
Fターム[4F208LN14]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | ブロー方法 (563) | 加熱、冷却 (141) | 成形品への冷媒の導入 (14)
Fターム[4F208LN14]に分類される特許
1 - 14 / 14
液体の無菌充填方法および装置
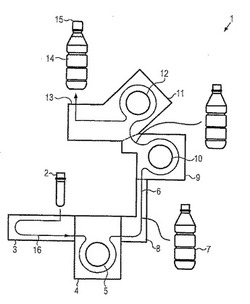
【課題】少ないエネルギーと水で急速滅菌を可能にする充填装および方法の提供。
【解決手段】本発明は、ボトル7をH2O2で滅菌するための滅菌装置9と、ボトルを充填するための充填装置11と、および例えば密閉キャップ15のようなふたを装着するためのふた締め装置11とを備えた、ボトル内への液体の無菌充填装置に関するものであり、この場合、ボトル表面上におけるH2O2の凝縮が阻止されるようにボトル温度がそれにより設定可能な手段が設けられている。さらに、本発明は、ボトルをH2O2で滅菌するステップと、ボトルを充填並びにふた締めするステップとを有する、ボトル内への液体の無菌充填方法に関するものであり、この場合、ボトルが、滅菌において、ボトル表面上におけるH2O2の凝縮が阻止されるような温度を有している。
(もっと読む)
中空発泡成形体の製造方法及び中空発泡成形体

【課題】中空発泡成形体の内部を流通させる流体の流量効率を向上させることが可能な中空発泡成形体の製造方法を提供する。
【解決手段】 発泡樹脂(13)を金型(12a,12b)で挟み込み、通気路を有する中空発泡成形体を成形し、中空発泡成形体を冷却させるための流体を通気路に流し、中空発泡成形体を冷却する。
(もっと読む)
容器のブロー成形方法およびブロー成形装置
本方法および装置は、容器のブロー成形加工に用いられるものである。そこではブロー成形金型に挟まれた、熱処理によるコンディショニング工程を施した後のパリソンが、ブローガの賦形圧力の作用により、容器の形状に成形加工される。それに必要なブローガスは、接続要素に通してパリソンの内部空間に導入される。ブロー成形工程の終了後には、掃気用ガスが、容器の内部空間に通して導かれる。複数のブロー成形ステーションが使用され、前記各ブロー成形ステーションの内の少なくとも一つを対象として、掃気用ガスの必要量の少なくとも一部が、このブロー成形ステーションだけに対して割り当てられているリザーバ容積の内部に貯蔵される。 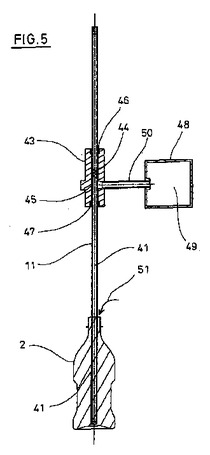 (もっと読む)
(もっと読む)
ロッド状部材の保持機構
【課題】ロッド状部材の交換作業が容易となるように、ロッド状部材を着脱可能に保持することができるロッド状部材の保持機構を提供する。
【解決手段】ロッド状部材10に取り付けられる保持ブロック11に係止突部12を形成し、この係止突部12が係止される係止段部242と、係止突部12が挿通可能な切り欠き部243とが周縁に沿って隣接して形成された挿通孔241を天面に穿設したハウジング部24、及びベース部21に凹陥状に設けられた収容部22に前記係止段部側へ付勢された状態で収容され、ハウジング部24内に挿通された係止突部12に対して押圧可能に当接する当接部材23とを有する保持部本体20を備える。
(もっと読む)
ブロー成形方法
【課題】既存設備の若干の手直しにより、ブロー成形品の軽量化を図っても、必要箇所に充分な肉厚を確保してその強度を確保出来るブロー成形方法を提供する。
