれら値のいずれか大きい値に至る型閉時間を計測し、成形金型の型閉位置から当該大きい方の値に所望の値を加算してなる寸法位置にて成形金型6の逆方向のスライド移動を開始し、ついで計測した型閉時間に相当する位置にて型閉を開始させる。
(もっと読む)
容器用プリフォーム及びその製造方法
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体が作成可能な容器用プリフォームを製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;を含む。
(もっと読む)
樹脂組成物及び多層構造体
【課題】 本発明は、透明性、生産性及びガスバリア性に優れ、かつ多層構造体とした場合に層間接着性に優れる樹脂組成物を提供することを目的とする。
【解決手段】 本発明は、エチレン−ビニルアルコール共重合体(A)、熱可塑性ポリエステル樹脂(B)、炭素−炭素二重結合を有する熱可塑性樹脂(C)及び遷移金属塩(D)を含み、熱可塑性ポリエステル樹脂(B)のSP値が10.4〜10.8(cal/cm3)1/2であり、かつ前記エチレン−ビニルアルコール共重合体(A)と前記熱可塑性ポリエステル樹脂(B)との屈折率差が0.01以下である樹脂組成物に関する。
(もっと読む)
歯磨剤用チューブ容器、歯磨剤入りチューブ容器及び歯磨剤用チューブ容器の製造方法
【課題】ガスバリア性に優れ、歯磨剤の香気の変質を抑制できる歯磨剤用チューブ容器を目的とする。
【解決手段】筒状の積層体10により形成され、その内部が歯磨剤を収納する収納部とされた胴部と、該胴部の一端に設けられた注出部とを備え、前記積層体10は、基材層12と、シーラント層16と、前記基材層12と前記シーラント層16との間に設けられ、ポリグリコール酸を含有するバリア層14とを備え、前記シーラント層16が前記胴部の内側とされたことよりなる。
(もっと読む)
積層ブロー成形容器及び吸気孔の形成方法
【課題】 本発明の課題は、デラミボトルに関し、第1にポンチカッターの刃先による刃痕を内層に残すことなく吸気孔を形成する方法を創出すること、第2に吸気孔の開口周縁部近傍で外層と内層の剥離がスムーズに、また確実に進行可能な吸気孔の形状を創出することにある。
【解決手段】 吸気孔の形成方法において、ポンチカッターは先端部に筒状刃を有し、この筒状刃の内周面に筒状刃の外層からの後退時に、外層からの抜け防止機能を発揮する係止部を配設したものを使用し、筒状刃を刃先が外層の内表面の直近位置になるまで圧入前進させ、外層を完全に切抜くことなく先端に未切抜き部を周状に残存させた状態とし、次に、筒状刃の後退に伴って係止部の抜け防止機能により、筒状刃内に残留する、未切抜き部を残して切抜かれた切抜き片を後退させ、この後退により未切抜き部を破断して切抜き片を完全に切抜かれた状態とする。
(もっと読む)
取付部を備えた容器
【課題】ブロー成形時に、容器、例えば、車両用燃料タンクの取付部付燃料給油口を成形する方法と装置を提供する。
【解決手段】取付部36を備えた容器12を成形する方法は、成形面と、前記成形面の一部を画定する凹型領域24と、分割するために互いに開くと共に密閉するために互いに閉じる金型部14と、を有する金型、を設ける工程を有する。金型が開いた時に、溶融プラスチックパリソン16が金型に提供され、その後、金型が閉じられる。そして、パリソンの一部が凹型領域に入るように、パリソンが成形面に対して膨張する。凹型領域内に設けられたパリソンの一部は、取付部を画定するために、前記金型およびパリソンに関連して二次成形装置40を動かすことによって成形される。
(もっと読む)
電子写真用シームレスベルトの製造方法
【課題】高品位な電子写真用シームレスベルトを効率よく製造することができる方法の提供。
【解決手段】熱可塑性樹脂組成物を含む基層と表面層とを有している電子写真用シームレスベルトの製造方法であって、(1)熱可塑性樹脂を含む、試験管形状のプリフォームの外表面にガラス転移温度を有するエネルギー硬化性の被膜を形成し、次いで、該プリフォームをブロー成型してブローボトルを得る工程と、(2)該ブローボトルにエネルギー線を照射して該被膜を硬化させて表面層を形成する工程と、(3)工程(2)によって得た表面層を有するブローボトルからシームレスベルトを切り出す工程とを有する。
(もっと読む)
多層溶融合成樹脂供給装置
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
プリフォームの射出成形装置、射出成形方法及び合成樹脂製壜体
