
Fターム[4F208LG17]の内容
プラスチック等のブロー成形、熱成形 (28,606) | 予備成形品及びその製造 (2,293) | 部分の形状、構造 (385) | 口部、首部 (119) | ネジ部 (30)
Fターム[4F208LG17]に分類される特許
1 - 20 / 30
角型樹脂製容器及びブロー成形金型
【課題】
薄肉でありながら、光沢性及び透明性等の外観を良好に維持した角型樹脂製容器、及び前記容器を二軸延伸ブロー成形するためのブロー成形金型を提供する。
【解決手段】
角型樹脂製容器のブロー成形金型であって、前記角型樹脂製容器の胴部の側壁部に対応するブロー成形金型のキャビティ表面のスキャロップハイトを3乃至30μmとして二軸延伸ブロー成形を行い、胴部の肉厚が0.5mm以下で、前記胴部の側壁部の外表面に深さが3乃至30μmの水平方向加工部を形成した角型樹脂製容器とする。
(もっと読む)
透明ボトルの製造方法及び透明ボトル

【課題】本発明はプロピレン系樹脂組成物により形成される透明ボトルの製造方法に関し、高い透明度と強度を実現することを課題とする。
【解決手段】
樹脂原料としてプロピレンホモポリマー及び/又はプロピレン共重合体からなる樹脂組成物を原料とし、容量が100〜2,000mlであり、胴部の相当直径と高さの比が1:0.5〜1:5であり、胴部の肉厚が0.7〜1.3mmで、胴部のヘイズ値が5%未満で、かつ胴部の座屈強度が100N以上である透明ボトルを射出延伸ブロー成形法により製造する透明ボトルの製造方法であって、射出成形金型内で110℃以下に冷却してプリフォームを製造する射出成形工程と、前記プリフォームを延伸ブロー成形して透明ボトルを製造する延伸ブロー成形工程と、を有することを特徴とする透明ボトルの製造方法。
(もっと読む)
プリフォームの射出成形装置
【課題】 本発明は中間層樹脂が流動する中流路の下流側の端部に遮断縦リブ片を配設して中間層樹脂を周方向に分断するようにしたノズル部を使用するプリフォームの射出成形装置において、プリフォームにおける中間層のリーディングエッジの高さ位置の周方向での変動を小さくすることを技術的課題とする。
【解決手段】 ノズル部は、基体層を形成する内流路及び外流路と、中間層を形成する中流路の3ケの円筒状の層形成流路を配設したものとし、中流路は下流側の端部に周方向に並列状にこの中流路を横断する遮断縦リブ片を配設し、この遮断縦リブ片により中流路を周方向に所定の数の流路に分断する構成とし、また、プリフォームに現出する中間層のリーディングエッジの最上端と最下端の高低差が小さくなるように、遮断縦リブ片の周方向の配設位置により中流路における中間層樹脂の流動挙動を調整する構成とする。
(もっと読む)
発泡延伸容器及びその製造方法
【課題】ホットパリソン法により得られ、口部の発泡が抑制されていると共に、発泡領域となる胴部当では高い遮光性を示す発泡延伸成形容器を提供する。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域において、該発泡セルは容器壁の内面側に偏在していることを特徴とする。
(もっと読む)
プリフォームおよびプラスチックボトル
【課題】ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、輸送時等にプラスチックボトルの底部先端が潰れる不具合を防止することが可能な、プリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、内径D1をもつ胴部20と、底部30とを備えている。底部30は、その断面形状において、半径R1をもつ外面中央部35と、半径R2をもつ外面周縁部36と有する外面31と、半径R3をもつ内面中央部37と、半径R4をもつ内面周縁部38と有する内面32とを有し、(a)R2<R1、(b)D1/2<R3<R1、および(c)R4<R3という関係を満たす。底部30の形状を扁平形状としたことにより、ブロー成形後にプラスチックボトルの底部先端の肉厚を厚くすることができ、加圧しているにも関わらず輸送時や搬送時にプラスチックボトルの底部先端が潰れる不具合を防止することができる。
(もっと読む)
樹脂製容器
【課題】落下強度を向上させることが可能な樹脂製容器を提供する。
