
Fターム[4F208LN29]の内容
プラスチック等のブロー成形、熱成形 (28,606) | ブロー成形操作 (838) | 延伸方法、手段 (274) | 延伸条件 (42)
Fターム[4F208LN29]に分類される特許
1 - 20 / 42
賦形性に優れたポリエステル樹脂製容器及びその製造方法
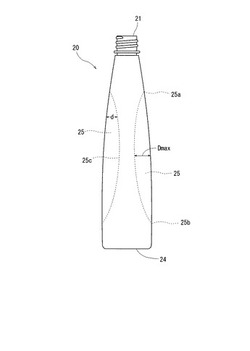
【課題】胴部に凹部を備えた形状が再現性よく賦形されており、外観特性に優れたポリエステル製樹脂容器を提供することである。
【解決手段】容器胴部23に内方に窪んだ凹部25が形成されており、該凹部25の最深部の深さDmax及び該凹部の深さ方向と直交する容器胴部の最大幅Wmaxの比Dmax/Wmaxが、0.20乃至0.70であり、且つ前記凹部の結晶化度が20乃至40%の範囲であることを特徴とする。
(もっと読む)
2パーツ型注出口付き延伸ブロー成形容器

【課題】プリフォームを延伸ブロー成形した容器の注出口に該当する部位に、別途に射出成形した注出口部を融着して得られる2パーツ方式の注出口付き延伸ブロー成形容器であって、容器の膜厚制御や容器の底隅部の形状制御が容易に成形できる延伸ブロー成形容器を提供することにある。
【解決手段】
プラスチック樹脂にて射出成形された筒状の注出口部Bと、該プラスチック樹脂と同種の樹脂にて射出成形された有底プリフォームAを用いて延伸ブロー成形された有底筒状の胴体部Dとから構成され、前記注出口部Bの開口下端部と胴体部Dの開口上端部とが各々接合部にて溶融接着している。
(もっと読む)
延伸ブロー成形方法およびその装置
【課題】 簡便な構造で大掛かりな改造を必要とせずに既存の設備に対しても適用することができ、薄肉化されたボトルや多層ボトルの芯ずれに有効な延伸ブロー成形方法およびその装置を提供すること。
【解決手段】 有底筒状のプリフォーム20を縦方向に延伸する延伸ロッド21による縦延伸位置の途中に突出し延伸ロッド21とで挟圧するとともに、縦延伸方向と逆方向にばね14で付勢される押えロッド12をプリフォームの成形用底金型11に設ける。これにより、縦延伸の途中に待機させたばね14などで付勢した押えロッド12と延伸ロッド21とでプリフォーム20の底中心部を挟んで縦延伸することで、押えロッド12の動作を制御する必要もなく、簡単な構造で芯ずれを防止することができ、既存設備へも成形用底金型11に設けるだけで容易に適用することができる。また、押えロッド12を縦延伸の途中に待機させることで、成形用底金型11からの突出量Sも少なく、延伸ブロー成形完了後の成形品の取り出しの邪魔になることもない。
(もっと読む)
射出伸長ブロー成形品およびそれに使用されるランダム共重合体
射出伸長ブロー成形(ISBM)された製品およびその製造法が記載されている。ISBM製品は一般にメタロセンを用いてつくられるプロピレンをベースにしたランダム共重合体を含んでいる。 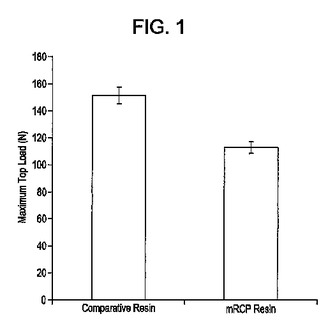 (もっと読む)
(もっと読む)
合成樹脂製プリフォーム及び2軸延伸ブロー成形壜体
【課題】2軸延伸ブロー成形壜体、特に口筒部の径が比較的大きくて胴部の径が比較的小さな壜体における、肩部から胴部の上端部に至る領域の延伸倍率を高くして当該領域の薄肉化を達成するためのプリフォームを提供する。
【解決手段】2軸延伸ブロー成形用の試験管状のプリフォーム1において、口筒部2の下端から、下方に向かって縮径するテーパー状短筒部3を介して口筒部の内径よりも小さな外径を有する有底の円筒部4を垂下延設すると共に、テーパー状短筒部と円筒部の上端部を外装するように短円筒状の外筒部5を垂下設し、この外筒部の下端に外鍔状にネックリング6を周設する。
(もっと読む)
平面状の成形体又はシートの製造方法
異方性の熱膨張係数を有する平面状の成形体又はシートの製造は、押出可能な熱可塑性ポリマー成形材料を、10〜1000nmの範囲での直径、及び1:5〜1:10000の範囲のアスペクト比を有する小片状のフィロケイ酸塩で満たすことによって、満たされた熱可塑性ポリマー成形材料の押出し、そして続く押出物の単軸又は二軸に延伸によって実施し、平面状の成形体又はシートを得る。 (もっと読む)