【解決手段】ブロー成形温度に加熱したプリフォームをブロー成形金型内に組み込んだ後、金型を閉じ、この金型に設けた吹出孔からブロー成形温度になっているプリフォームの特定部位に冷却媒体を吹き付けて、この特定部位を他の部位よりも冷却して所定の温度差ΔTをつけ、その後プリフォームをブロー成形して成形品である樹脂製把手付容器にする。冷却媒体の吹き付け位置は、成形された樹脂製把手付容器における特定部位を予め設定した位置になるようにし、且つその肉厚も予め設定した厚みになるようにしたことで、既存設備の若干の手直しで、ブロー成形品の軽量化を図っても、必要箇所を充分な肉厚にしてその強度を確保することが出来る。
(もっと読む)
分子二軸延伸プラスチックパイプの生産のための装置および方法
本装置は、中央本体(14)ならびに前記中央本体(14)の対向する側面に接続された第1のヘッド(1)および第2のヘッド(17)によって形成された金型(1、17、14)から構成されるとともに、前記装置は、前記金型(1、17、14)の内部で軸を中心とする剛性有孔ガイド(5)を有する。この剛性有孔ガイド(5)上にブランクパイプ(10)が長手方向に結合される。このガイド(5)は、前記ブランクパイプ(10)と前記金型(1、17、14)との間での熱交換なしに前記金型(1、17、14)の内壁に対して前記ブランクパイプ(10)の拡張を引き起こす拡張流体(18)が中を通って通過する開口(9)が設けられている。 (もっと読む)
I.S.マシン用の冷却管機構
【課題】I.S.マシンで形成されたびんの中へ冷却空気を導入する改良式の冷却管機構を提供すること。
【解決手段】I.S.マシンは、パリソンがびんへとブロー成形されるブローステーションを有する。パリソンは、ブロー成形型上の「オンブローモールド」位置にあるブローヘッドによってブロー成形され、パリソンのブロー成形の後、ブローヘッドは、ブロー成形型から離れるように持ち上げられる。ブローヘッドと成形型との間の距離は、成形型内で検出された圧力に応答する圧力特性によって定義される。
(もっと読む)
ブロー成形装置及びブロー成形方法
【課題】成形された製品の内面に凹凸が形成される(肌荒れを生ずる)ことがなく、また、製品の成型時間をより短縮化することができる新規なブロー成形装置及びブロー成形方法の提供。
【解決手段】パリソンの内側に圧縮エアーを供給する圧縮エアー供給手段5を備えたブロー成形装置であって、上記圧縮エアー供給手段5による圧縮エアーの供給により、一方及び他方の金型本体6,7内において成形された製品内に冷却ミストを噴霧するミスト噴霧ノズル22と、このミスト噴霧ノズル22の先端が製品の内側及び外側に位置するように駆動する第2の駆動手段23と、一方又は他方の金型本体6,7の少なくとも何れかに形成又は配置され、大気に通ずる穴を形成する穴形成手段20を備える。
(もっと読む)
耐熱性ポリエステル容器の製造方法
【課題】 生産工程でのエネルギー効率が良く、且つ、アニーリング時に歪み難い耐熱性ポリエステル容器の製造方法を提供することを課題とする。
【解決手段】 80℃以上130℃以下に加熱したポリエステル製プリフォームを金型内で延伸ブロー成形した後、130℃以上180℃以下の高温で熱固定を行い、得られた成形体内側表面を延伸ロッドの長手方向に沿って設けられた複数の吹き出し孔から冷却流体を吹き付けることで冷却し、金型から前記成形体を取り出して放冷雰囲気中でアニーリングして前記金型内容積に対する前記成形体外容積の収縮率が3.0%より大きく6.0%以下となるように自由収縮させることを特徴とする。
(もっと読む)
ブロー成形の冷却方法
【課題】解決しようとする課題は、従来のブロー成形の冷却方法では成形品の外側だけにしか冷却効果がなく、内側は冷却ができないので成形時間を短縮するのが困難であるという点である。