【解決手段】プリフォーム品をブロー成形により成形することで、胴部の端部に自立可能な底部15が形成された樹脂製容器1であって、底部15は、その中心側に設けられた平面状の平面部21と、平面部21に連続して設けられ、胴部の内部側に向かって湾曲する凸状曲面部22と、凸状曲面部22に連続して設けられ、胴部内部側に突出するとともに、凸状曲面部22と連続する環状リブ23と、環状リブ23に連続して設けられた複数の脚部24と、を備える構成とする。
(もっと読む)
発泡延伸プラスチック容器及びその製造方法
【課題】本発明は、ホットパリソン法により得られ、実用性のある発泡延伸成形プラスチック容器を提供する。
【解決手段】口部、胴部、底部とからなる樹脂一体成形品であって、胴部及び底部は、発泡セルを有する発泡領域となっている発泡延伸プラスチック容器において、前記口部は、発泡セルが存在しない非発泡領域となっており、発泡セルが存在する発泡領域には、容器壁の中心部に位置する発泡セルBが最も長い長さを有し、中心部に位置する発泡セルBに比して、内面側及び外面側に位置する発泡セルBの長さは短いものとなっている。
(もっと読む)
飲料充填方法及び装置
【課題】インラインシステムにおいてボトルを適正に殺菌処理する。
【解決手段】プリフォーム(1)を連続走行させながら、プリフォームを予熱し、予熱したプリフォームに過酸化水素ミスト(K)又はガスを吹き付け、さらにプリフォームを成形温度まで加熱し、成形温度に達したプリフォームを同じく連続走行するブロー成形型(4)内で容器(2)に成形し、ブロー成形型から容器を取り出して連続走行させながら容器に飲料を充填して蓋で密封する。
(もっと読む)
透明容器及び透明容器の製造方法
【課題】ポリプロピレン系樹脂を主原料とした、所望の透明度と透明度の均一性とを兼ね備えた透明容器の提供
【解決手段】
シンジオタクティックポリプロピレン系樹脂の含有量が75質量%未満であるポリプロピレン系樹脂を用いた透明容器であり、胴部の肉厚が0.6〜1.5mm、胴部の肉厚(mm)に対するヘイズ値(%)の比(ヘイズ値/肉厚)が1.0〜5.0(%/mm)、胴部の任意の2箇所のヘイズ値の比(小さい方のヘイズ値/大きい方のヘイズ値)が0.73以上であることを特徴とする透明容器。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
【課題】成形可能な材料を有する単層物及び多層物ならびにそれらの物を製造する方法を提供する。
【解決手段】好ましい実施形態において、プリフォーム30の少なくとも一部は、熱バリアまたは所望の完成品(finish)を形成するために拡張することができるエキスパンダブル(拡張可能または膨張可能)な材料を具備する。プリフォーム30はブロー成型に適した温度まで加熱され、エキスパンダブルな材料の少なくとも一部は膨張する。プリフォームは容器37中にブロー成型される。一つの構成(arrangment)として、プリフォームは単層プリフォームである、他の構成として、プリフォームは、多層プリフォームである。
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する押出し成型方法
【課題】成形可能な材料を有する単層物及び多層物、ならびに、それらの物を押出し成型する方法を提供する。
【解決手段】押出しブロー成型されたボトル37は、ネック部32と、ボディ部34とを具備する。ボディ部34は、第1のインナー層と第2の層とを具備する。第1のインナー層は、ポリエステル、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、および、それらの組合せからなるグループから選択された第1の材料を具備する。第2の層は、未使用なPET、リサイクルされたPET、PETG、発泡体,ポリプロピレン、ポリエステル、ポリオレフィン、フェノキシタイプ熱可塑性プラスチック、フェノキシ−ポリオレフィン熱可塑性プラスチック混合物、粉砕再生スクラップ材料、および、それらの組合せからなるグループから選択される第2の材料を具備する。第2の材料は、第1の材料とは異なる。
(もっと読む)
合成樹脂製容器の製造方法、並びにプリフォーム、インサート部材及び合成樹脂製容器
【課題】成形型の一部をなす型部材でプリフォームの口部が保護された状態のまま、当該プリフォームを延伸ブロー成形するにあたり、当該型部材を割型とせずに、簡易な構造の型部材によってプリフォームの口部を保護しつつ、その後の工程に移送することができるようにする。