合成樹脂製ブローボトル及びその成形方法
【課題】環状三量体の低減を図る特別な処方を施すことなしに良好な品質をもったブローボトルとその製造方法を提案する。
【解決手段】加熱処理を挟む二回の二軸延伸ブロー成形によって得られた合成樹脂製ブローボトルであって、該ブローボトルは、環状三量体の含有量が0.40重量%以上、材料そのものがもつ固有粘度が0.70〜0.90dl/gになる合成樹脂材料若しくはプリフォームの成形体からなり、かつ、ブロー成形終了後におけるボトルの少なくとも胴体部分が1.38g/cm3以上の密度を有するもので構成する。
(もっと読む)
乳酸系ポリマー組成物からボトルを製造する方法
【課題】射出二軸延伸ブロー成型加工性に優れた乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトルを提供すること。
【解決手段】 乳酸系ポリマー(A)100重量部に対し結晶核剤としてケイ酸(SiO2)成分を30%以上含む結晶性の無機化合物(B)0.1〜10重量部を含有する乳酸系ポリマー組成物、並びにそれから得られる射出二軸延伸ブローボトル。さらに該乳酸系ポリマー組成物をマスターバッチ方法で製造する方法及びマスターバッチが提供される。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
耐熱圧性ポリエステルボトル及びその製造方法
【課題】優れた耐熱性及び耐圧性をバランスよく有する耐熱圧性ポリエステルボトルを提供する。
【解決手段】ポリエステル樹脂から成るプリフォーム10を二軸延伸成形して成る耐熱圧性ポリエステルボトルにおいて、胴部のレーザーラマン分光法により測定した円周方向の配向パラメータが2.80以上で且つTMA測定による80℃における収縮量が15μm以上であることを特徴とする。
(もっと読む)
分割された収容空間を有する容器のブロー成形方法とこれにより成形された容器
本願発明は、一般に射出方式で成形されるプレフォーム自体に隔壁を形成し、ブロー金型にプレフォームを配列してブロー成形する場合、2回の成形過程を経ることにより、自然に完成された容器全体にわたって均一な厚さの隔壁を有する容器を提供することができる、隔壁によって分割された収容空間を有する容器を製造するためのブロー成形方法に関する。本願発明のブロー成形方法は、隔壁によって分けられた分割空間を有するプレフォーム成形段階と、プレフォームをブロー金型に配列し、1次ブローを経て、所定の形状を備えるようにする1次ブロー成形段階と、2次ブローを経て、ブロー金型の形状に相応する容器の形状を得る2次ブロー成形段階とを具えている。 (もっと読む)
結晶度勾配を示すポリマー製容器
【課題】本発明は、対向する内側壁(42)と外側壁(43)を備え、その結晶化率が内側壁(42)の側の方へ負の勾配を示すポリマー製容器(2)に関するものである。 (もっと読む)
化粧品用容器の製造方法及び化粧品用容器
【課題】パール顔料を用いることも、多層構造にすることも、プリフォームを形成することもなく、良好な真珠光沢を有する小型ボトルを、安価に提供する。
【解決手段】スチレンブタジエンコポリマーのペレット(A)と、乳白色オレフィン系合成樹脂(ポリプロピレン,低密度ポリエチレンなど)のペレット(B)を、重量比において、ペレット(A):ペレット(B)=55:45〜90:10の範囲内でよく混合した混合ペレットを、ダイレクトブロー成形用のスクリュー式押出成形機に投入して加熱・溶融・混練し、一層構造のチューブ状パリソンを吐出し、このパリソンの下端をピンチオフする様にブロー成形用金型を閉型し、ブロー比2〜3倍のダイレクトブローを実行する。
(もっと読む)
耐熱ボトルの射出延伸ブロー成形方法
【課題】射出延伸ブロー成形による耐熱ボトルの成形を予備ブロー手段の採用によりプリフォームの胴部表面からの放熱を一時的に抑制して内部の蓄熱量の低減を阻止し、本ブロー成形までの胴部温度を高めて可能となす。
【解決手段】射出成形したPETのプリフォームの胴部肉厚を3.0〜4.5mmとする。プリフォームを射出金型と射出コアから高温離型する。プリフォームの予備ブローを離型後5±0.5秒、予備ブロー型の温度112〜117℃、予備ブロー時間0.5〜1.0秒に制限する。エアブローによりプリフォーム胴部のみ膨張する。本ブロー成形を予備ブロー型からの離型後3〜4秒、本ブロー型の温度103〜107℃、エアブロー時間6〜9秒に制限して行い、プリフォームをボトルに延伸ブロー成形すると同時にヒートセットして耐熱性を付与する。