【課題】 本発明はプリフォームの周壁内で、所定の範囲に所定の層厚の着色層を高精度に主材層に積層するための、射出成形装置および射出成形方法を創出することを課題とするものである。
【解決手段】 本発明の射出成形装置に係る構成は、主材樹脂と第2の樹脂を合流させて合流樹脂体を形成するノズル部を、外側から順に、主材樹脂が流動する外流路と、第2の樹脂が流動する内流路と、これら外流路と内流路からの主材樹脂と第2の樹脂が合流する円柱状の合流路を配設し、また、外流路の合流路への第1合流部を所定の間隔を置いて、内流路の合流路への第2合流部の下流側に配設し、合流路に摺動可能に円柱状のシャットオフピンを挿入配設し、このシャットオフピンの摺動位置により、第1合流部あるいは第2合流部、またはその双方を遮断あるいは開放する機能が発揮される構成とする。
(もっと読む)
熱可塑性樹脂製プリフォーム及びその製造方法
【課題】成形過程での成形不良を抑制し、材料歩留まりに優れた熱可塑性樹脂容器のためのプリフォームおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂シートを圧縮成形して底部23および開口部22を有する形状に形成された圧縮成形層24と、前記圧縮成形層24の外面もしくは内面に射出成形にて形成された射出成形層15とを有し、加熱して軟化させた状態でブロー成形することにより所定の形状に膨張させて成形される熱可塑性樹脂製プリフォームにおいて、前記射出成形層15が、前記底部23において最も厚く、開口部22側に向かって徐々に薄くなるように形成されている。
(もっと読む)
燃料タンク構造
【課題】熱可塑性材料製の燃料タンク本体を有する燃料タンク構造において内側に向けて形成された凸部の溶着を抑制可能とする。
【解決手段】燃料タンク本体14には、変形制限凸部20と、変形制限台部22が設けられ、対向面24が変形制限凸部20と対向している。変形制限凸部20と対向面24の少なくとも一方には、燃料タンク本体14の材料よりも高い融点の材料で構成された薄膜層32が設けられる。
(もっと読む)
中空容器における内蔵部品の結合方法
【課題】内蔵部品の埋設周りの容器壁部のねじれや内蔵部品の姿勢崩れを低減できる中空容器における内蔵部品の結合方法を提供する。
【解決手段】本発明に係る中空容器における内蔵部品の結合方法は、本金型に転写されたパリソンに対し、結合対象の第1内蔵部品2および第2内蔵部品3を取り付け、本金型を閉じて第1内蔵部品2と第2内蔵部品3とを未結合状態として中空容器1を成形する中空容器成形工程と、本金型から取り出した中空容器1の冷却時に、中空容器1の外面を押圧部23により押圧して中空容器1の変位により第1内蔵部品2と第2内蔵部品3とを結合状態にする内蔵部品結合工程と、を有する。
(もっと読む)
ブロー成形容器
【課題】底部をピンチオフ13で閉塞させた有底筒状の胴部より肩部を介して口頸部を起立した形態をなし、保形性のある外層と、外層内面に剥離可能に積層した内層とから構成され、底割れ現象が生じるのを防止でき、内層の潰れ変形形態をほぼ一定に規制することを可能として内容物の注出不良の発生を減少し、更に、底部に残る残液を防止して、この点からも良好な収容液の注出が行えるブロー成形容器を提案する。
【解決手段】外層と内層とを全高さ範囲に亘って接着する縦帯状の接着層20を、ピンチオフ13の一端部外方位置に縦設した第1接着層20aと、ピンチオフ13の他端部外方位置を挟む両側にそれぞれ縦設した第2接着層20b及び第3接着層20cとして3本形成し、第1接着層20aと第2接着層20bとの間の外層部分、及び第1接着層20aと第3接着層20cとの間の外層部分にそれぞれ外気導入孔を穿設した。
(もっと読む)
積層剥離容器及びその製造方法、並びにこれに用いるブロー成形用の金型
【課題】底リブの構造を強化して剥離の発生を抑制できる積層剥離容器を提案する。
【解決手段】
ブロー成形される積層剥離型ブロー成形容器であって、外層2と該外層との相溶性が低い内層3とで形成され、該容器の底部にはブロー成形用金型のピンチオフ部で前記外層と前記内層とが共に押し潰されることで形成された突条形状の底リブ20を有し、前記底リブの両側の表面それぞれに複数の食い込み部21が設けられるものにおいて、前記複数の食い込み部の伸長方向が、前記底リブの中央位置CPにて前記底リブの表面に垂直に設定した仮想基準ラインBLに対して傾けられている。
(もっと読む)
1 - 20 / 150
[ Back to top ]