【解決手段】プリフォームPの口部P1に形成されるネジ山P4の延在方向に沿ってアンダーカットとなる部分が形成されないように、ネジ山P4の下方端部側がプリフォームPの軸方向に直交する水平面と平行な端面で途切れた形状とし、このネジ山P4が形成された口部P1から螺脱できるようにしたインサート部材23を有するプリフォーム成形型PMによりプリフォームPを成形し、成形されたプリフォームPからインサート部材23を取り外すことなく、当該プリフォームを移送してブロー成形に処することで所定の容器形状に成形した後に、インサート部材23を螺脱する。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
容器、金型、および製造方法
【課題】容器を連結した構造物は、容器部分疲労による破損が起因するため容器強化、基礎容器頸部の硬質部の危険性を回避する必要性がある。
【解決する手段】
容器、および構築容器全体を強化するには、各容器内面に部分肉厚を垂直、水平方向、トラスに複数形成し、そのクロス肉厚(骨材構築)部分が容器外圧を内面から補強する。基礎容器の頸部雄ねじ形状に適合する雌ねじ容器を形成することで、その連結部分に緩衝性が生まれた。
(もっと読む)
深い差込み基部を有するプラスチック容器
再加熱延伸ブローモールディング工程を用いて、PET等の材料から形成されたタイプのプラスチック容器は、主本外部と、基礎部分とを含み、基礎部分は直立リングの上方の比較的に高く狭い輪郭により特徴付けられ、内部に画成された深い差込み溝を有する。深い差込み溝は、直立リングに隣接した直立内部側壁部分により一部が画成され、約0.35インチよりも大きい高さを有する。直立内部側壁部分は、基礎の外部側壁の実質的に直線的な部分に実質的に平行な、実質的に直線的な部分を有する。 (もっと読む)
合成樹脂製積層壜体、射出成形装置及び積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブロー成形による合成樹脂製積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された積層壜体、さらにはそのような積層壜体の成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、中間層を形成する円環状の中流路の所定位置から合流点に至る範囲に、この中流路を周方向に複数の流路に分断する遮断縦リブ片を、複数並列状に配設した射出成形装置を用いて、所定の高さ領域に亘って、基体層の間に中間層を積層すると共に、中間層がなく基体層が連結した縦帯状連結部を,周方向に複数並列状に、中心軸方向に沿って延設形成し、この縦帯状連結部により中間層が周方向に分断されたプリフォームを成形する。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
固体状態の気泡熱可塑性樹脂製品をブロー成形する方法
気泡熱可塑性樹脂製品を製造するためのプロセスが開示される。本プロセスは、熱可塑性材料から製造した固体パリソンをある期間の間、高圧において、飽和ガスによって処理して、ガス飽和パリソンを供給するステップと、そのガス飽和パリソンを加熱して、気泡パリソンを作成するステップと、その気泡パリソンを金型の中に設置するステップと、その気泡パリソンに成形ガスを吹き込んで、その気泡パリソンをその金型の形状に膨らませて、造形された気泡製品を供給するステップとを含む。 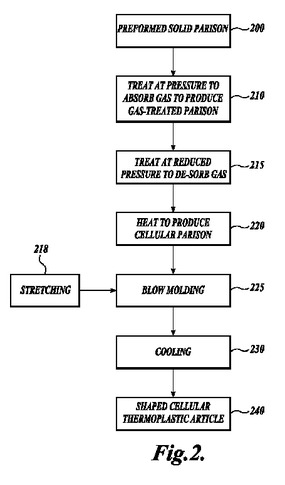 (もっと読む)
(もっと読む)
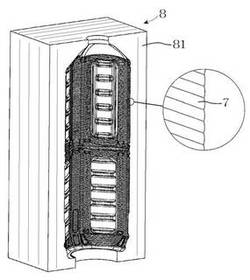
容器、金型、および製造方法
【課題】複数容器を縦方向に連結するともに、側面方向の凹部と凸部とをはめ込むそれぞれの容器をブロー成形する場合に、接続されたそれぞれの容器の側面の頸部の雄ねじ部と、底部に設けた雌ねじ部との相対角度の変動を抑制する。
【解決手段】底部、その底部に立設された筒状の側壁、およびその筒状の側壁を先端部で絞り外面に雄ねじ部を設けた頸部を有し内容物を収容する収容部と、底部に埋め込まれ、雄ねじ部に適合する雌ねじ部を有し、雄ねじ部の構成を含む他の容器の頸部をねじ入れ可能な受容部と、を備える。頸部の雄ねじ部下端から底部方向の位置には、円周形状の一部を欠いた適合溝付きつば部がさらに設けられ、受容部は、円筒形の上端を閉塞する天井部を有し、天井部の少なくとも内壁には段差が形成され、その段差に適合する段差を有する支持台に載置されたときに円筒形の中心軸周りの回転を阻害するようにすればよい。
(もっと読む)
1 - 20 / 30
[ Back to top ]