(もっと読む)
合成樹脂製ブロー容器
【課題】温度の高い環境下で使用される場合においても形状変形、収縮が少ない耐熱性に優れた合成樹脂製のブロー容器を提案する。
【解決手段】残留応力を除去する加熱、収縮処理の前後でそれぞれ一回の軸延伸ブロー成形を行うことによって製造された合成樹脂製ブロー容器において、前記ブロー容器は、加熱処理を終えたのちにおけるブロー中間体2に対する密度の増減率を-0.03%以上とする。
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法および装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを熱調整した後、該パリソンをブロー成形型内部で引伸ばし棒によって延伸させ、ブロー成形圧を作用させることによって容器に成形する。電子機械的引伸ばし棒駆動部を使用して引伸ばし棒の位置決めの設定を行なう。サーボモータのモータ軸の回転運動を、機械的連結装置によって引伸ばし棒の往復運動に変換する。 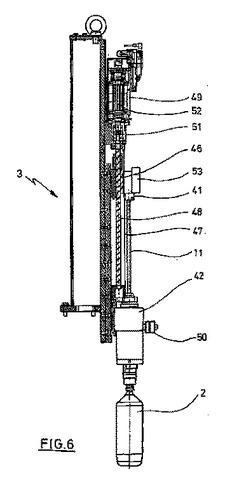 (もっと読む)
(もっと読む)
延伸成形容器及びその製造方法
【課題】機械的な延伸速度に限界を生じた場合でも、有効に歪み硬化を生じて、高温延伸による優れた耐熱性及び歪み硬化による延伸バランスの両方を兼ね備えたポリエステル樹脂から成る延伸成形容器を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂と無機物のブレンド物から成る層を有する延伸成形容器において、前記ブレンド物から成る層が、前記エチレンテレフタレート系ポリエステル樹脂から成る連続相と、前記無機物から成る分散体とから成る分散構造を有すると共に、少なくとも容器胴部の動的粘弾性測定値において、下記式
(tanδ極大値)+0.01×(tanδ極大温度)−1.37≦0
を満たすことを特徴とする延伸成形容器。
(もっと読む)
ブロー成形容器
【課題】 化粧品容器などに好適な、底重量部が肉厚のブロー成形容器を提供する。
【解決手段】 容器底面の最小厚みt1(mm)は少なくとも容器側面の最小厚みt2(mm)よりも大きく、底面の最小厚みt1が3〜15mm、容積が10〜500cm3である脂環構造含有重合体からなるブロー成形容器であって、縦方向の延伸倍率yが0.9以上1.4未満、縦方向の延伸倍率yに対する横方向の延伸倍率xの比(x/y)が2.5〜5である脂環構造含有重合体からなるブロー成形容器。この容器の口重量部から底面までの高さHと容器最大幅Dは、通常、H/D≧1.5以上である。
(もっと読む)
銀色の外観を有する発泡壁容器
微孔質発泡ポリマーと微孔質発泡体セル中に含まれた非反応性ガスとで構成された容器で、銀色の外観を有する。この容器の製造方法は、壁部内に非反応性ガスが閉じ込められたポリマー予備成形物を射出成形し、ポリマーの軟化温度より低い温度に予備成形物を冷却し、ポリマーの軟化温度より高い温度に前記予備成形物を再加熱し、予備成形物をブロー成形して、微孔質発泡体セル中に非反応性ガスを含有させた微孔質発泡ポリマーで構成される容器を製造する。 (もっと読む)
延伸成形容器及びその製造方法
【課題】機械的な延伸速度に限界を生じた場合でも、有効に歪硬化を生じて、高温延伸による優れた耐熱性及び歪硬化による延伸バランスの両方を兼ね備えたポリエステル樹脂から成る延伸成形容器を提供する。
【解決手段】エチレンテレフタレート系ポリエステル樹脂とこれとは異種のポリエステル樹脂のブレンド物から成る層を有する延伸成形容器において、ブレンド物から成る層が、エチレンテレフタレート系ポリエステル樹脂から成る連続相と、異種のポリエステル樹脂から成る分散相とから成る海島分散構造を有すると共に、少なくとも容器胴部の動的粘弾性測定値においてtanδ極大温度が115℃以下である延伸成形容器。
(もっと読む)
1 - 20 / 42
[ Back to top ]