【解決手段】押出機ヘッドからダイへ樹脂が通り該ダイよりパリソンが出てきて型締め装置に取付けられた金型によって該パリソンを下吹込みピンと共に挟み、該下吹込みピンからエアーを吹込み、該パリソンを膨らませて賦形するブロー成形方法において、該下吹込みピン及び、該下吹込みピンの内側に設けられた水吹出しピンから該パリソン内部にエアーを吹出すと同時または、同時以降のタイミングで冷却水を噴霧し、該パリソンを内側より冷却する。
(もっと読む)
中空成形体の製造方法
【課題】表面層がポリプロピレンからなる中空成形体であって、金型キャビティー意匠が正確に反映され、かつ表面光沢が良好で、優れた外観を有する中空成形体が生産性よく得られる中空成形体の製造方法を提供する。
【解決手段】成形金型の間に熱可塑性樹脂の溶融パリソンを供給して型締めし、パリソンの内部に加圧流体を吹き込んで金型成形面と密着させ、熱可塑性樹脂を固化させる中空成形体の製造方法において、少なくとも該パリソンの表面層の熱可塑性樹脂としてメルトインデックス(230℃、2.16kgf)が0.5〜20g/分、分子量分布が8未満であり、かつ220℃で3分間融解後10℃/分で130℃に降温してから3分間後の球晶径が40ミクロン以下、該球晶の成長速度が12ミクロン/分以下であるポリプロビレンを用いる。
(もっと読む)
コンテナの製造のための方法及び設備
本発明は容器(2)を生産する方法であって、本体(8)及びベース(10)を備える容器を形成するために熱可塑性プレフォームが使用される形成段階、及び引き続く、容器(2)のベース(10)を含む目標領域上の該容器(2)上に局所的態様でジェット(32)を噴射することによって形成された前記容器(2)が冷却される冷却段階であって、前記ジェットが、両方が約1バール未満の相対圧力の、気体及び霧化された液体の混合物から成る、前記冷却段階を含む方法に関する。本発明は、上述した方法のために適合された、容器(2)の生産のための設備(1)にも関する。 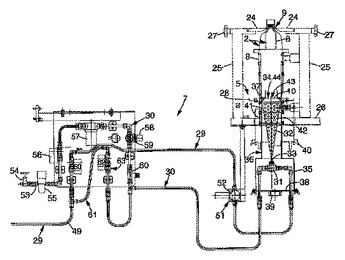 (もっと読む)
(もっと読む)
空気消費量を低減させる中空本体の製造方法および装置
本発明は、輪郭を有するブロー成形金型(2a)内において熱可塑性プラスチックからなる加熱されたパリソンから成形される中空本体(7)特に耐熱性中空本体の製造方法および装置に関するものであり、中空本体(7)は、第1の媒体貯槽(32)内に貯蔵され且つ圧力p1の媒体をパリソン内に導入すること(予備ブロー成形工程)により、およびほぼ同時に延伸棒(6)により中空本体を延伸し、および第2の媒体貯槽(31)内に貯蔵され且つp1より高い圧力p2の媒体を中空本体内に導入すること(仕上ブロー成形工程)により成形され、および中空本体(7)は、第3の媒体貯槽内(33)内に貯蔵されている第3の媒体により冷却され(洗浄工程)、この場合、予備吹込媒体の圧力は2−20バール(2×105―20×105パスカル)であり、仕上吹込媒体の圧力は15−45バール(15×105―45×105パスカル)であり、および冷却媒体の圧力は30−45バール(30×105―45×105パスカル)である。 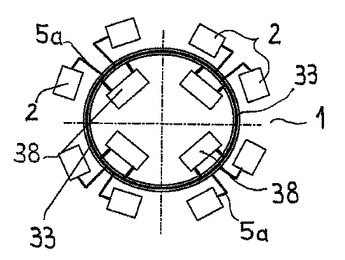 (もっと読む)
(もっと読む)
透明な熱可塑性外壁を有する化粧品容器の製造法
本発明は、プラスチック材料の透明な外層を有する容器の押出ブロー成形法である。本発明の容器は、平滑でガラスのような外観を有し、より安価なガラス瓶代替物として使用することができる。 (もっと読む)
1 - 14 / 14
[ Back to top ]